▸不会 PM / 操机师傅能学会机明编程吗
📨 简要解答
完全可以,而且操机师傅来学很有优势😊 您懂加工工艺,上手会特别快。用机明自动编程时,PM 基本只用来看图形、选曲面,绝大部分操作都在机明里完成,所以直接学机明就行、不用先专门去啃 PM。机明本身又简化了很多步骤,比先学 PM 快很多,很多操机的客户都顺利转做编程了~需要的话我把入门教程先发您试试?
售前
机明自动编程从低到高为基础版 / 标准版 / 专业版 / 定制版,功能向上叠加(高版本包含低版本全部功能)。标准版是在基础版之上"计算更快、模板更强、自动化更高"的升级版,把原专业版的多轴/仿真、原定制版的模架策略都下放了进来,做电极、钢料、模架尤其顺手。
| 对比项 | 基础版 | 标准版 |
|---|---|---|
| 多后台并列计算 | 无 | 有(行业唯一,约基础版3倍效率,前台编程时后台多个PM同时算) |
| 策略类型模板 | 3种固定(模料/同框/石墨) | 可配置无限个 |
| 叠加式/电极右键/快捷模板 | 无(只能套整套模板) | 有 |
| 改过参数的刀路 | 需回PM手动删重做 | 自动检测并重算 |
| 多轴加工 / 3+2坐标系 / 一键批量仿真 | 无 | 有(原专业版下放) |
| 模架专用策略(插避空脚等) | 无 | 有(原定制版下放) |
| 刀路策略数量 | 较少 | 多约10个+残留模型加工 |
| 辅助面管理器 / 自动分长短刀 | 无 | 有 |
| 后处理/程序单定制 | 自行处理 | 各定制1份(后处理为三轴) |
机明是PowerMill的自动编程外挂/插件,PM版权需客户自备、版权自理,机明不代理不收费;兼容PM8.0以上各版本、持续支持最新版本(插件模式需PM2014以上,工具栏显示需PM2018以上;UG对接需NX9.0+)。
标准版是中级功能通用型,适合接触电极、钢料、零件、模架等较复杂工件、追求功能与价格适中的用户;通过视频教程学习+在线售后即可上手。简单到中等复杂的模具都能胜任,是性价比之选。建议直接上标准版2299一步到位。若需要电极自动排版、智能参数模板(专利)、规范工件全自动、含3天驻厂等更高自动化,再考虑专业版/定制版。
使用机明自动编程,电极编程基础/标准版比手工PM提约100%以上(升专业/定制后约300%以上);电极以外(钢料/模料/零件)基础/标准版提约30%以上(专业/定制约50%-200%);机台加工时间可缩短约5%-8%(具体与工件、机床配置相关)。
公司主体:东莞市机明软件科技有限公司。官网 www.jimmill.com,电话 181 8883 4208。
机明各版本是向上叠加的——高版本包含低版本全部功能。专业版 = 标准版全部功能 + 一批原本属于定制版的"自动化/智能化"重磅功能,目标是把编程效率拉满、迈向"无人值守自动编程"。专业版还是"定制版的入门款",提供不影响大框架的基础功能定制,让您的机明独一无二。
| 层级 | 该层带来的功能(专业版全部包含) |
|---|---|
| 基础版(底座) | 电极(铜公/石墨)+模料模块(半自动:套/加载模板、设刀路参数快速出)、UG无缝对接、Excel可配置程序单、同时多开机明和PM、策略3种(模料/同框/石墨)、高级宏、电极全自动刻字 |
| 标准版(中级) | 多后台并列计算、无限策略模板、特征化叠加刀路模板、快捷刀路模板、电极右键策略模板、多轴3+2、自动重算改过的参数、一键批量机床仿真、自动分长短刀、辅助面管理器、三轴后处理定制1份+程序单定制1份 |
| 专业版(本版新增) | 规范工件全自动(云计算)、智能参数模板(专利)、自定义编程界面、电极自动排版、电极自动报价、机床偏差修正、电极高效开粗、含3天驻厂(见上方明细) |
| 定制版(更上一层) | ERP/MES对接、按工件类型深度定制(自动化零件/挤出模/冲压模刀块等)、18天驻厂+模板定制 |
东莞市机明软件科技有限公司 · 官网 www.jimmill.com · 电话 181 8883 4208
"云计算"是机明专业版/定制版的无人值守全自动编程功能。对相对标准、规范的工件类型(典型如电极/铜公、规范工件),搭建好云计算服务端后,编程员只需把图档(模型文件)放进对应的云计算文件夹,系统即可全程自动、无需人工干预、也不用打开 PowerMill。
自动完成的步骤一气呵成:
| 用法 | 说明 | 适合场景 |
|---|---|---|
| 1. 本机运行云计算 | 直接在编程员本机后台跑(一套授权一台电脑,可一边编程一边云计算) | 单机、量不大时即开即用 |
| 2. 云计算服务器(集中算) | 用一台高性能/高配电脑做云计算服务器,所有人把单子"导出到机明"转入服务端统一计算;可同时开多个云计算并行运算、发挥多线程优势(这台云计算服务器电脑需另增购一套对应版本授权,相当于多一台电脑同时用软件) | 团队协作,省其它电脑硬件升级费用、压榨一台高配机性能 |
| 3. 先设参数再转入 | 较复杂的工件先在本机设好刀路参数,再转入云计算计算,释放本机算力 | 复杂件,本机要继续干别的活 |
服务端既可在本机运行,也可指定局域网内一台专用电脑承担。
"多后台并行计算"是机明原创的突破性功能,标准版及以上版本即可使用。它指的是您前台正常编程的同时,后台自动开多个 PowerMill 一起算,边干边算、不用等。
| 同样100个电极导入并计算 | 耗时 | 提速 |
|---|---|---|
| 单后台模式 | 1 小时 52 分钟 | — |
| 多后台并行(开5个后台) | 34 分钟 | 约 3.3 倍 |
省钱用法:只需配置一台高配电脑,让所有编程员的计算任务集中到这台机器上完成,可减少其它电脑的配置升级费用。需要可联系客服获取更新包升级体验。
提示:多后台并行(标准版起)是"前台编程时后台边干边算";要做到"人不在也持续吐程序"的白天真正无人值守,那是专业版的云计算能力——两者叠加(云计算+多后台)在上面基础上还能再翻倍提速。
厂商:东莞市机明软件科技有限公司|官网 www.jimmill.com|电话 181 8883 4208。具体云计算落地方案可联系我们安排高级工程师对接。
可以。机明专业版提供现成的大众化电极全自动编程模板,配合云计算功能即可对电极自动编程并计算出单——无需任何手动操作步骤。系统通过智能参数自动扫描模型、识别特征、自动选面、自动切换刀具和策略,无对应特征的刀路会在加载时自动删除。再配合电极自动排版、自动报价,机明已形成一整套完整的电极自动化方案,做铜公又快又省心。
整体效率:电极编程效率约提升 300%,机台加工时间缩短 5%-8%。
这是专业版的亮点功能。使用方式极简:您只需把电极模型放进云计算目录,云计算服务端就会自动完成:
优势:操作简单、门槛低、上手快,没有编程经验也能用;可以一边做别的工作一边让它自动编程,甚至下班前把要算的电极放进目录,第二天上班直接检查算好的刀路。经多家汽车电器、模具客户验证,在有完整计算配置时,80%以上的电极都能实现全自动编程,大幅提升效率。
在 UG 或 PowerMill 里对电极自动排版排料,并无缝对接到机明自动编程。该功能为专业版及以上版本支持,UG 排版需 NX 9.0 以上。
说明:电极自动排版是把多件排成一板一起编程加工、省的是装夹和编程时间,订料还是一件件订、并不省料。
专业版支持在 UG 或 PowerMill 里对电极自动报价并快速出报表。系统通过工件尺寸、文件大小、加工复杂程度等因素生成标准报价(标准 Excel 报价单,一键出报价单),用户可再按电极加工复杂度、技术等做调整,兼顾准确与效率。
| 能力 | 所属版本 |
|---|---|
| 电极(铜公/石墨)+模料模块(半自动:套/加载模板、设刀路参数快速出)、UG对接、Excel程序单、多开、高级宏 | 基础版起即含 |
| 无限策略模板、特征化叠加模板、电极右键策略模板、机床仿真、自动分长短刀、多后台并列计算等 | 标准版新增 |
| 电极自动排版、电极自动报价、智能参数模板(发明专利)、规范工件全自动(云计算)、机床偏差修正、电极高效开粗、含3天驻厂 | 专业版新增 |
| ERP/MES对接、按工件类型深度定制、18天驻厂+模板定制 | 定制版 |
提示:本主题涉及的电极自动排版、自动报价、电极云计算全自动编程均为专业版及以上才具备。基础版/标准版含的是电极半自动编程(套/加载模板、设好刀路参数快速出),不含排版/报价/云计算全自动。
| 版本 | 价格(未税) | 说明 |
|---|---|---|
| 基础版 | 1499 | 含电极/石墨/模料模块(半自动:套/加载模板设参数) |
| 标准版 | 2299 | 策略模板/机床仿真等增强 |
| 专业版 | 19800 | 含电极自动排版/报价/云计算全自动,含3天驻厂 |
| 定制版 | 6万-10万 | ERP/MES对接,含18天驻厂 |
东莞市机明软件科技有限公司|官网 www.jimmill.com|电话 181 8883 4208。软件购买统一引导官网购买页:https://www.jimmill.com/?a=list&id=40017 (含官网+淘宝入口)。
「智能参数」是机明历经多年研发、已取得发明专利的重磅功能,为专业版自带(标准版及以下不含)。它能针对当前工件的特征类型,自动分析并匹配出适合的加工/刀路参数,大部分参数无需人工逐项设置,真正做到"按工件特征自动调参"。
| 对比项 | 普通刀路模板(标准版) | 智能参数模板(专业版·发明专利) |
|---|---|---|
| 通用性 | 通用性不强,换个工件就要重新调参 | 针对工件特征类型自动调整,一个模板通用多种类型 |
| 参数获取 | 手动设置、手动加刀路 | 可扫描模型自动获取,也可向导式交互(逐项提示选面,没有就点"否") |
| 建模工作量 | 每种类型都要单独做模板 | 一个模板覆盖多种前模/后模等类型,几步引导即可编完一个工件 |
| 刀路修改 | 常需大量人工修改 | 算出来的刀路很少需要修改 |
举例:手机套模具有多种前模/后模类型,以前每种都要单独做模板、手动加刀路;用智能参数后,一个模板就能通用多种类型,几步引导就编完一个工件,省心高效。
注:智能参数等编程功能在PowerMill基础上运行,PowerMill版权需客户自备(机明不代理、不收费),兼容PM8.0以上各版本。详情可咨询官网 www.jimmill.com,电话 181 8883 4208(东莞市机明软件科技有限公司)。
定制版是机明四个版本(基础/标准/专业/定制)里自动化程度最高、最"量身打造"的一档。它由机明高级工程师上门驻厂调研,针对您公司实际加工的工件类型,配置智能参数模板、定制开发专属功能,再做培训,最终为您打造一套"只需极少参数、甚至向导式选项就能完成编程"的全自动编程系统。
核心思路:对您的工件分类 → 创建能根据模型自动调参的动态刀路模板 → 编程时只需极少参数或向导式选项即可出程序,从而大幅提效、降低对高技术编程人员的依赖。
机明版本功能向上叠加,高版本含低版本全部功能。定制版在专业版基础上,独有以下能力:
(继承自专业版的能力还包括:规范工件全自动云计算、智能参数模板(发明专利)、自定义编程界面、电极自动排版、电极自动报价、机床火花位偏差修正、电极高效开粗等;以及标准版的多后台并列计算、无限策略模板、多轴 3+2、机床仿真、自动重算、后处理/程序单定制等;和基础版的电极+模料模块(半自动:套/加载模板、设刀路参数快速出)、UG 对接、Excel 程序单、多开等。)
| 行业 / 工件 | 方案要点 |
|---|---|
| 挤出模具 | 江顺模具等龙头企业已改用机明 |
| 模架(配板)钻孔 | 针对面针板、底针板、底板等每块板自动识别加工;配合自动换刀机床,一个操作人员可同时操作两台机器,程序全自动编出、无需会写/改程序,新手培训一两周即可上岗,帮企业避免人才流失 |
| 汽车减震件 | 从 UG 排版出图 → 向导式动态刀路模板 → 云计算,全流程开发 |
定制思路可按行业、工件类型、工艺要求甚至机床设备量身打造,由高级工程师上门调研、定制开发并培训到满意验收。
| 版本 | 价格(未税) | 驻厂/培训 | 适合谁 |
|---|---|---|---|
| 基础版 | 1499 元/套 | 视频教程 + 在线售后 | 自动化要求不高、做较简单工件 |
| 标准版 | 2299 元/套 | 视频教程 + 在线售后 | 接触电极、钢料、零件等较复杂工件,功能与价格适中 |
| 专业版 | 19800 元/套 | 含 3 天驻厂 | 不挑规模,用得上电极全自动/云计算/标准化,个人到小厂均可 |
| 定制版 | 约 6 万–10 万元/套(按工件类型和工艺要求评估后报价) | 含 18 天驻厂 + 模板定制 | 追求最高自动化、体系化生产、想一步到位的中大型工厂 |
说明:专业版与定制版的关键区别在于——专业版含大部分高级功能但无智能模板定制服务(需自己照视频/驻厂学着配),定制版则由工程师按贵司工件类型上门定制配好,并独有 ERP/MES 对接和深度功能定制。
定制版交付是一个过程,而非某个固定日期点:
因范围/验收在签约时定不死、验收要拖一两个月、归因复杂,故不设"固定工期+按日逾期罚款",改用"尾款 20% 绑验收 + 合同签订起 1 年免费维护 + 明显新增走变更增项"兜底。
厂商主体:东莞市机明软件科技有限公司|官网 www.jimmill.com|电话 181 8883 4208。
机明针对自动化零件类工件,提供专门的全自动编程系统(属于定制版),核心是"丢图即编程"+云计算:您只要把模型丢进指定文件夹,云端服务端就会自动监控、导入、分析并计算,全程无需人工干预,可24小时不间断运行。自动化程度比普通版本再上一个台阶,特别适合图量大、希望"人不盯着也能持续出程序"的场景。
| 方式 | 每天处理图量 | 说明 |
|---|---|---|
| 传统手工编程 | 约 25 张 | 需人工盯着逐张处理 |
| 机明全自动编程 | 80 张以上 | 丢图后无人值守、24小时运行 |
整体效率约为手工的 3 倍。
双面加工时,第二面会自动只生成第一面加工不到的特征刀路,避免重复。材料、工装、工艺都支持深度扩展,可按您的实际产品定制。
定制版也提供模架(模架配板)自动编程方案,可针对面针板、底针板、底板等每块板自动识别加工。价值在于:
机明靠简化参数设置和流程来提效,对所有工件都能提高效率,零件同样很合适。如果您做的是自动化零件,上面这套全自动编程定制版会更省心——丢图过去即可全自动计算刀路。具体选型可按您平时主要做的零件类型来判断:一般零件用标准版即可,自动化零件批量编程则定制版更划算。
本系统属于定制版能力。定制版按工件类型做深度定制(自动化零件 / 挤出模 / 冲压模刀块等),含 ERP/MES 对接与模板定制,并含 18 天驻厂;价格区间约 6 万–10 万元(按工件类型和工艺要求评估后报价,非固定价)。如只需一般规范工件全自动(云计算),专业版(19800 元,含 3 天驻厂)也已具备"规范工件全自动"能力,可视实际产品复杂度评估。
厂商主体:东莞市机明软件科技有限公司|官网 www.jimmill.com|电话 181 8883 4208。
机明三种授权方式——云锁、单机加密狗、网络加密狗,价格完全相同,不存在哪种更贵;选哪种只看您的电脑/网络环境和用几套。所有版本都是永久授权、一次买断,一套同一时间限一台电脑使用,靠授权(云锁/加密狗)激活,插/激活在哪台、哪台就能用,换机器不耽误。
| 授权方式 | 适合谁 | 优点 | 限制/注意 |
|---|---|---|---|
| 云锁(密钥) | 电脑有外网的用户 | 不怕丢失损坏、无需随身携带;可下载90天离线授权(可反复续期);可回收(后期换硬件狗无需付新锁成本) | 必须有外网才能使用 |
| 单机加密狗(硬件锁) | 无外网电脑、单台使用 | 不受网络限制;插哪台电脑用哪台,灵活 | 丢失/损坏都会影响使用;换云锁补150元;旧狗寄回报废(客户付运费) |
| 网络加密狗(硬件锁) | 买多套、想集中保管的团队 | 无需外网;狗插服务器集中保管,同网段局域网任意电脑可用;并发台数=购买套数 | 限制同单机狗(丢失/损坏影响使用、换云锁补150元、旧狗寄回报废、客户付运费) |
机明所有版本都是一套同一时间仅限一台电脑使用,通过授权(云锁/加密狗)激活,插/激活在哪台电脑,哪台即可使用,换机器也不耽误。这套授权是按"一套·同一时间一台电脑"算的,不分个人或企业——个人买的后来公司、厂里用,只要还是这一套一台机,就完全合规。
三种价格一样,拿不准就把您的使用台数、是否有外网、几个人同时用告诉我们,我们帮您推荐最合适、最省的搭配。
东莞市机明软件科技有限公司 官网 www.jimmill.com 电话 181 8883 4208
机明软件提供三种授权方式,同价、不加钱,均为永久授权、一次买断:
基础版 / 标准版用云锁或单机狗(标准版 5 套以上可选网络狗);专业版 / 定制版三种均可。(NC串联软件只有单机加密狗一种。)
旧版加密狗用户升级换新版狗,两种方案:
| 方案 | 费用 | 含什么 | 更换方式 |
|---|---|---|---|
| 方案一:单换加密狗 | 100 元(来回快递自付) | 仅换新版加密狗 | 可先买一套新狗,用熟后再把旧狗寄回退差价 |
| 方案二:换狗 + U盘 | 150 元 | U盘内含安装包及整套新版教程;旧狗寄回快递自付,寄回新狗运费由机明承担 | 直接把旧狗寄回,核对购买信息后更换 |
寄回提示:寄回旧狗时请随附一张小纸条,完整填写购买与收件信息,与加密狗一同寄出。具体寄件地址与联系人请联系机明客服获取。
加密狗可安装在多台电脑上,但同一时间只能一台使用——在哪台电脑用就把加密狗插到哪台。
| 更换类型 | 费用 | 备注 |
|---|---|---|
| 硬件狗换云锁 | 补 150 元 | 旧狗寄回报废,寄回运费自付 |
| 旧版狗换新版狗(单换) | 100 元 | 来回快递自付 |
| 旧版狗换新版狗 + U盘 | 150 元 | U盘含安装包+教程,寄回新狗运费机明承担 |
| 非人为损坏换新 | 免费 | 终生,外观需完好 |
| 人为损坏(NC串联/基础/标准) | 150 元 | 包邮,寄回旧狗 |
| 人为损坏(专业/定制 单机狗) | 300 元 | 包邮,寄回旧狗 |
| 人为损坏(网络狗) | 500 元 | 包邮,寄回旧狗 |
| 丢失 | 重新购买 | 无法验真伪/无法失效 |
更多咨询请联系机明:东莞市机明软件科技有限公司,官网 www.jimmill.com,电话 181 8883 4208。
可以。机明软件为永久授权、一次买断,支持转让给他人并办理过户。授权可在原机主与新机主之间完成变更,过户后由新机主继续使用。
提示:务必使用购买时登记的原手机号发送,便于核对身份、确认是机主本人申请过户。
| 项目 | 说明 |
|---|---|
| 办理方式 | 原登记手机号发短信 |
| 接收号码 | 13790683882 |
| 短信格式 | 原姓名+电话+QQ 转让给 新姓名+电话+QQ |
| 确认方式 | 留意短信回复确认 |
了解技术交流中获得的金币可兑换哪些礼品及所需金币数。
金币礼品兑换对照(所需金币):苏泊尔保温杯 1480、联想无线鼠标 480、小米蓝牙耳机 1180、小米充电宝 980、飞利浦剃须刀 1480、飞利浦鼠标键盘套装 480、迷你小风扇 480、拉杆箱 1480、记事本+鼠标垫 248(以上礼品均包邮)。说明:积极解答群友问题的热心用户可获金币奖励,金币可用于升级版本、购买加密狗或购买机明软件等,直接兑换商品并抵扣部分现金(10 金币抵 1 元)。

机明各版本之间支持升级,只补差价、不用重新全款购买,原授权与永久授权资格不变:
| 升级路径 | 补差价(未税) | 说明 |
|---|---|---|
| 基础版 → 标准版 | 800 元 | 1499 升 2299,补差额 |
| 标准版 → 专业版 | 17501 元 | 2299 升 19800,补差额,含3天驻厂 |
参考各版本未税单价:基础版 1499 / 标准版 2299 / 专业版 19800(含3天驻厂) / 定制版 6万–10万(含18天驻厂)。
升级不更换加密方式,原有授权(云锁 / 单机加密狗 / 网络加密狗)继续使用;升级后软件更新终生免费(标准版及以下版本更新终生免费)。
标准版在基础版「电极(铜公/石墨)+模料模块(半自动:套/加载模板、设刀路参数快速出)、UG对接、Excel程序单、多开、3种策略、高级宏」之上向上叠加,计算更快、模板更灵活、做钢料更省心,主要新增:
如果您经常切换不同机床/工艺、做钢料较多、想减少重复改参数的时间,标准版的无限模板 + 多后台并列计算 + 自动重算能显著提效(电极编程效率比手工PM可提升约100%以上,机台加工时间缩短约5%-8%),是性价比之选。简单到复杂模具都能胜任。
机明各版本之间支持向上升级,只需补差价、无需重新购买正版。补差价标准如下(价格未税):
| 升级路径 | 补差价 | 说明 |
|---|---|---|
| 基础版 → 标准版 | 800 元 | |
| 标准版 → 专业版 | 17501 元 | 专业版含3天驻厂培训 |
| 基础版 → 专业版 | 先补800再补17501 | 逐级升级,合计补到专业版价 |
说明:基础版1499 / 标准版2299 / 专业版19800(均为未税单价)。补差价即把已购版本的差额补齐,原授权(永久所有权、一次买断)继续有效。
整个过程简单快捷,有不清楚的随时联系客服协助。
机明版本功能向上叠加,高版本包含低版本全部功能。专业版在标准版基础上下放了多个原定制版的重磅功能(按专业版最大优势排):
效率参考:电极编程效率(比手工PM)专业版云计算全自动提升约300%以上、机台加工时间缩短约5%-8%(视原刀路优化程度)。总体而言,从标准版升到专业版,编程的效率与方便性是质的飞跃。
| 版本 | 单价(未税) | 定位与核心能力 |
|---|---|---|
| 基础版 | 1499 | 电极(铜公/石墨)+模料模块(半自动:套/加载模板、设刀路参数快速出)、UG无缝对接、Excel程序单、多开机明和PM、策略3种、高级宏,入门首选 |
| 标准版 | 2299 | 新增多后台并列计算(约基础版3倍)、无限策略模板、多轴3+2、自动重算、机床仿真、自动分长短刀、三轴后处理+程序单各定制1份,性价比之王 |
| 专业版 | 19800 (含3天驻厂) | 新增电极全自动/规范工件云计算(可无人值守)、智能参数模板(专利)、自定义编程界面、电极自动排版/自动报价、机床偏差修正、电极高效开粗,效率拉满 |
| 定制版 | 6万–10万 (含18天驻厂) | ERP/MES对接、按工件类型深度定制(自动化零件/挤出模/冲压模刀块等)+模板定制,适合大厂体系化生产 |
如果一次性升级预算有压力,专业版支持租赁,降低初期投入(价格未税):
| 租赁期限 | 价格 |
|---|---|
| 1年 | 4500 元 |
| 2年 | 6500 元 |
| 3年 | 7500 元 |
东莞市机明软件科技有限公司 官网 www.jimmill.com 电话 181 8883 4208
1. 暂时关闭电脑防火墙,退出第三方杀毒软件、电脑管家类工具,避免机明的驱动文件、注册组件被误拦截误删,导致安装失败。
2. 运行依赖:需提前安装好 PowerMill 并能正常打开(PM 由客户自备、走 Autodesk 官方正版渠道获取),否则机明无法连接 PM、无法启动。
3. 获取机明安装包/更新包:正版用户可通过机明官网、官方售后群文件下载最新版,或由客服单独发送,请勿从第三方非官方渠道下载,避免携带恶意程序。
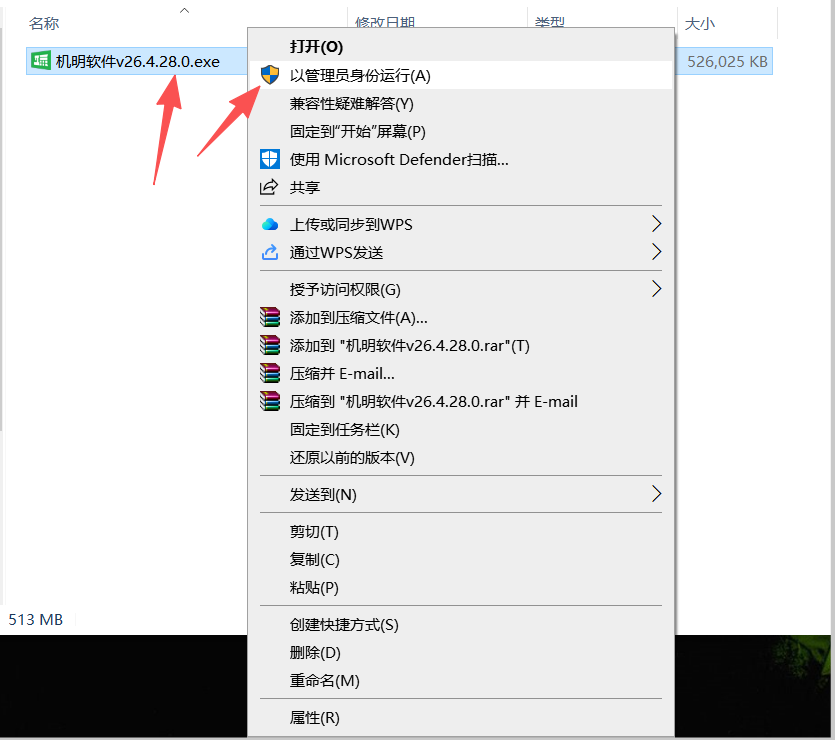
(一)运行安装程序:安装程序后缀为 .exe,右键选择「以管理员身份运行」,避免权限不足导致失败。
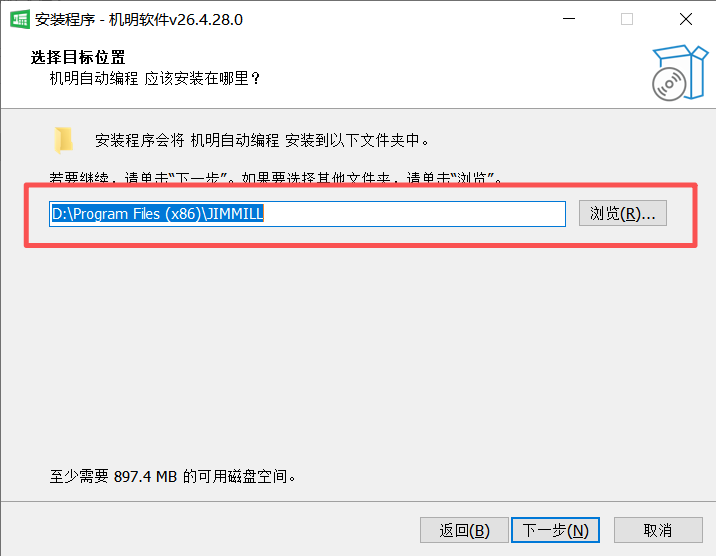
(二)选择安装路径:默认路径为 D:\Program Files (x86)\JIMMILL,安装路径最好全英文无特殊字符,确认后点「下一步」。
(三)完成安装:点「安装」,等待自动完成组件注册与文件复制,完成后点「完成」退出,桌面会生成「机明自动编程」快捷图标。
(一)用安装包重装新版:会覆盖你设好的模板,需先把模板文件夹备份到别处,更新后再替换回来。
(二)用更新包更新:不会覆盖模板。把更新包解压出来,将新版「JIMMILL」替换文件夹复制粘贴到安装目录下原「JIMMILL」文件夹所在目录(如 D:\Program Files\)替换原文件夹。
更新后需重新运行「插件安装.exe」安装新版插件。
打开机明软件时弹出错误提示「缺少根元素」,软件无法启动。
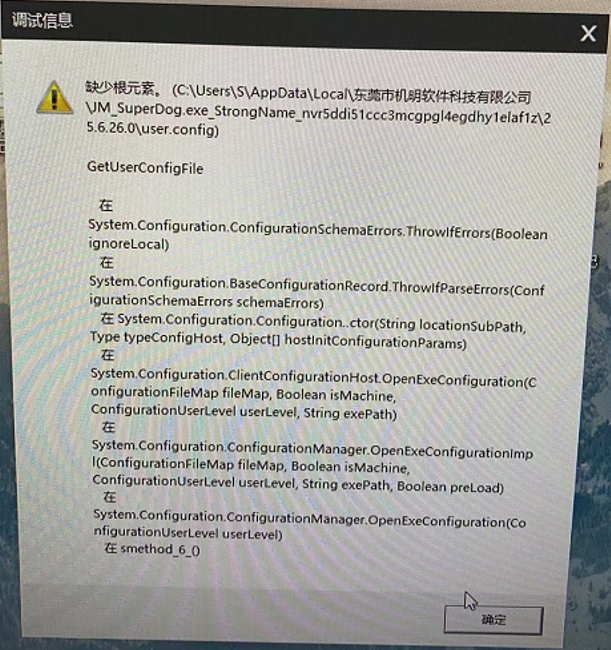
①进入路径 C:\Users\Administrator\AppData\Local\东莞市机明软件科技有限公司(找不到 AppData 时,先在文件资源管理器「查看」里勾选「隐藏的项目」显示隐藏文件夹)。
②找到「东莞市机明软件科技有限公司」文件夹,右键「删除」。
③双击桌面机明快捷方式重新打开即可。
打开机明提示「文件校验和错误」。
通常是电脑中毒、机明软件被感染所致:①全盘扫描杀毒;②清除病毒后重新到官网下载机明安装包;③重新安装即可。
机明连接不上 PM(新旧版机明解决方法一样)。
1. 先确保已装好 PM 并能正常打开、无错误提示。
2. 关掉 360,打开一次 PM。XP 系统直接打开;Vista、Win7、Win8 在桌面 PM 图标上右键 - 以管理员身份运行。
3. 此时再打开机明,一般就能连接上 PM 了。
4. 还不行:检查机明系统设置里指定的连接路径是否设错。
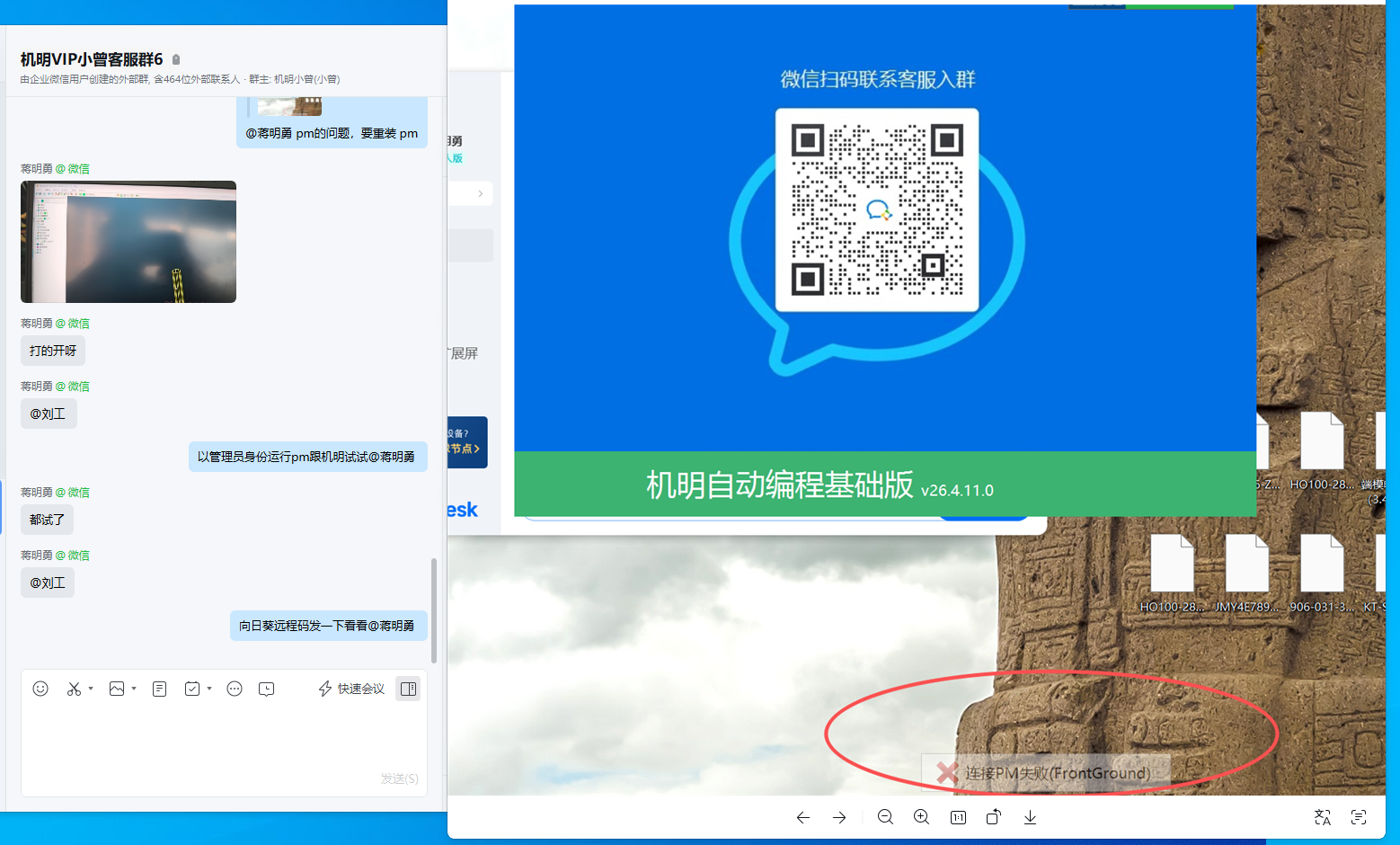
机明启动时弹出「连接PM失败(FrontGround)」,PowerMill 无法打开。
①用「以管理员身份运行」分别启动 PowerMill 和机明软件再试;②若仍连接失败,则卸载后重新安装 PowerMill;必要时由客服远程协助检查。
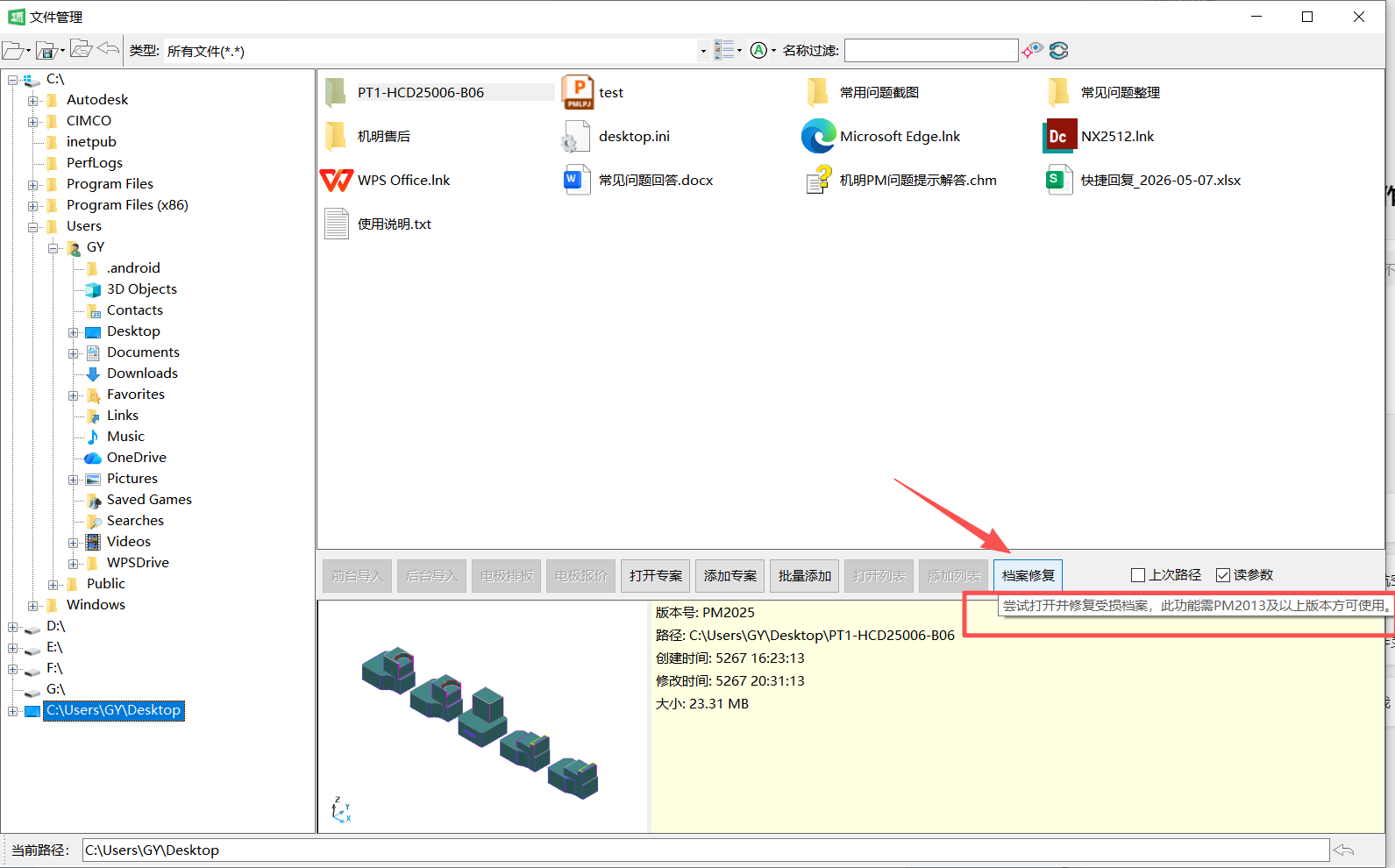
无法打开PM专案故障处理说明,常见三种情况:
1、电脑死机或停电导致图档损坏
原因:电脑运行中死机或突然停电,会使图档在保存过程中数据损坏或不完整,导致无法打开。
解决方法:打开机明软件并进入专案文件夹,找到「档案修复」功能,选择需修复的图档进行修复。修复成功且图档含参数则可继续使用;若修复后仍无参数,说明核心数据已严重损坏,只能重新编程生成新图档。
2、低版本PM打不开高版本PM编程的图档
原因:高版本PM编程时可能使用低版本不支持的新特性、新参数或新文件编码,低版本无法识别,导致图档打不开。
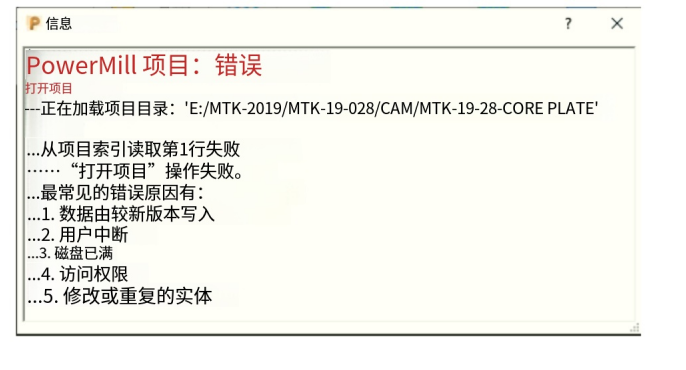
解决方法:将PM换成与生成图档时相同的版本,或更新到更高版本即可正常打开。
3、旧版机明打不开新版机明编程的图档
原因:新版机明新增了参数,新版机明编程的图档含这些新增参数,旧版机明无法识别,打开时报错。
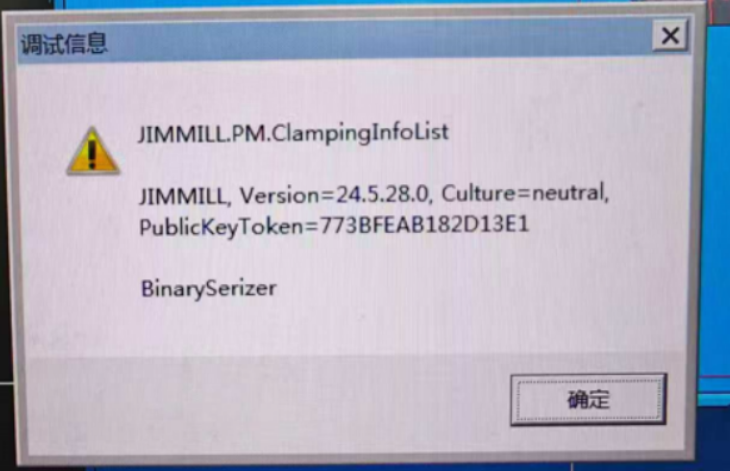
解决方法:将机明软件更新到最新版本,即可正确识别图档中的所有参数,正常打开。
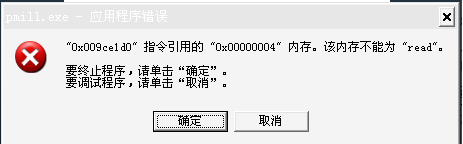
PM应用程序错误。
电脑内存不足,分两种情况:①电脑本身内存过低,图档曲面太多导致内存不足;②电脑中毒,病毒占用大部分资源导致内存不足。
①电脑全盘杀毒;②不要同时打开操作太多软件;③加大电脑内存。
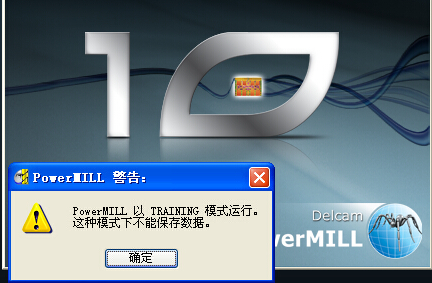
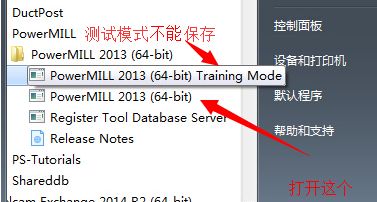
PM保存图档时提示警告。
当前打开的是测试模式,测试模式下不能保存。
①关闭当前测试模式的图档;②以正常模式重新打开图档;③再执行保存即可。
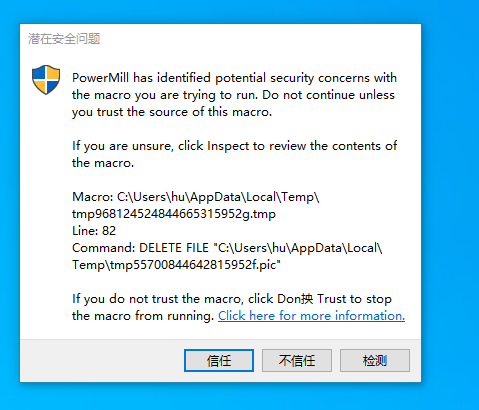
PM2022及以上版本弹出「潜在安全问题 / PowerMill has identified potential security concerns with the macro」窗口(如运行机明宏时)。
进入PowerMill的安全选项设置,将触发该提示的安全检查选项取消勾选(选「不启用」),保存后即不再弹出此类提示。
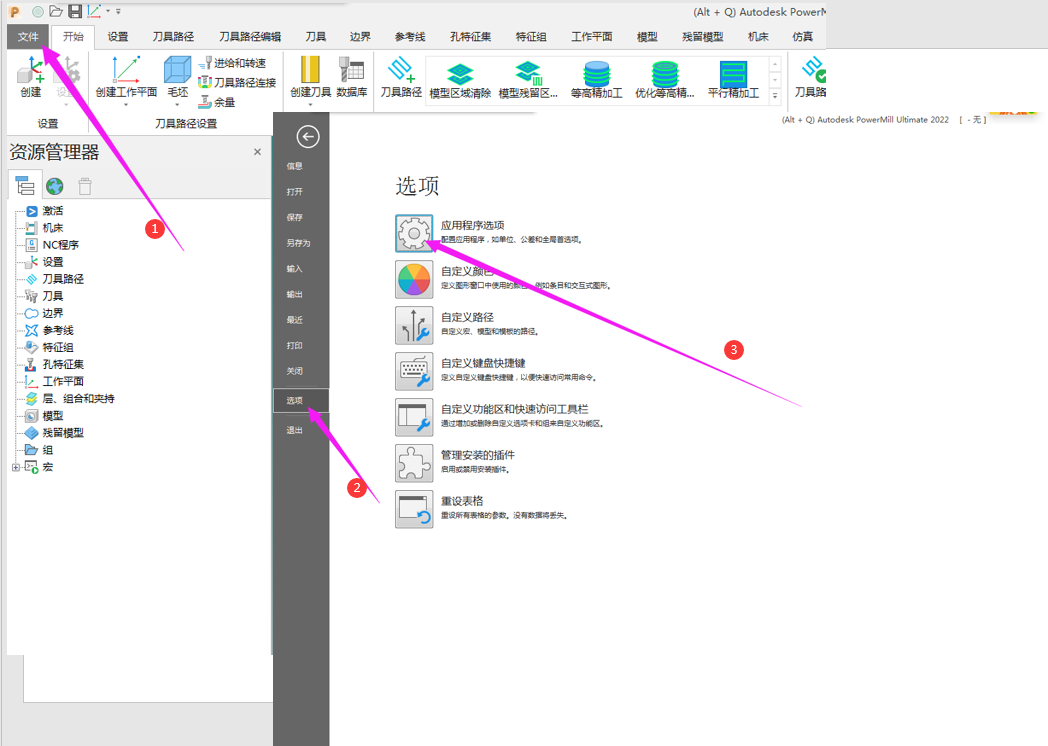
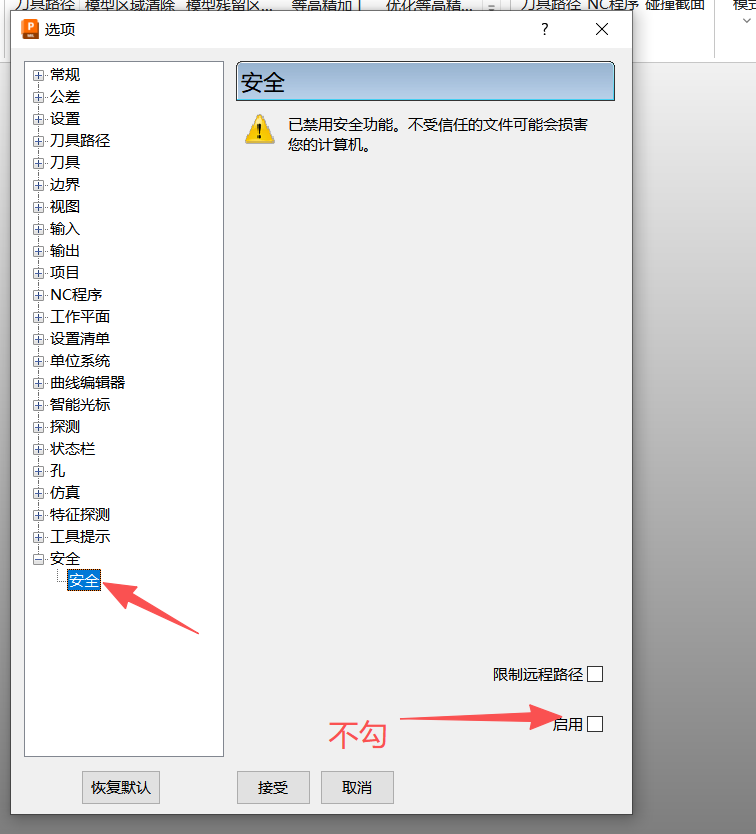
程序(刀路)在PowerMill中计算出来后,又被系统自动删掉了。
PowerMill的安全设置把机明外部生成的脚本/刀路当作不受信任文件删除了。
打开PowerMill「选项」→「安全」,确认「限制远程路径」处于不勾选状态(不要启用该限制),即可解决。

计算刀路时PowerMill闪退关闭。
软件没打齐补丁导致运行不稳定、绿色版/免破解版缺文件、刀路参数设置错误,或CPU硬件问题,都会引发计算刀路时闪退。
1、安装最新更新补丁:当前版本还没打补丁的,直接安装该版本最新更新补丁,修复软件本身的不稳定问题。
2、卸载重装完整版PM:若用的是绿色版、免破解版PowerMill,建议卸载后重装官方完整版,避免精简版缺文件引发闪退。
3、检查并修改刀路参数:先记录软件计算到哪一步时闪退,再检查对应刀路参数——修改不合理的公差、加工余量或下刀量;取消勾选「边界放大」;检查点分布是否合理;确认是否误用平刀进行清角精加工。
4、针对Intel 13/14代CPU:该问题在Intel 13/14代CPU上较常见,更新主板BIOS后将CPU频率降到5.2GHz即可解决;若降频仍无法彻底解决,可更换CPU为AMD 9950X3D,从根本上规避Intel 13/14代CPU的稳定性缺陷。
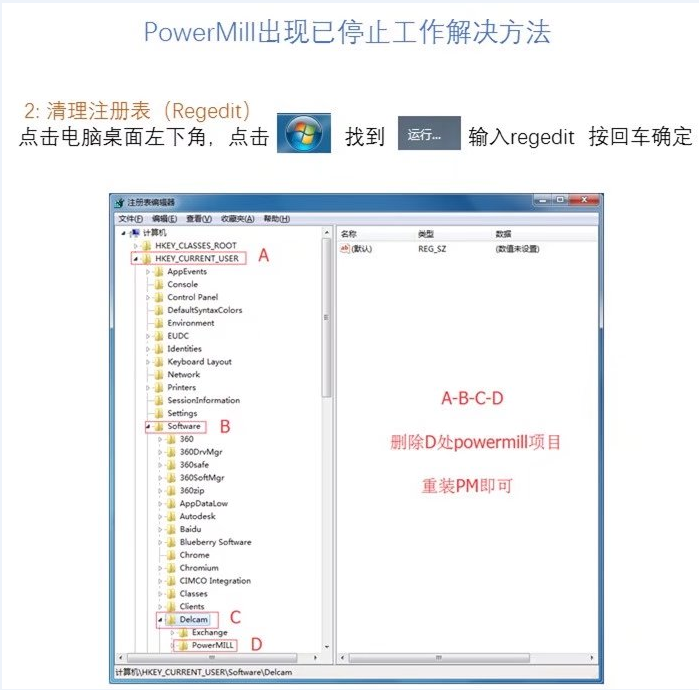
PM提示「停止工作」。
1、计算过程中出现:重新打开重算一次,看是否在同一处卡死。若每次都卡在同一地方,多半是刀路参数有问题或图档与PM版本不兼容,检查刀路参数或换个PM版本重新计算即可。
2、电脑配置太低、图档相对太大、曲面太多太复杂导致跑不过来卡死:升级电脑硬件,或将图档分割开来分批计算。
3、一打开PM就出现此提示:先全盘杀毒扫描,或装其他版本的PM试试;仍不行可还原系统,再不行只能重装系统。此类问题既不是安装问题也不是授权问题,单纯重装PM和重新激活也解决不了。
PM卡死,左下角出现英文(PM2010 SP11至PM2016版本都需修改USB设置)。
①若一直卡死、左下角那串阿拉伯数字不断递增,修改一下加密狗或U盘的USB设置即可解决;②若已修改加密狗设置仍偶尔卡死、要等一会才能正常使用,则需重装系统才能彻底解决。
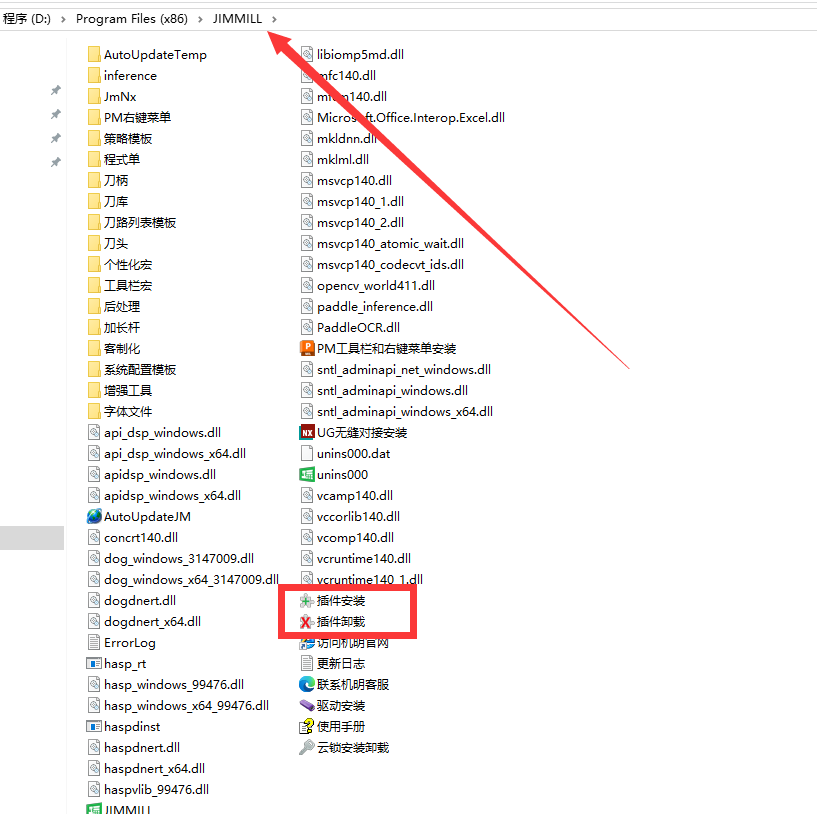
需要卸载机明 PowerMill 插件时,找不到卸载程序入口。
进入机明安装目录(D:\Program Files (x86)\JIMMILL),找到并运行「插件卸载」程序(红色图标)即可卸载插件;同目录的「插件安装」用于重新安装插件。
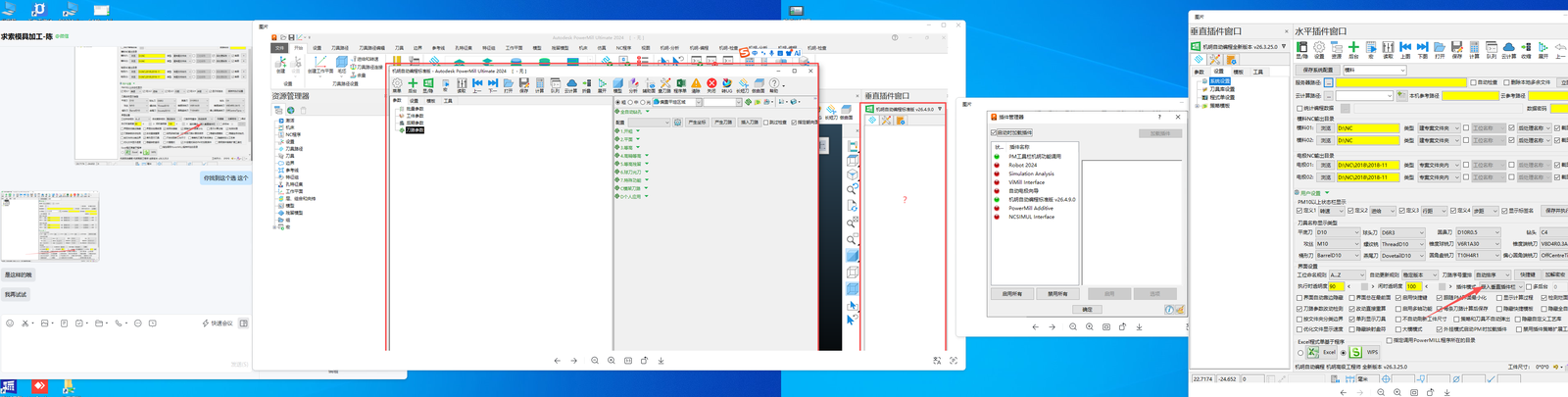
不清楚机明垂直插件、水平插件该如何安装。
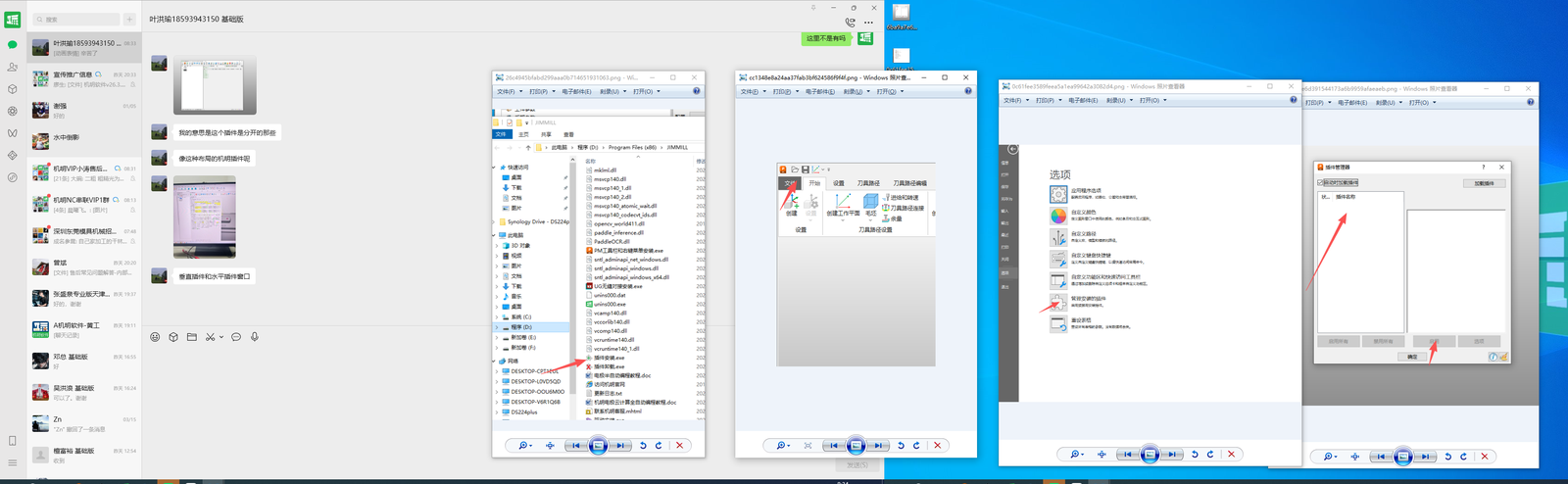
1. 进入机明安装目录(如 D:\Program Files (x86)\JIMMILL),运行「插件安装器.exe」。
2. 在 PowerMill 中打开「选项」,进入插件相关设置(常驻/开发面板)。
3. 打开「插件管理器」,点击「加载插件」选择垂直/水平插件,再点「应用」完成加载,即可看到垂直插件和水平插件窗口。
PowerMill 中没有机明的「分析」按钮(机明工具栏未显示),想把它加回来。
进入机明安装目录(如 D:\Program Files (x86)\JIMMILL),运行其中的「PM工具栏和右键菜单安装.exe」,即可安装/恢复机明工具栏与右键菜单。
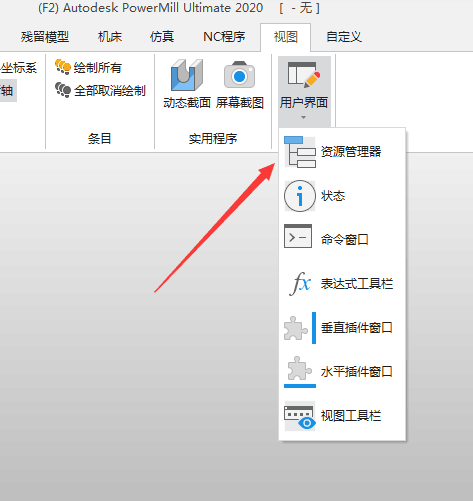
PM2018以上版本左侧资源管理器不显示。
①点菜单栏「视图」;②找到「用户界面」;③点「资源管理器」勾上,左侧资源管理器即重新显示。

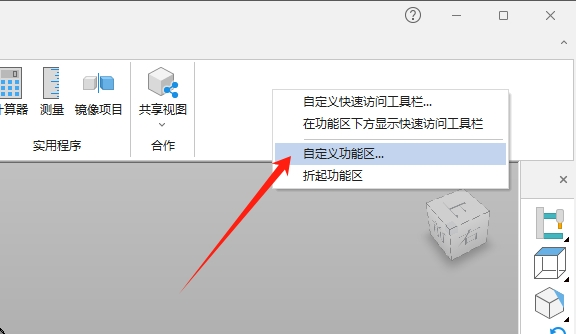
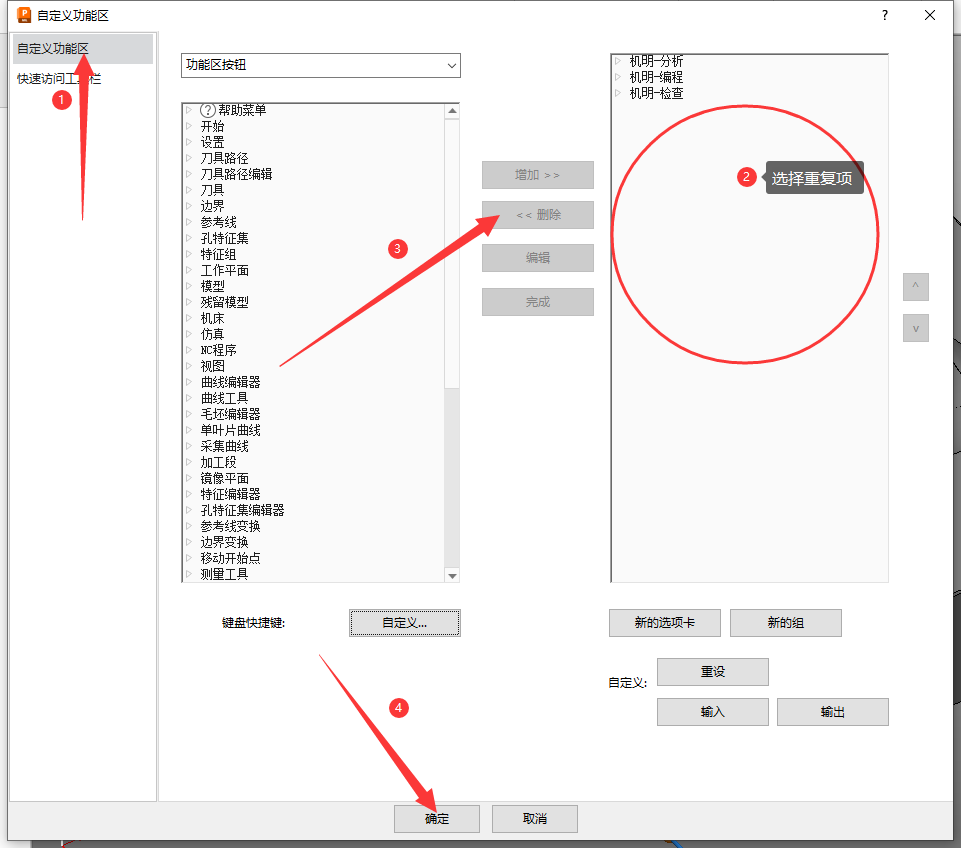
PowerMill功能区中机明工具栏出现重复项(如机明-分析、机明-编程、机明-检查),需要清理。
第一步,进入自定义功能区:在快速访问工具栏下拉箭头处右键,选「自定义功能区...」打开界面。
第二步,删除重复项:①左侧选择「自定义功能区」;②在右侧列表中选中重复的那一项;③点中间「<<删除」按钮移除;④点底部「确定」保存。
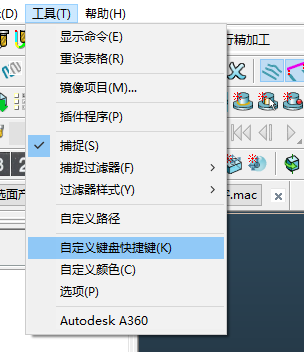
低版本PowerMill需要重设表格或自定义键盘快捷键。
在PowerMill顶部「工具(T)」菜单中,可见「重设表格(R)」「自定义键盘快捷键(K)」等选项,按需点击对应项进行设置。
PowerMill中专案或文件处于只读状态,需要解除只读。
在机明右键菜单(刀路/专案处右键)中选择「解除只读」(快捷键Q)即可解除。
安装PM后右键菜单或工具栏缺失。
缺少右键菜单及工具栏的核心配置文件。
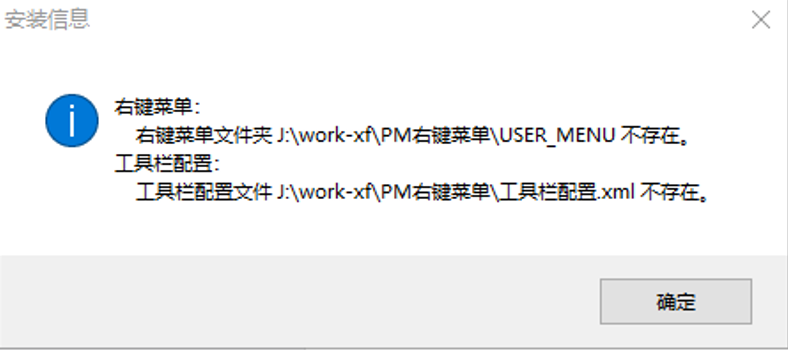
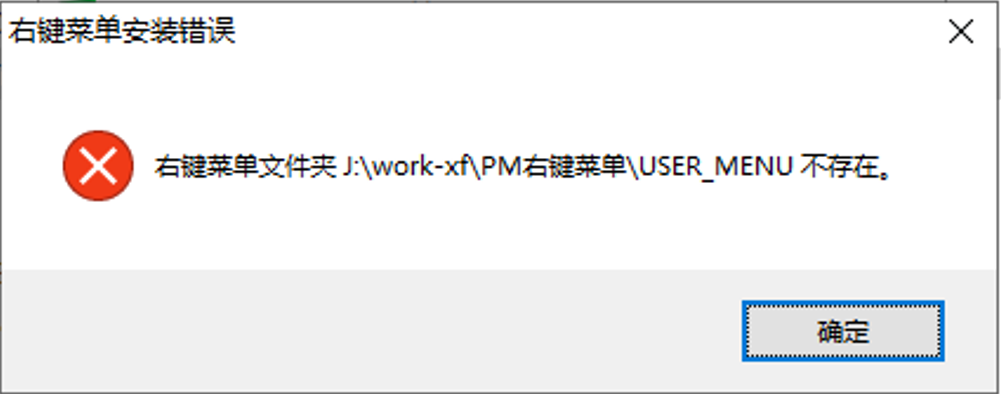
①先备份参数;②关闭杀毒软件和防火墙;③重新安装机明软件即可恢复。
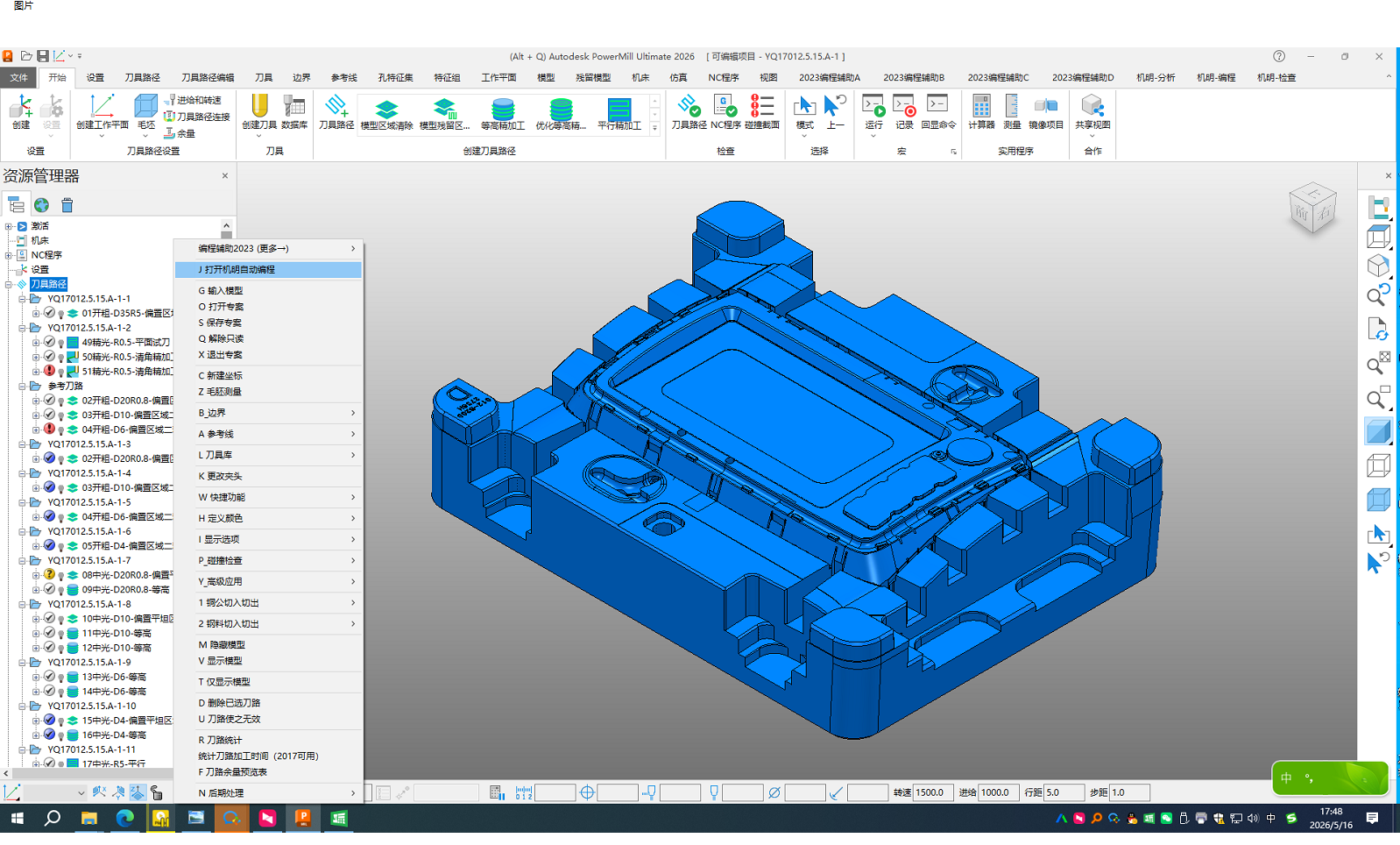
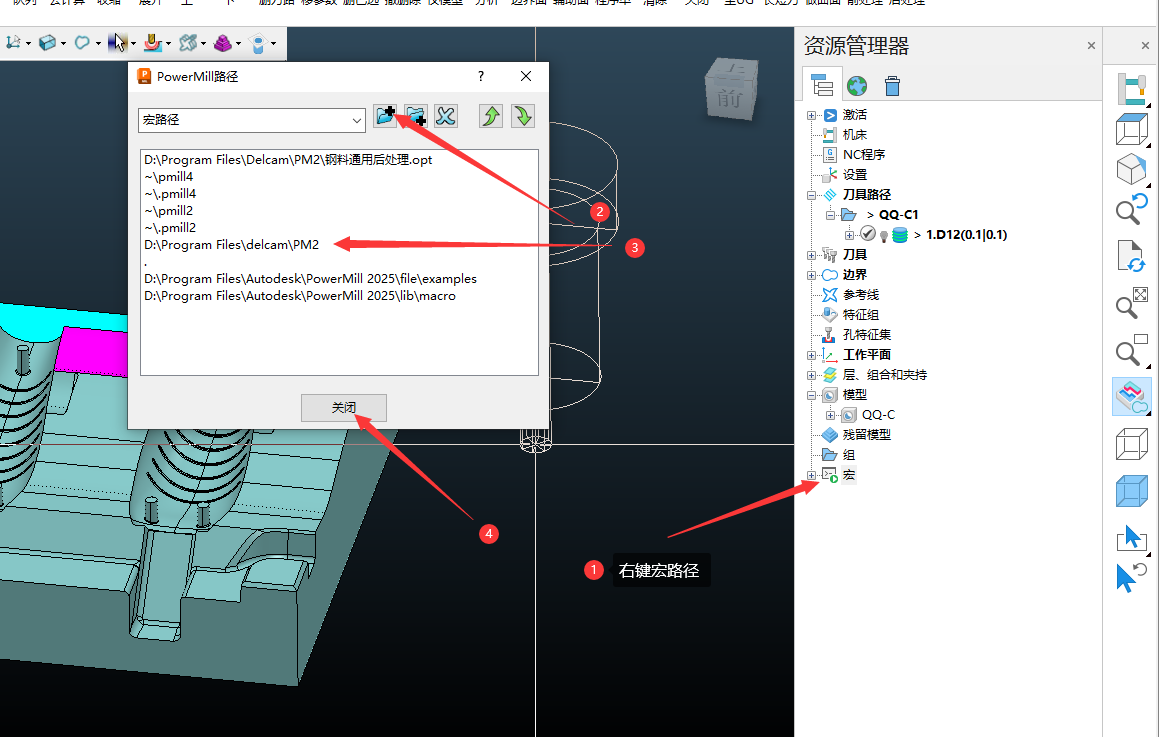
机明PM右键菜单/宏功能失效,因PowerMill宏路径未指向机明安装目录。
①在资源管理器中右键「宏」-宏路径;②在弹出的「PowerMill路径」窗口选择「宏路径」;③点添加按钮,新增机明所在的宏目录(如 D:\Program Files\delcam\PM2);④点「关闭」保存即可恢复右键功能。
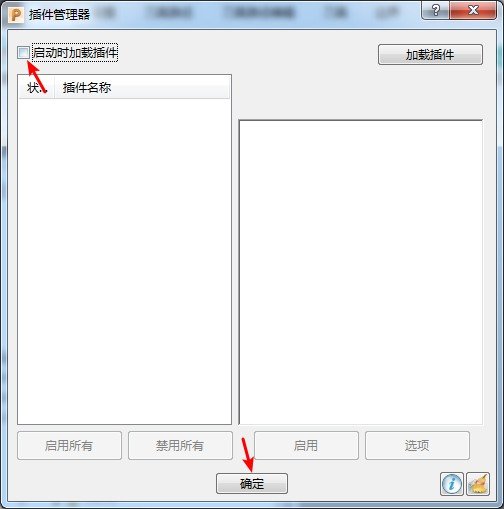
PM2018 以上版本打开时出现插件英文提示。
①依次打开 文件—插件管理器;②把「启动时加载插件」的勾去掉即可。
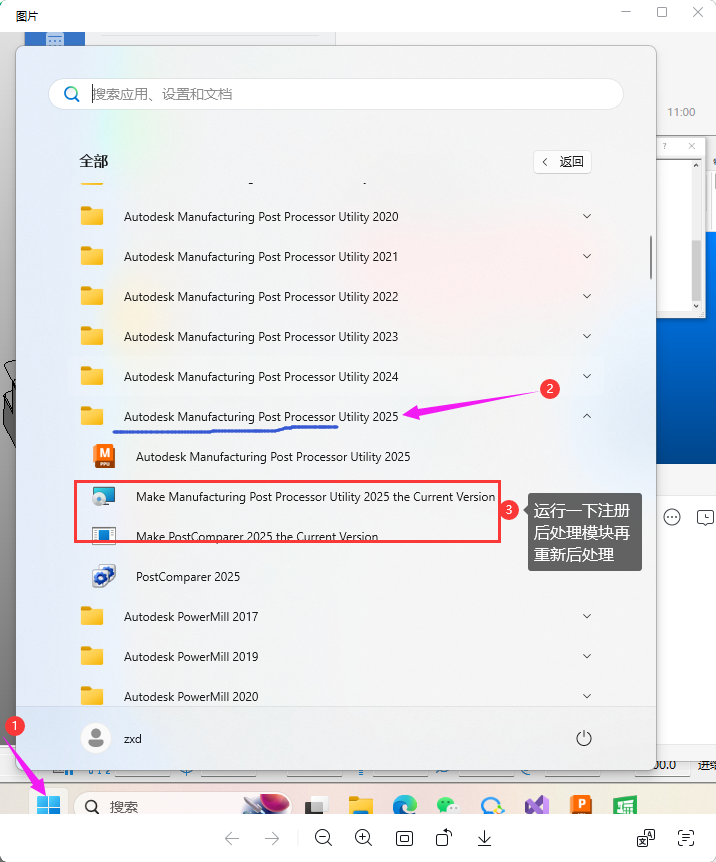
打开机明提示「当前连接的 PM 版本过高,无法完成连接」。核心原因是当前机明版本过低,旧版本发布时尚未适配高版本 PM。例如用 2023 年的旧版机明去连接 2026 版 PM,就会出现该报错。
1. 联系机明售后客服,获取适配对应 PM 版本的新版机明安装包更新安装。
2. 或直接用官方下载链接获取最新版机明更新:https://drive.weixin.qq.com/s?k=AKAAOwcLAAolQebG3n
提示「后台 PM 版本错误,后台 PM 版本与前台 PM 版本不一致,这将导致文件无法被前台或后台 PM 打开,是否继续?」
机明连接的前后台 PM 版本不一致,低版本 PM 打不开高版本图档,必然导致报错。
①先把 PM 和机明全部关闭;②右键以管理员身份运行一次你需要打开的 PM,再关掉;③右键以管理员身份运行机明,让机明自动重新连接 PM。
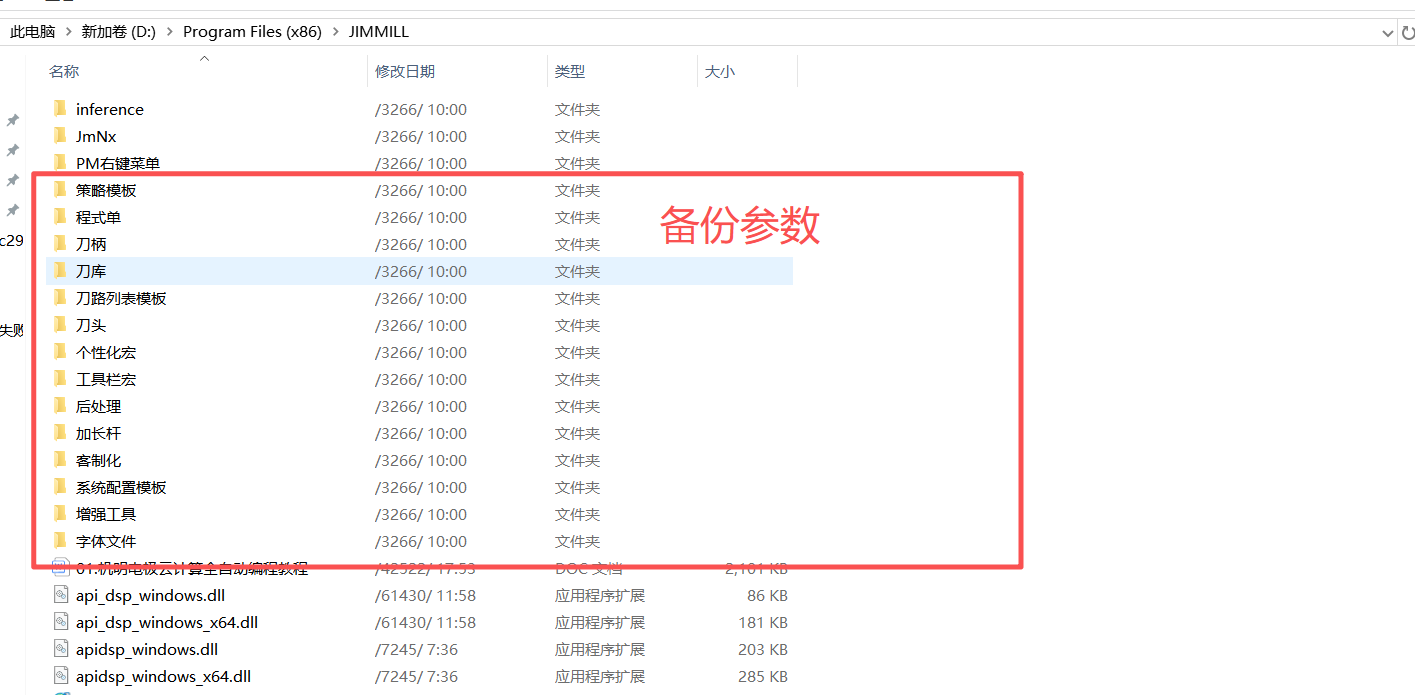
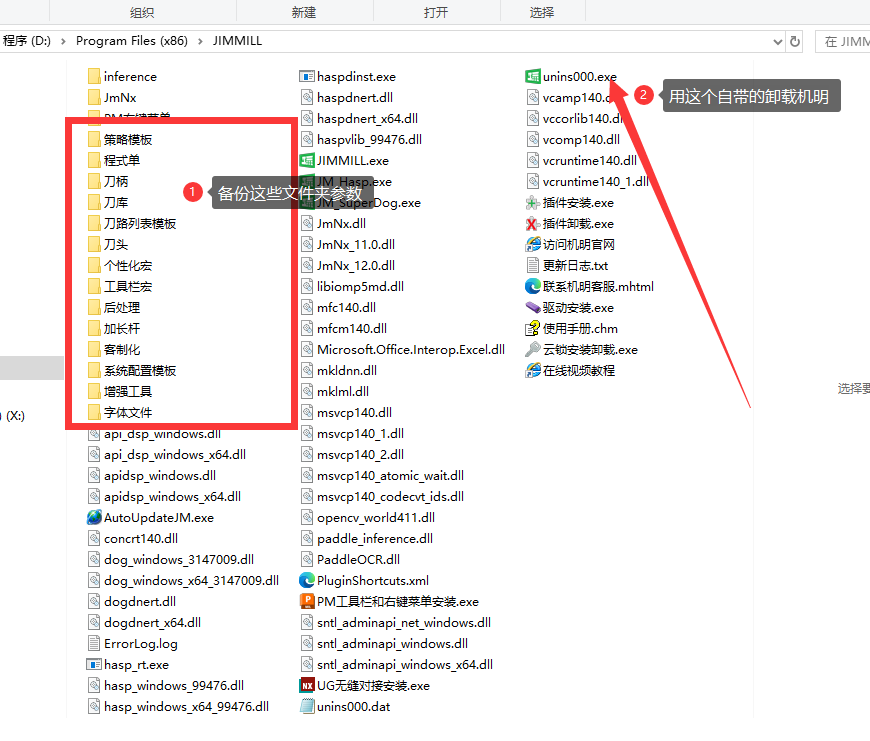
重装或卸载机明前,需先备份个性化参数,避免刀库、策略、后处理等自定义内容丢失。
在机明安装目录(D:\Program Files (x86)\JIMMILL)下,先备份以下参数文件夹:策略模板、程序单、刀柄、刀库、刀路列表模板、刀头、个性化宏、工具栏宏、后处理、加长杆、客制化、系统配置模板、增强工具、字体文件。备份完成后,使用安装目录里自带的「unins000.exe」卸载程序卸载机明(不要从控制面板强删)。
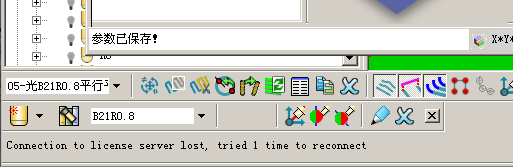
机明连接PowerMill(以下简称PM)失败,或机明打开时提示「无法获取PowerMill许可」。
机明作为PM的外挂插件,必须依赖已成功激活授权的PM环境才能运行。「无法获取PowerMill许可」并非机明问题,而是PM自身授权异常(未激活或授权失效/许可证掉了),PM无法启动自然也无法被机明连接。
先不通过机明、单独打开PM尝试。若打不开且提示许可问题,需对PM重新授权激活一遍;PM恢复正常可单独打开后,机明即能完成连接。
先以管理员身份运行需要打开的PM版本然后关闭,再以管理员身份运行机明,让机明自动连接PM即可。
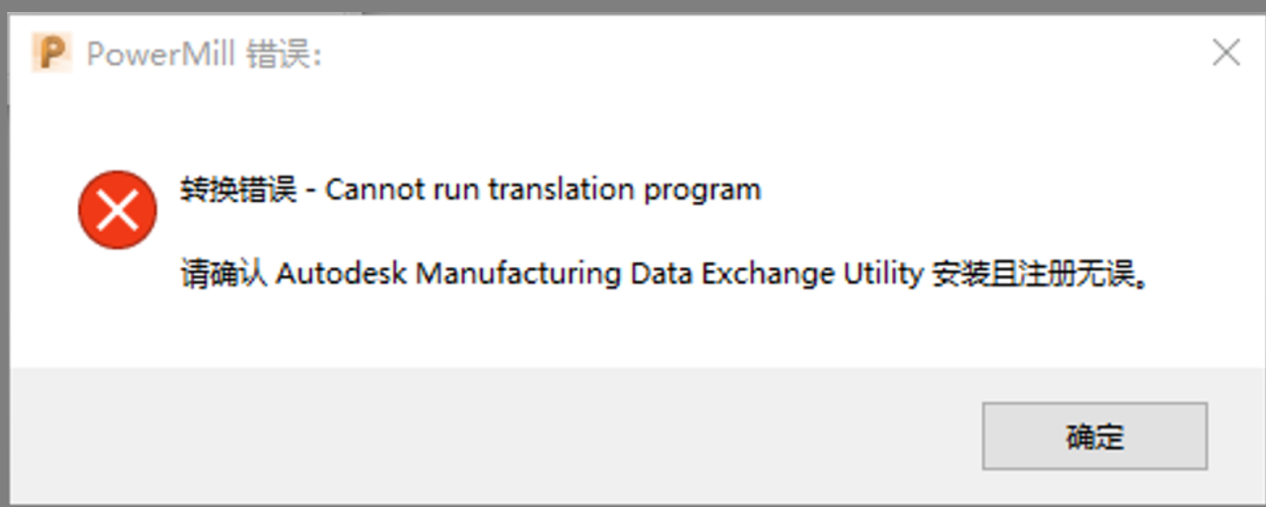
机明导图后PM里没有模型,提示PM转换器错误。
PM转换器未注册或未激活。
①自动安装版:安装好后桌面有「注册转换器」图标,双击运行一下即可;②手动版:打开转换器安装包,按说明完成注册激活;③仍不行:用 DirectX_Repair-v3.3 修复系统文件(可从网上正规渠道获取,或联系客服获取),或重装一下PM转换器模块也可解决。
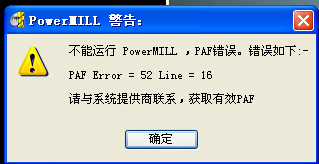
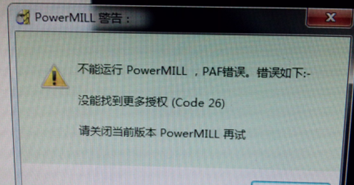
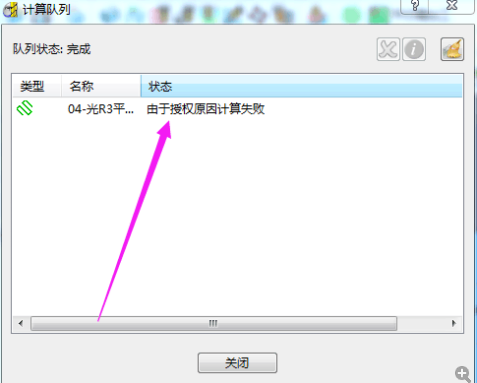
PM授权失效或授权异常:退出所有杀毒软件,按授权工具对应PM版本重新激活一遍,WIN7以上系统在授权程序上右键、以管理员身份运行。注:凡提示PAF错误都属授权异常,均适用此法。
旧授权有打开PM个数限制,最多只能同时打开2个PM,打开第三个就会提示。联系客服重新获取授权并重新激活一遍即可解除限制。
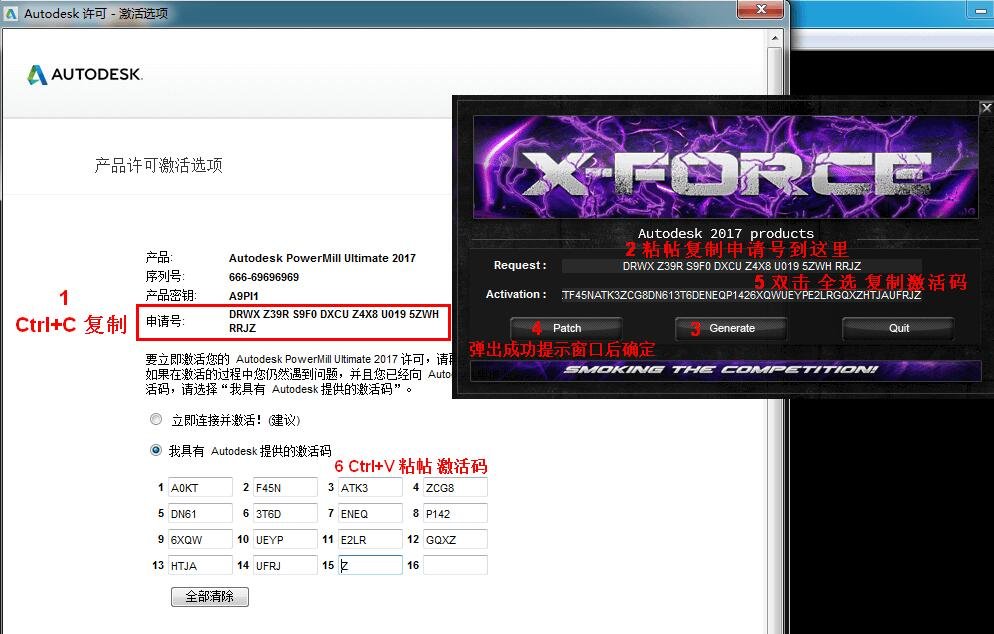
PM2017以上版本激活选项步骤。
该版本激活需按界面逐步操作,请把当前激活界面截图发给客服,对照画面一步步指导完成激活。
高版本PM配置安装时主程序安装不上。
①按图示位置先卸载对应软件;②退出杀毒软件;③重新安装即可。
高版本PM提示未安装,错误代码1603。
1、找到文件夹 C:\Program Files (x86)\Common Files\Autodesk Shared\AdskLicensing;
2、在 uninstall.exe 上右键、以管理员身份运行,卸载旧许可(如卸载不干净,就把该文件夹里的文件全部删除),再运行 AdskLicensing-installer.exe 重新安装许可;
3、然后重新开始安装PM。
如问题仍存在,再尝试:
1、以管理员身份打开命令提示符(CMD右键-以管理员身份运行);
2、输入并运行命令:"C:\Program Files (x86)\Common Files\Autodesk Shared\AdskLicensing\Current\AdskLicensingService\AdskLicensingService.exe"(也可直接找到 AdskLicensingService.exe 右键以管理员身份运行),出现「服务已启动」提示后不要关闭该窗口;
3、再重新安装即可成功。

高版本PM提示 vcredist_2008 或 Internet Explorer11 未安装。
按提示判断缺的是哪个组件,去机明群文件下载对应的 vcredist_2008 或 Internet Explorer11 安装包,安装后即可解决。

PM2018以上版本提示升级包安装失败。
Autodesk PowerMill 主程序还没装上。
①先安装好 PowerMill 主程序;②再安装升级包即可成功。
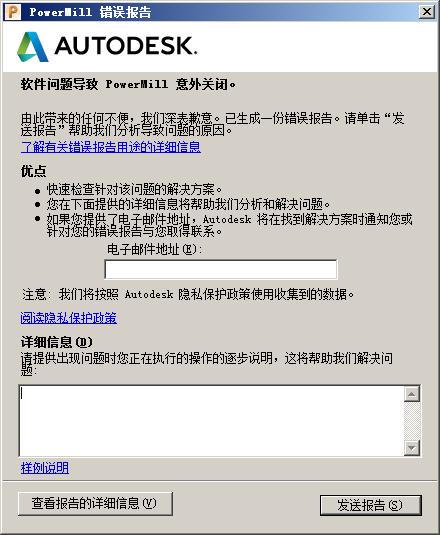
高版本PM运行时弹出错误报告。
PowerMill版本安装后没有升级打补丁。
下载并安装对应版本的升级包(补丁)后重新运行即可解决。
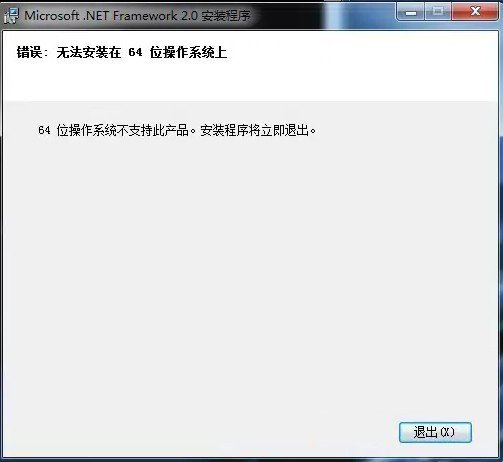
安装PM10.0时提示「框架2.0无法在64位操作系统上安装」。
WIN7以上系统自带更高版本的框架,不用再装这个2.0框架。遇到该提示直接点「退出」,继续往下安装即可。
在PM界面中选面选不上。
①用记事本打开PM安装目录下的 "\sys\misc\graphics.con" 文件(如 C:\Program Files\Delcam\PowerMill 12.0.05\sys\misc\graphics.con,路径按实际安装版本为准);②找到 #software_picking: yes 这一行,将前面的 # 去掉;③保存后重新打开PM即可正常选面。
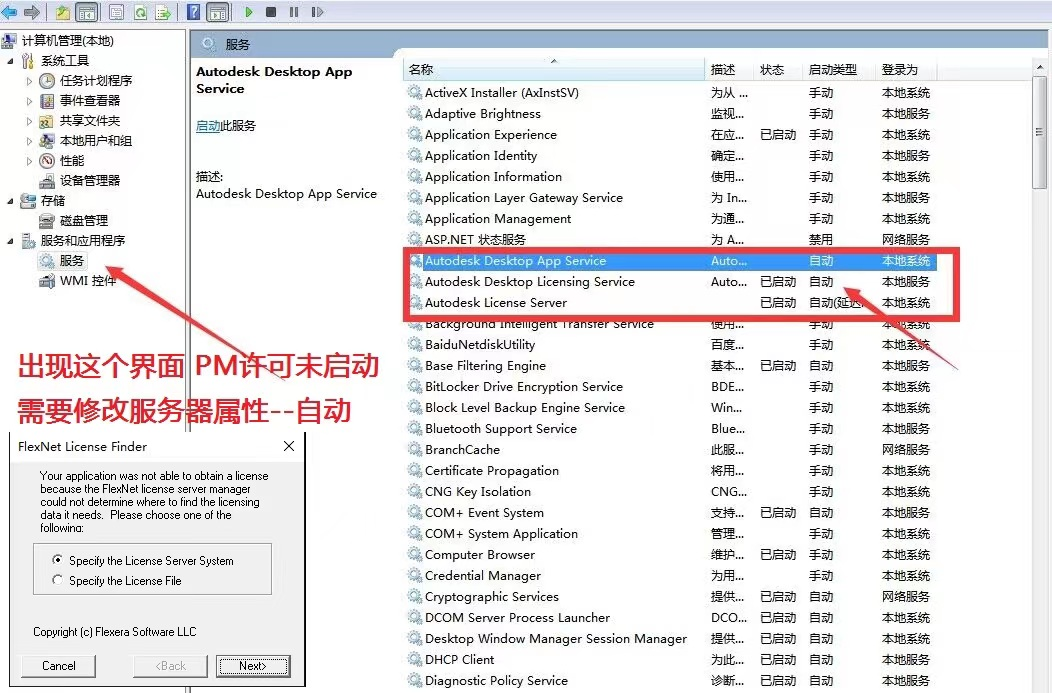
开机后出现 FlexNet License Finder 界面,提示PM许可未启动,导致每次开机都要重新激活。
Autodesk相关许可服务未随系统自动启动。
打开「服务」,将 Autodesk Desktop App Service、Autodesk Desktop Licensing Service、Autodesk License Server 等服务的启动类型改为「自动」,重启后即可正常。
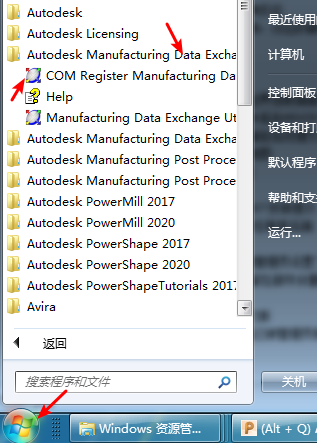
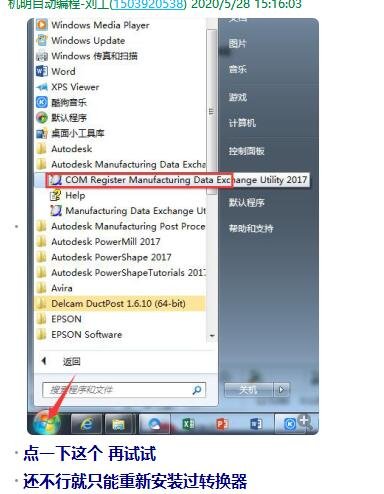
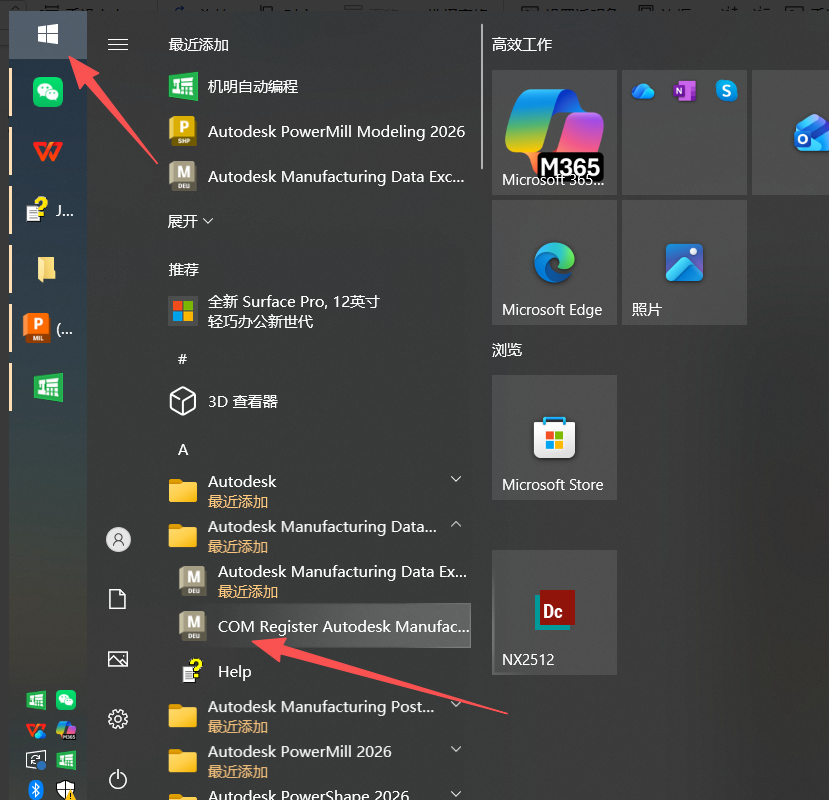
机明与 PowerMill 之间导图/数据交换异常,需要重新注册 PowerMill 数据转换器(Manufacturing Data Exchange)。
①从 Windows 开始菜单进入「Autodesk Manufacturing Data Exchange」程序组;②运行「COM Register Manufacturing Data Exchange Utility」(如 2017 版)完成 COM 注册;③重试导图。若仍不行,则需重新安装该转换器。
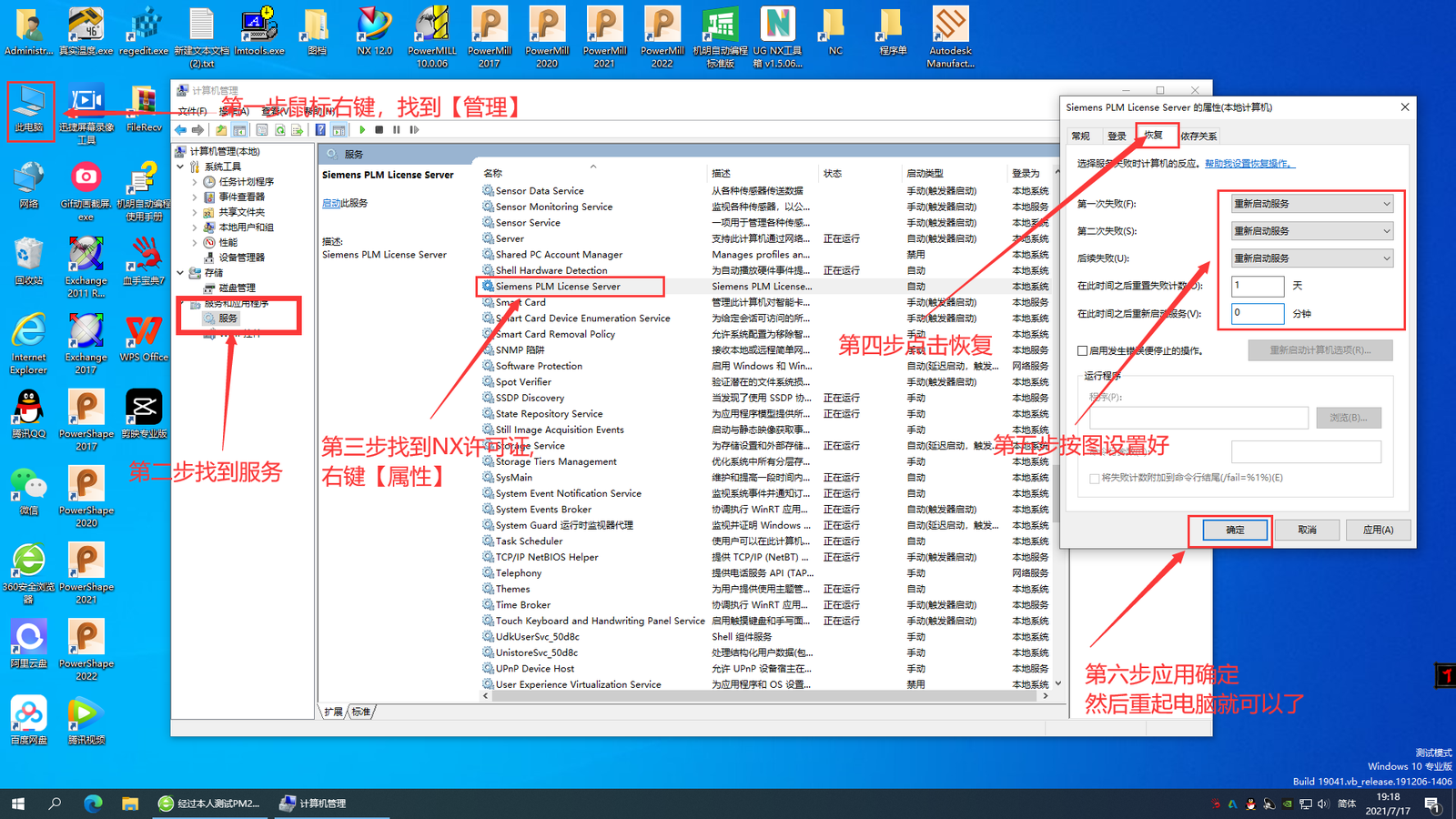
PowerMill 与 UG/NX(Siemens PLM License Server)许可发生冲突,导致软件无法正常启动(PM2022 等版本均可能遇到)。
①右键「此电脑」—管理;②进入计算机管理;③找到「服务」,定位到 NX 许可服务 Siemens PLM License Server,右键—属性;④切换到「恢复」选项卡;⑤按图示设置好恢复/重启参数;⑥点击应用确定,然后重启电脑即可。
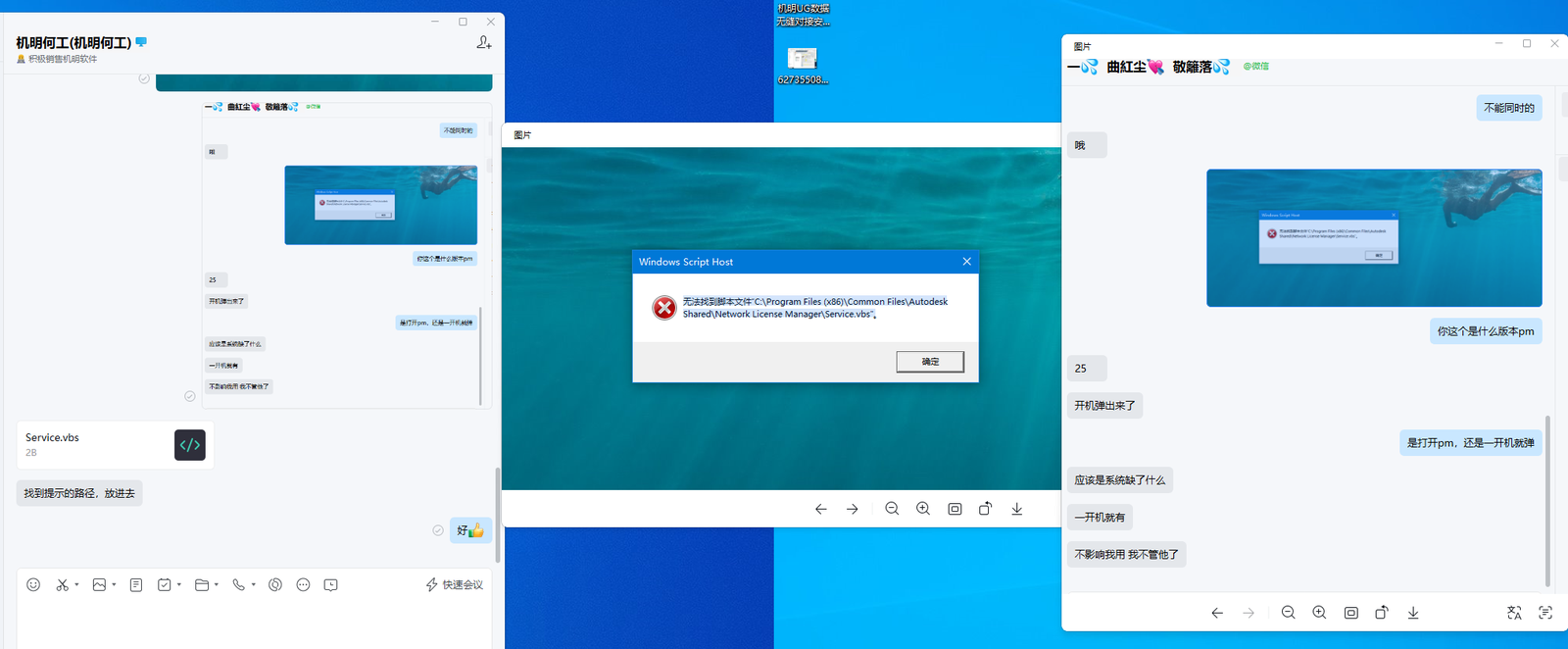
弹出 Windows Script Host 报错:无法找到脚本文件「C:\Program Files (x86)\Common Files\Autodesk Shared\Network License Manager\Service.vbs」。
缺少 Service.vbs 脚本文件。按报错提示的路径,把 Service.vbs 文件放到对应目录(C:\Program Files (x86)\Common Files\Autodesk Shared\Network License Manager\)下即可。
打开机明提示「检测到程序在终端服务器上运行」。
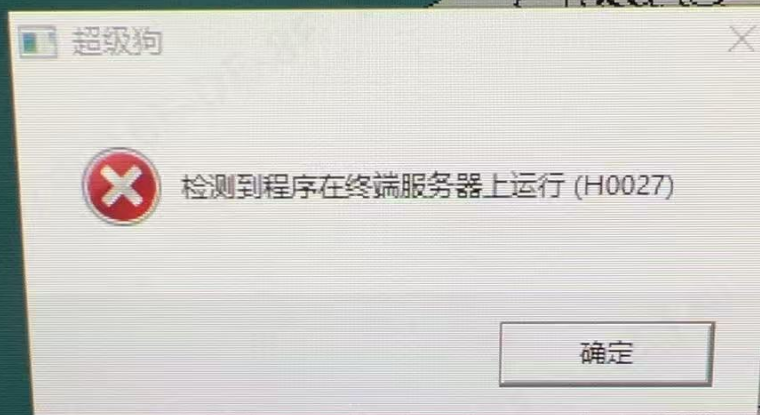
使用了远程桌面,机明加密狗不支持远程桌面环境。
哪台电脑要用机明,就把加密狗插到那台电脑的 USB 接口上,在本机操作。
打开机明提示「找不到加密狗 / 硬件狗不存在」,多为加密狗与软件版本不对应。
装的是旧版机明软件:旧版加密狗请安装加密狗驱动;新版加密狗请卸载后安装「新狗旧版」的机明安装包。
装的是新版机明软件:旧版加密狗请卸载软件、重装「旧狗旧版」安装包;新版加密狗多为 USB 接口问题,请换个插口再试。
网络版安装包:请检查加密狗是否也是网络版;若是网络版加密狗,请安装网络版加密狗驱动。
客户收到机明礼盒后不清楚盒内两个 U 盘状物件分别是什么。
盒内银色 U 盘是视频资料 U 盘(存放教程);蓝色标有 SuperDog 的是机明加密狗(硬件授权),随插随用,插入电脑 USB 口即可使用授权。

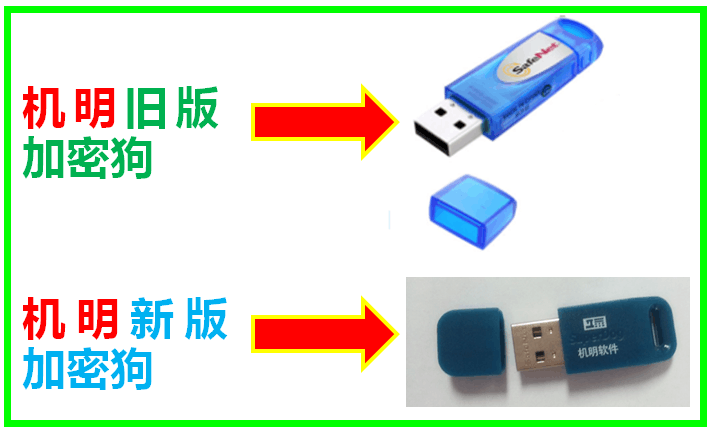
客户分不清自己手上的是机明旧版还是新版加密狗。
机明旧版加密狗:蓝色透明外壳,标有「SafeNet」字样、带蓝色保护帽;机明新版加密狗:青/蓝绿色外壳,印有「机明软件」logo 字样。据此可直接判断新旧狗类型。
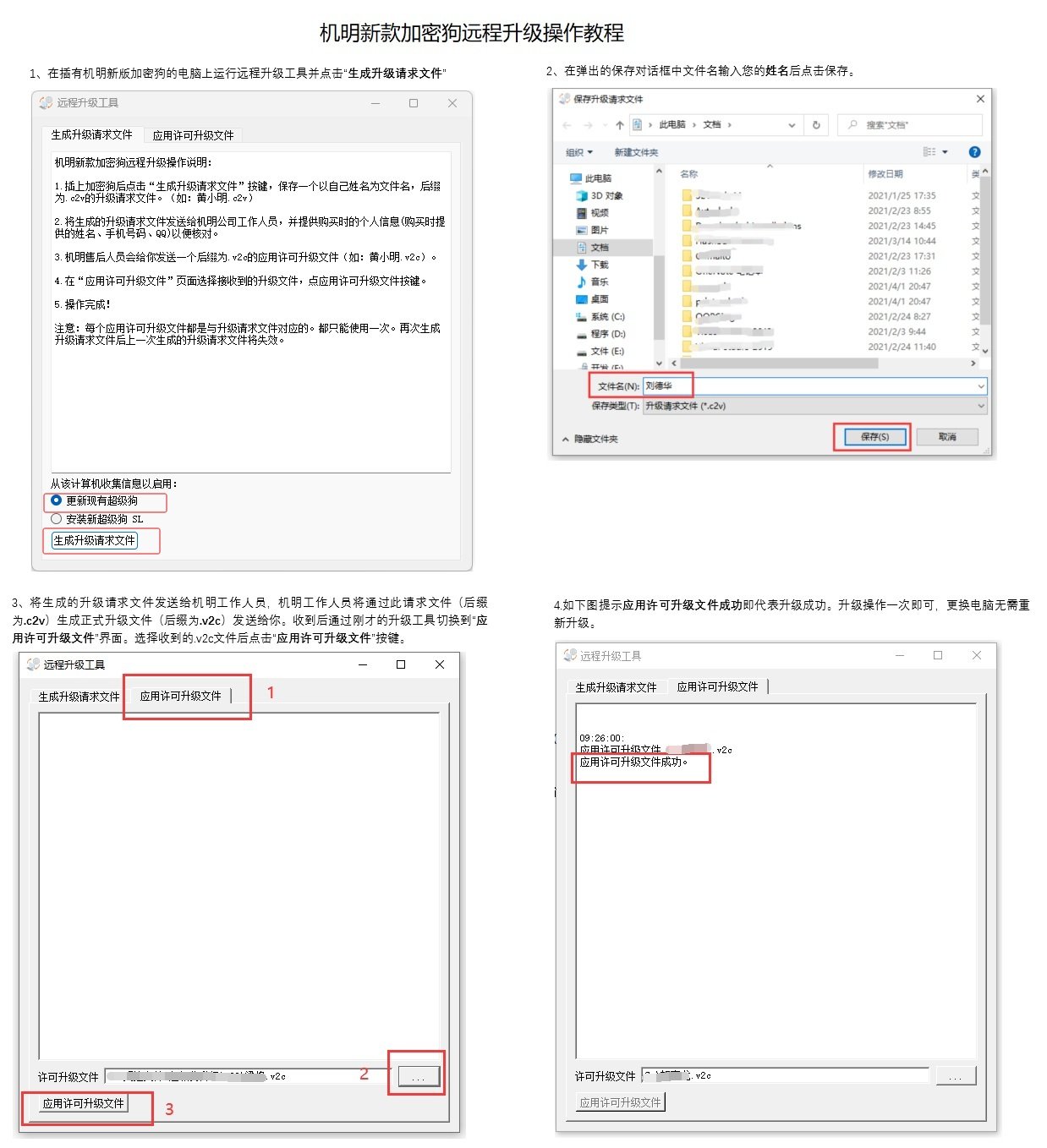
新款加密狗需要扩充授权/升级功能时,如何通过远程升级工具完成升级。
1)在插有新版加密狗的电脑上运行「远程升级工具」,在「生成升级请求文件」页点击生成,保存为以自己姓名命名、后缀 .c2v 的请求文件。
2)在保存对话框中输入姓名后保存该 .c2v 文件。
3)将 .c2v 请求文件连同购买信息发给机明工作人员,对方会回发对应的许可升级文件(后缀 .v2c);收到后切换到「应用许可升级文件」页,点击「…」选择收到的 .v2c 文件,再点「应用许可升级文件」。
4)界面提示「应用许可升级文件成功」即升级完成。
注意:每个升级请求文件只能使用一次,且与对应升级文件一一对应,再次生成请求文件会使上一次的失效;升级只需做一次,更换电脑无需重新升级。
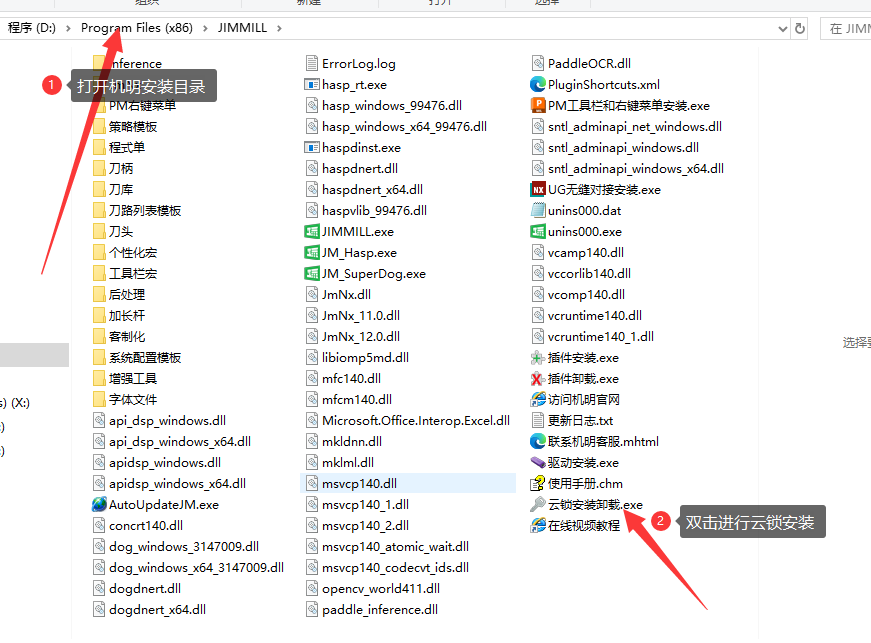
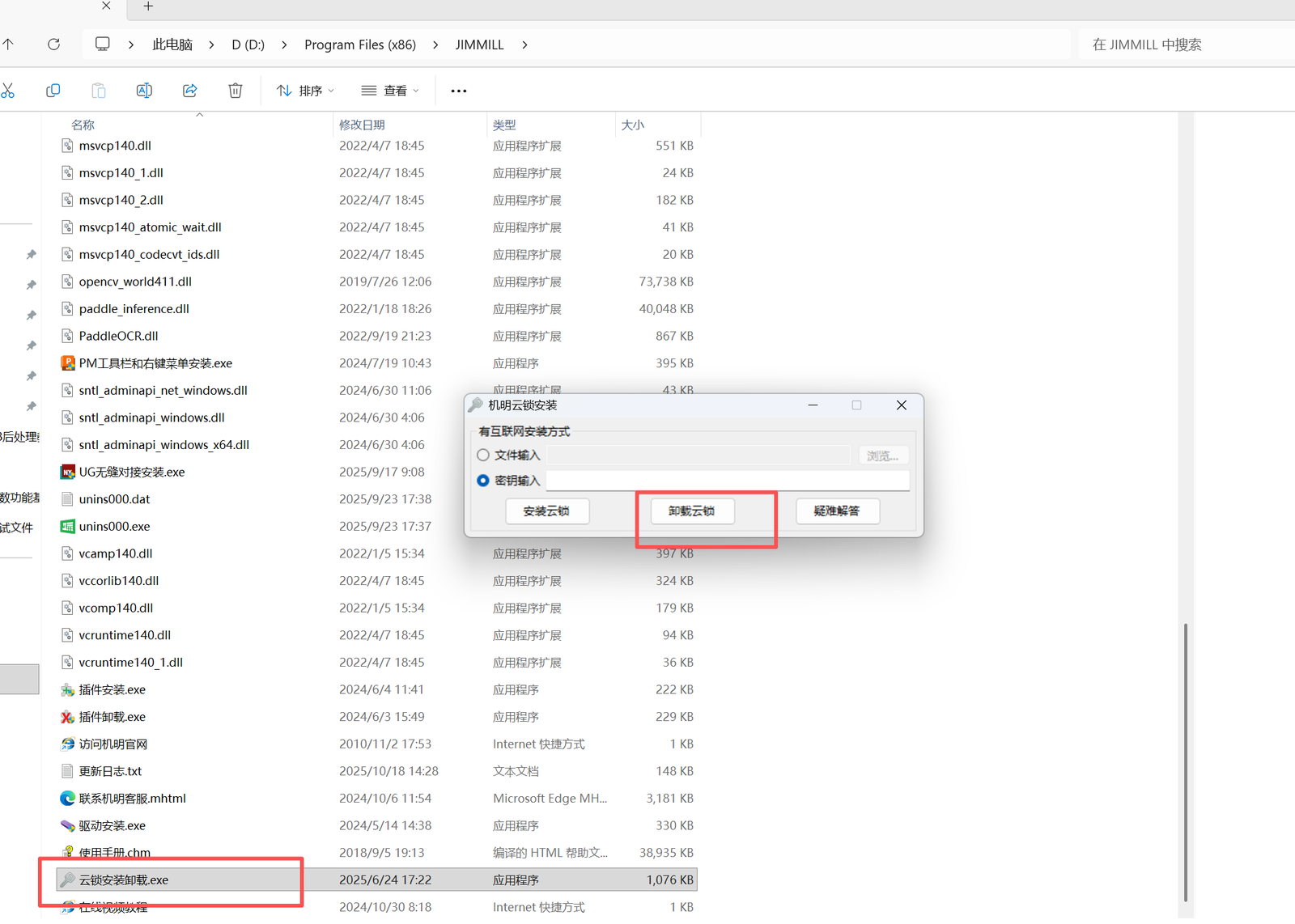
需要安装机明云锁(软授权)却找不到安装入口。
打开机明安装目录(D:\Program Files (x86)\JIMMILL),在文件列表中找到「云锁安装卸载.exe」,双击运行进行云锁安装(进入步骤 2)。
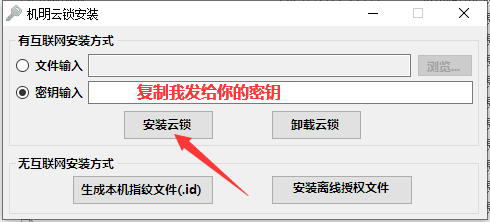
在机明云锁安装程序中使用客服提供的密钥完成在线授权。
在「机明云锁安装」窗口的「有互联网安装方式」下,选择「密钥输入」,粘贴客服提供的密钥,点击「安装云锁」即可。无互联网时可用下方「生成本机指纹文件(.id)」配合「安装离线授权文件」完成离线授权。
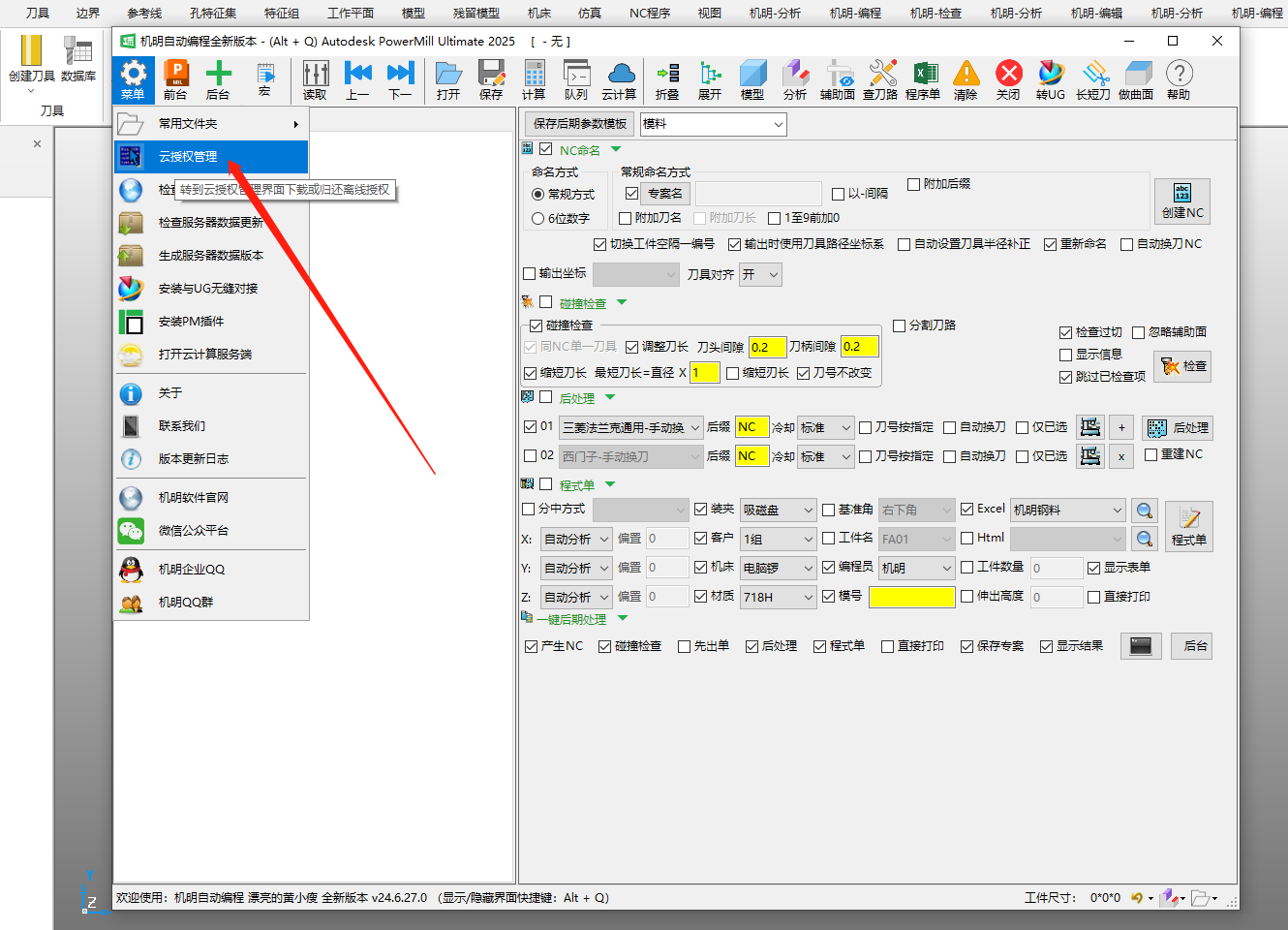
需要下载或归还离线授权时,找不到机明云授权管理的入口。
在机明主界面点击【菜单】,在下拉菜单中选择「云授权管理」(提示:转到云授权管理界面下载或归还离线授权),即可打开机明云授权管理对话框进行离线授权的下载与归还。
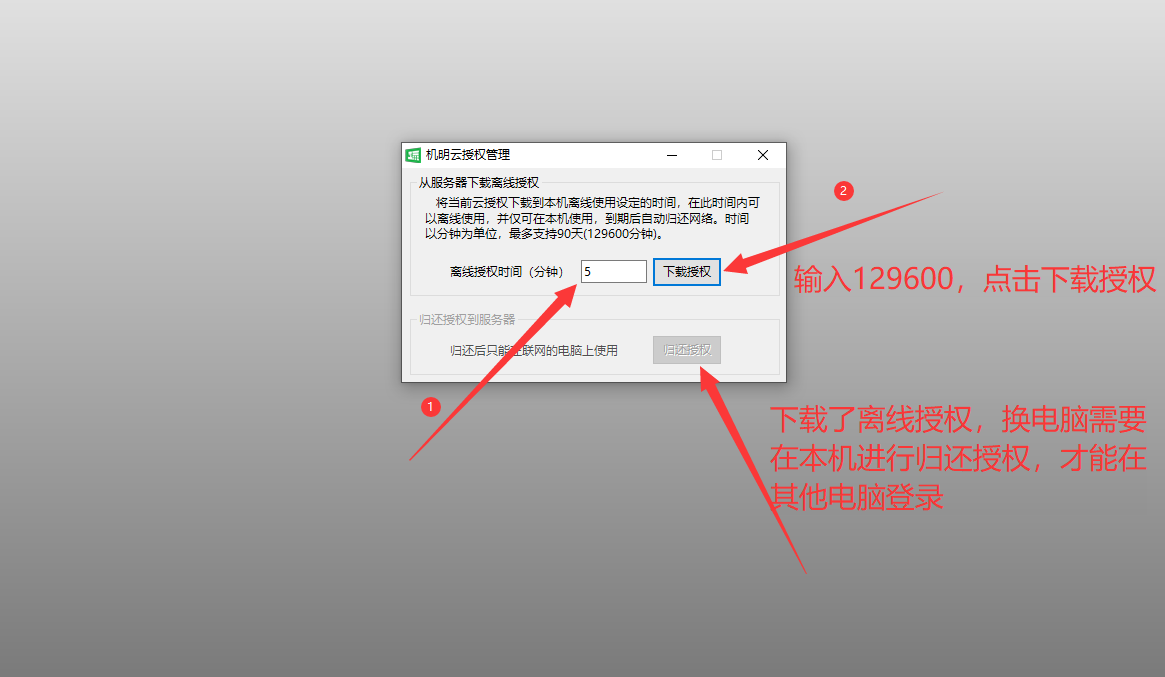
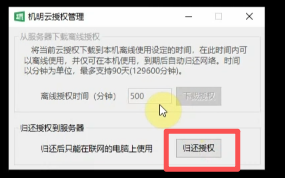
电脑需要离线使用机明软件,或要把授权转到其它电脑,需要下载/归还离线授权。
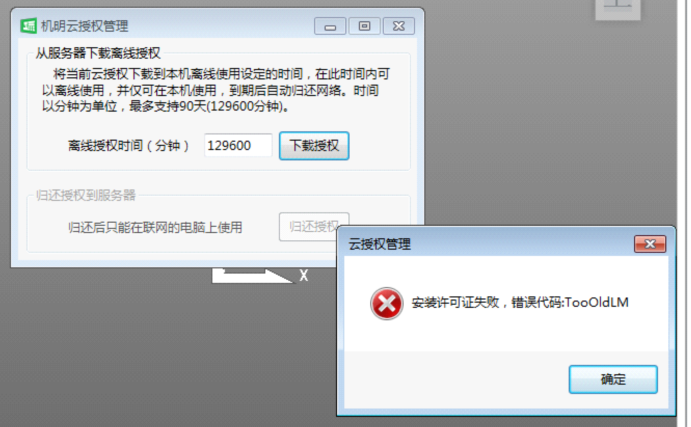
在「机明云授权管理」对话框中:①在「离线授权时间(分钟)」输入框填入时长(以分钟为单位,最多支持 90 天=129600 分钟),输入 129600;②点击「下载授权」。下载后在设定时间内仅限本机离线使用,到期自动归还网络。
注意:下载了离线授权后,若要换电脑使用,需先在本机点击「归还授权」归还到服务器,才能在其他电脑登录。
打开机明提示「未检测到授权」「未找到 Sentinel 锁」或「未找到超级狗」,核心原因是软件无法识别合法授权凭证。请先确认授权方式(硬件加密狗 / 云锁),再按对应步骤排查。
1、拔出加密狗,更换其它 USB 接口重新插入,再重启机明。
2、看指示灯:正常亮灯则进入机明安装目录,运行名为【JM_SuperDog】的程序即可;指示灯完全不亮,多为加密狗硬件或 USB 接口故障。
3、把加密狗插到其它正常装了机明的电脑上测试,若仍识别不到,基本可判定加密狗硬件损坏,需联系机明官方客服。
1、网络检查:确认电脑能正常访问互联网(打开浏览器能打开网页)。
2、绑定检查:换新电脑登录前,需先在旧电脑卸载云锁解绑;若下载过离线授权,需先归还才能在别的电脑使用。
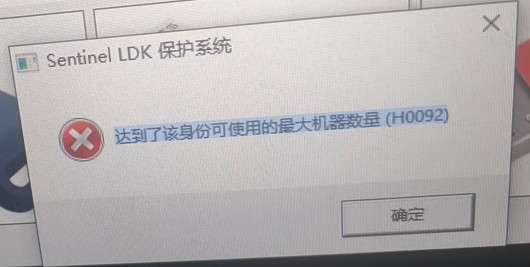
3、提示「达到最大机器数量」:云锁最多激活 5 台,请在旧电脑卸载控制在 5 台内(因跳槽等无法操作请联系售后)。
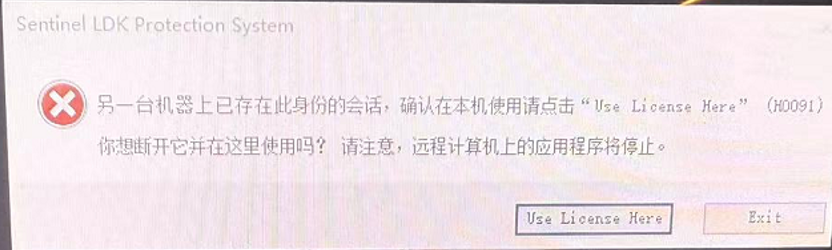
4、提示「另一台机器已存在此身份会话」:说明有另一台电脑正在用此密钥,点确定即可顶掉对方、在本机使用(密钥务必保管好、勿外泄)。
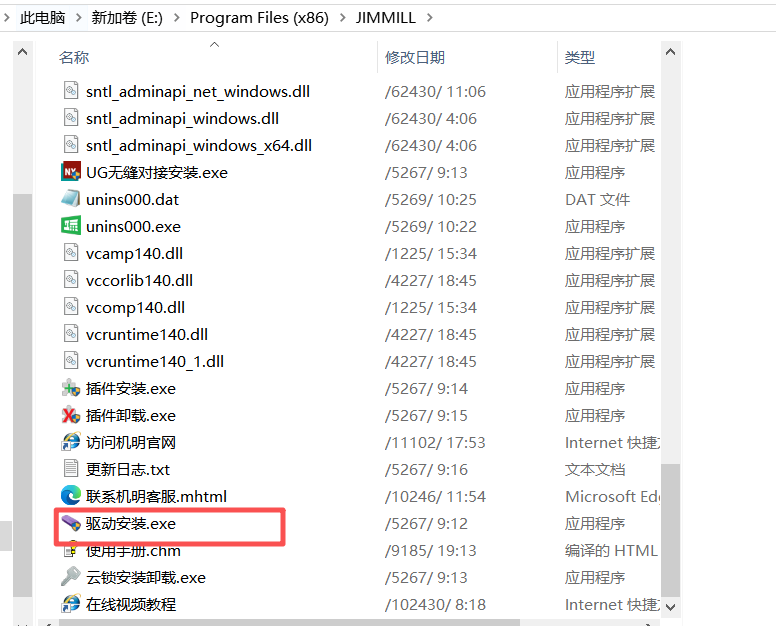
5、下载离线授权报错:多为未装驱动,进安装目录运行「驱动安装」装好后再下载即可。
网络版加密狗授权,机明打不开。
① 插好加密狗。
② 确保局域网网络通畅。
③ 确保「插加密狗的电脑」和「使用机明的电脑」都安装好网络版加密狗驱动。
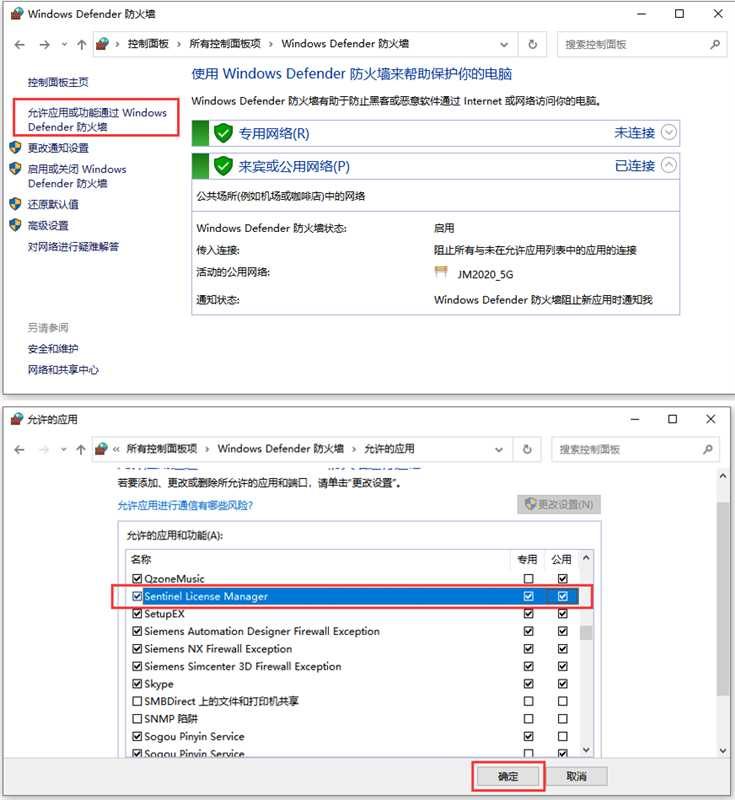
④ 把插加密狗电脑的防火墙放行:在 Windows Defender 防火墙里勾选允许 Sentinel License Manager 通过(见下图)。
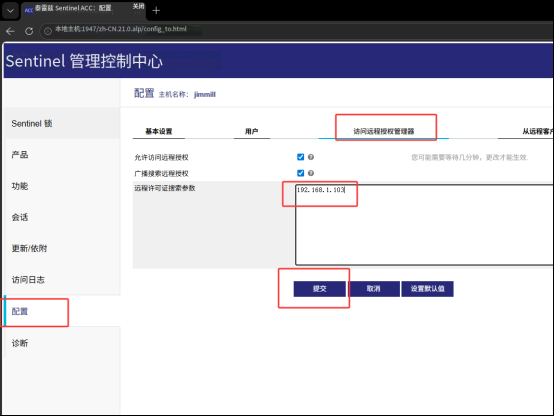
⑤ 若仍不能用,可能有多个网关,需指定插狗电脑的 IP:在使用机明的电脑装好狗驱动后,浏览器打开 http://localhost:1947(无需外网),进入「配置 → 访问远程授权管理器」,在「远程许可证搜索参数」里填入插加密狗电脑的 IP 后提交,等几分钟再测试(见下图)。
局域网内有多把机明网络加密狗,需指定只访问其中某一个。
① 多个网络狗分别插在不同电脑当服务器,每台装最新机明网络版加密狗驱动;用户电脑也装最新网络版狗驱动。
② 用户电脑浏览器打开 http://localhost:1947(页面底部可切中文)→「配置 → 访问远程授权管理器」:勾选「允许访问远程授权」「主动搜索远程授权」,取消「广播搜索远程授权」,「远程许可证搜索参数」留空,点提交。

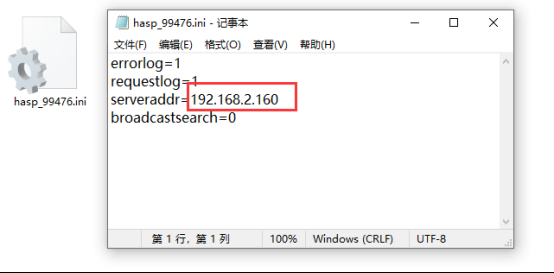
③ 用记事本打开 hasp_99476.ini,把 serveraddr 改成目标狗所在电脑的 IP(如 192.168.2.160)后保存(broadcastsearch=0 保持不变)。
④ 运行「文件复制.bat」自动复制;或手动把 hasp_99476.ini 复制到 C:\Users\用户名\AppData\Local\SafeNet Sentinel\Sentinel LDK\(用户名换成你的)。
⑤ 重启电脑生效。
errorlog=1 | requestlog=1 | serveraddr=192.168.2.160(改成目标狗电脑IP)| broadcastsearch=0
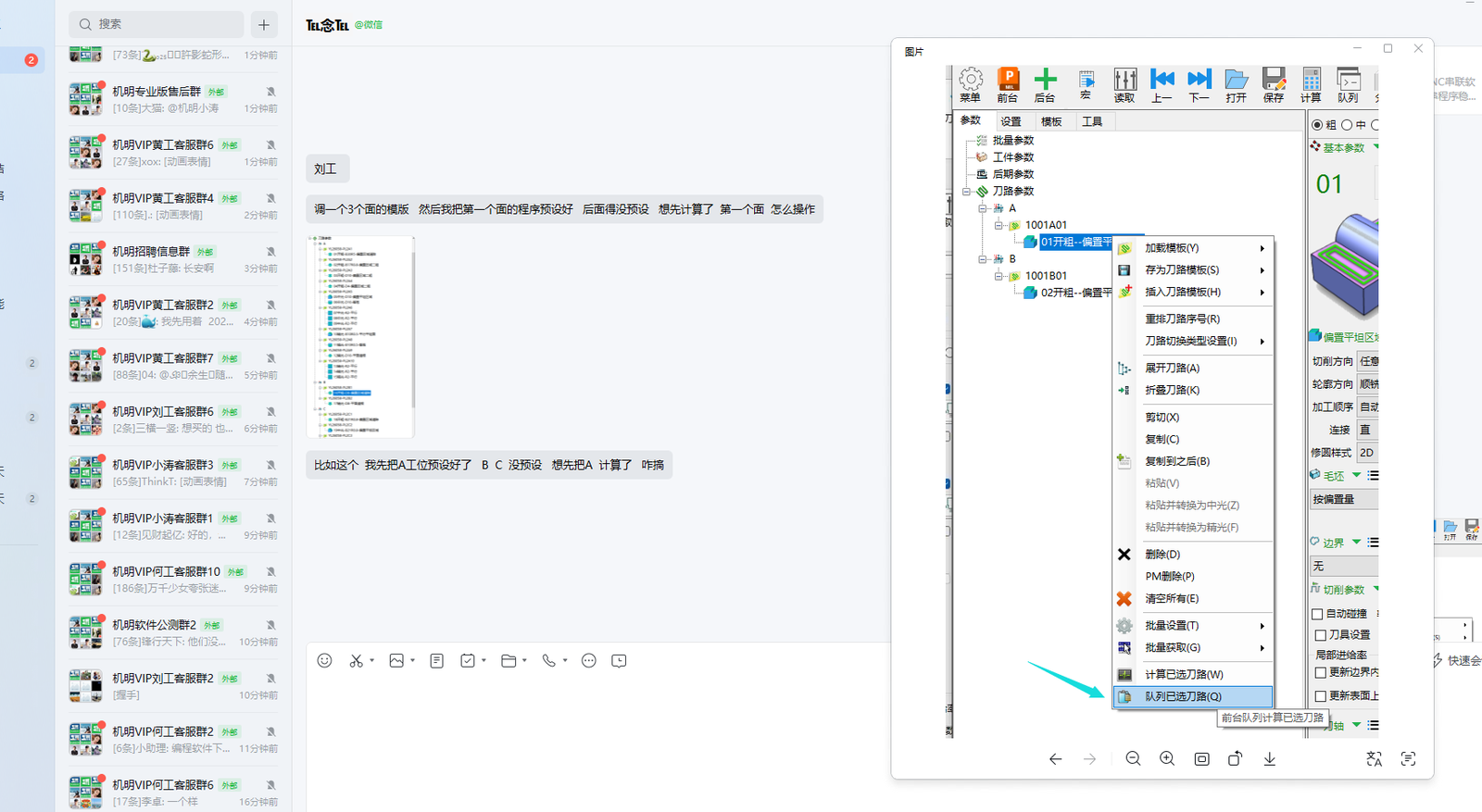
A 工位程序已预设好,B、C 工位尚未预设,想先只把已选中的(如 A 工位)刀路计算出来,且不影响未预设的工位。
①在刀具路径树中选中要算的刀路;②右键菜单选择「队列已选刀路」(前台仅计算已选中的刀路)。即可只计算选中的刀路,不影响未预设的工位。
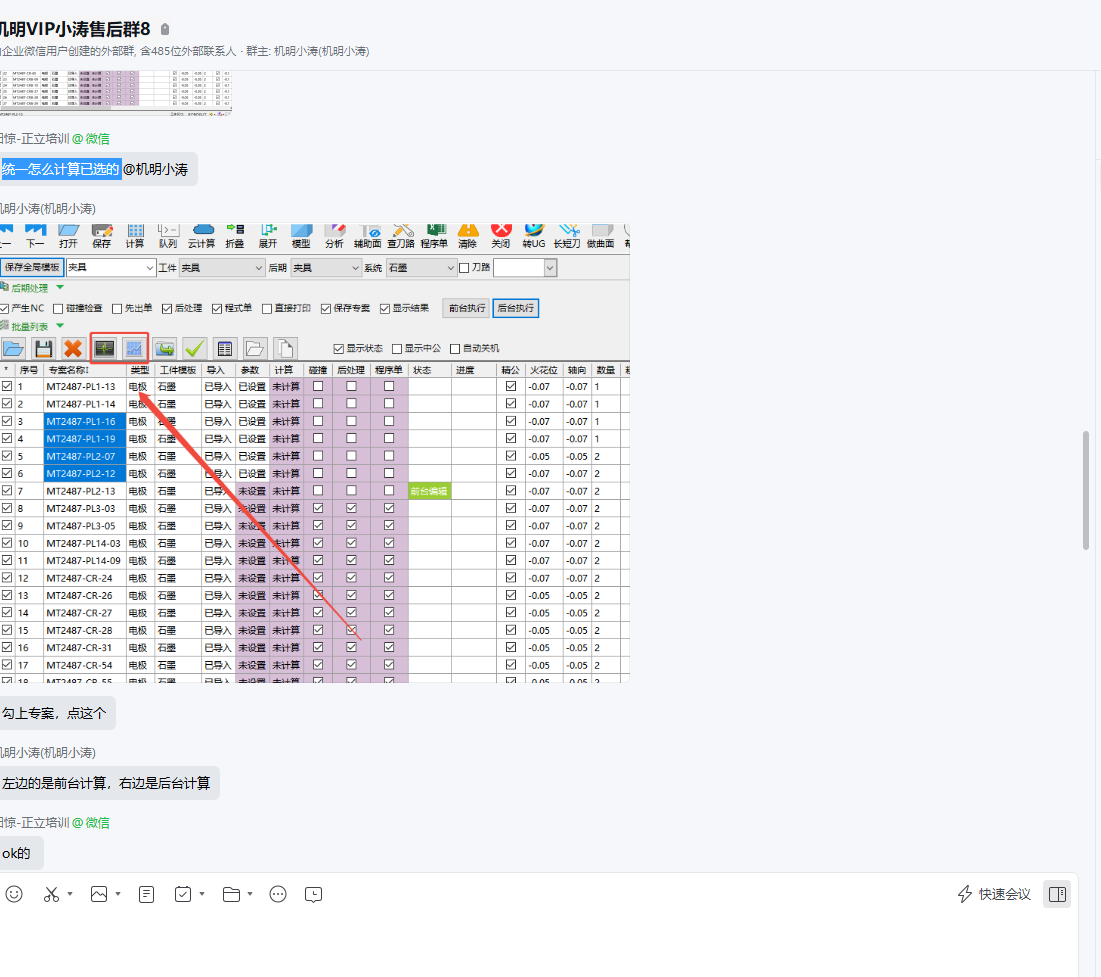
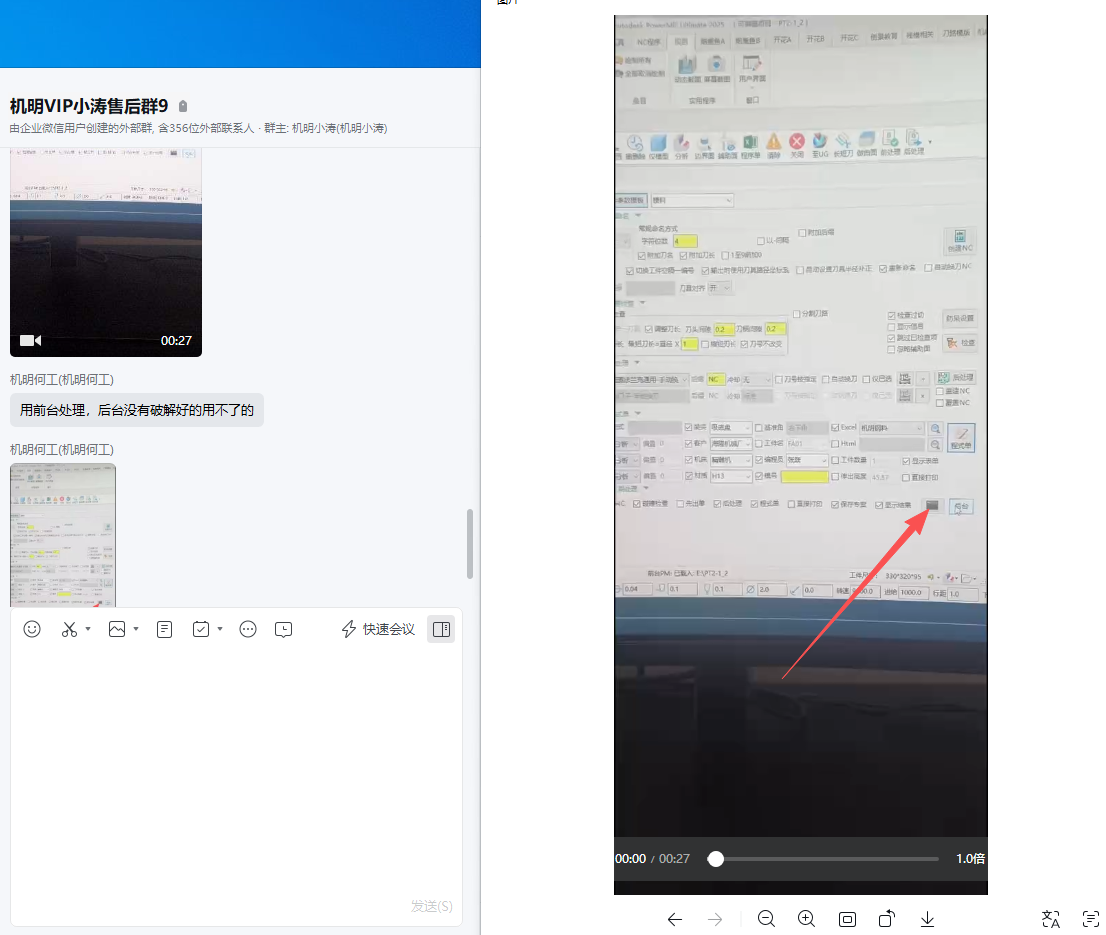
使用后台计算时,图档(PowerMill)直接被退出/崩溃。
后台计算功能当前不可用,改用前台计算:在后处理/输出界面,把「显示结果」旁的前台/后台切换按钮切到前台(如截图红箭头所指)即可正常计算。
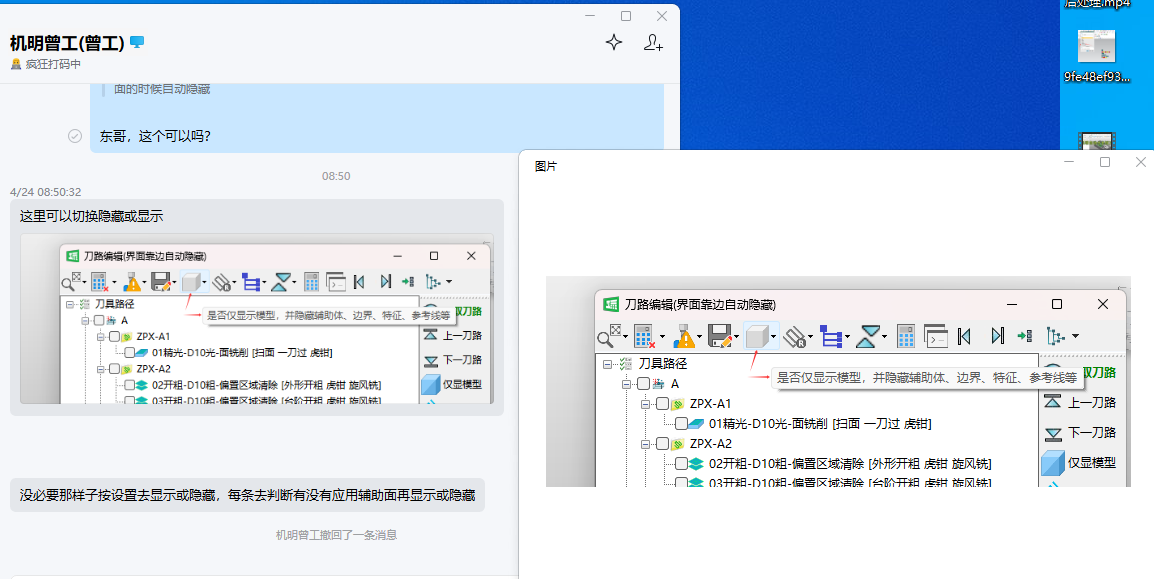
希望查看刀路时,有辅助面的刀路自动显示辅助面,没有的自动隐藏。
在「刀路编辑」窗口工具栏中点击「是否仅显示模型,并隐藏辅助面」按钮即可一键切换。软件会自动按各刀路是否应用辅助面来显示或隐藏,无需逐条手动设置。
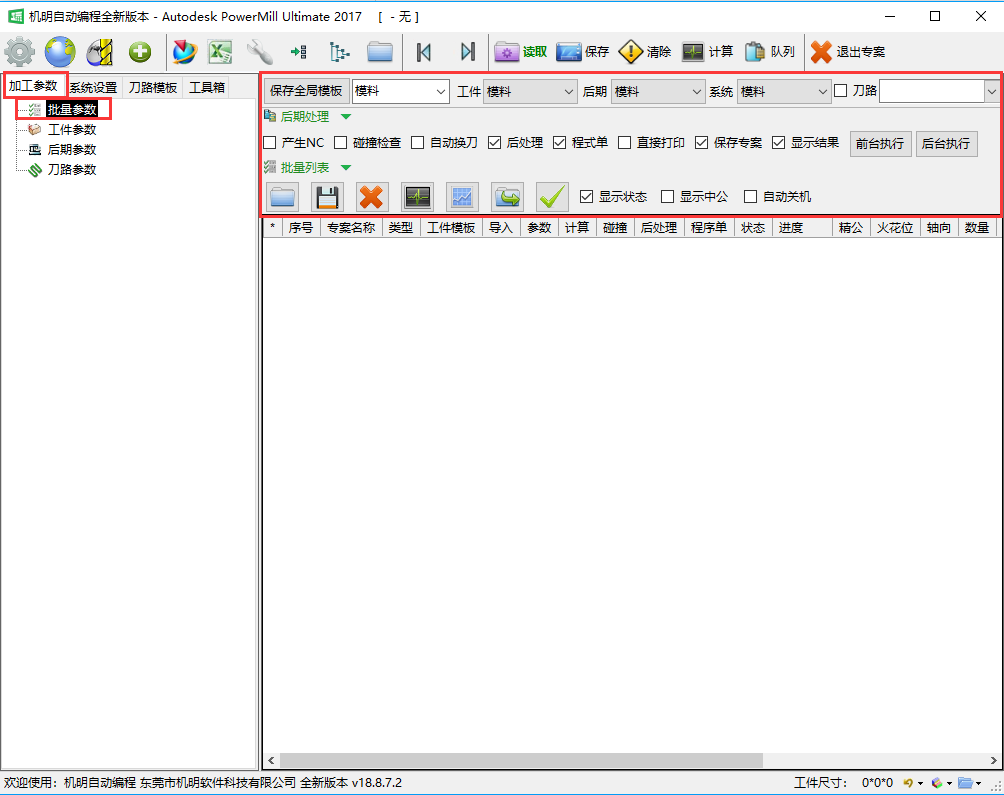
加工参数-批量参数:用于把多个专案批量管理、批量计算和批量后期。
①保存全局模板:保存电极/模料等模块的全局参数模板(模板名可改)。其中工件/后期/系统分别调用对应模块的工件、后期、系统参数模板;刀路用于设置默认刀路策略模板,切换全局模板时自动加载到刀路参数列表。
②后期处理:对批量列表中多个专案同时执行一键后期,支持前台和后台。
③批量列表:对批量工件做导入、保存等操作。
· 打开文件:前台/后台导入图档、添加专案;
· 保存当前列表:把多个专案存成一个文件,下次打开列表即可同时打开多个专案;
· 清空批量列表:清空列表,方便载入新专案。
④前台/后台批量计算:选好批量专案后,按顺序单个计算(前台或后台)。
⑤增加当前PowerMill专案到批量列表:把前台单个专案加入列表。
⑥记录:列表中的专案(如电极)修改了火花位要点此记录,防止中途关闭软件丢数据。
⑦显示状态/显示中公:勾选显示类型、工件模板、计算等信息或中公火花位。
⑧自动关机:前台批量任务结束后自动关闭计算机。



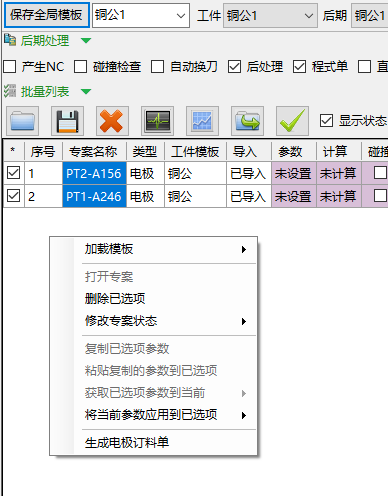
加工参数-批量列表右键菜单:在批量列表中选中专案后右键即可调用。
①加载模板:直接调用已保存好的刀路模板。
②打开专案:把所选专案在PowerMill中打开。
③删除已选项:删除已选的专案。
④修改专案状态:把不正确的状态改为正确状态(如改为“未计算”等)。
⑤复制已选项参数:复制已选项参数(包括刀路里的所有参数)。
⑥粘贴复制的参数到已选项:把复制好的参数粘贴到任意已选项。
⑦获取已选项参数到当前:把已选项专案的参数(所有参数、工件参数等)复制到当前打开的专案。
⑧将当前参数应用到已选项:把当前打开专案的参数复制到已选项专案。
⑨生成电极订料单:对已选项专案订料并生成订料单。
「刀路加载个性化设置」这个功能怎么用。
在【工件参数】中勾选「刀路加载个性化设置」后,刀路计算时会自动加载对应宏(.mac)文件以实现个性化效果(如电极:策略模板\电极模块\铜公\个性化\开粗\外形等高.mac;模料:策略模板\模料模块\模料\开粗\等高.mac)。注意:使用前需先修改对应宏文件,然后再勾选该选项。
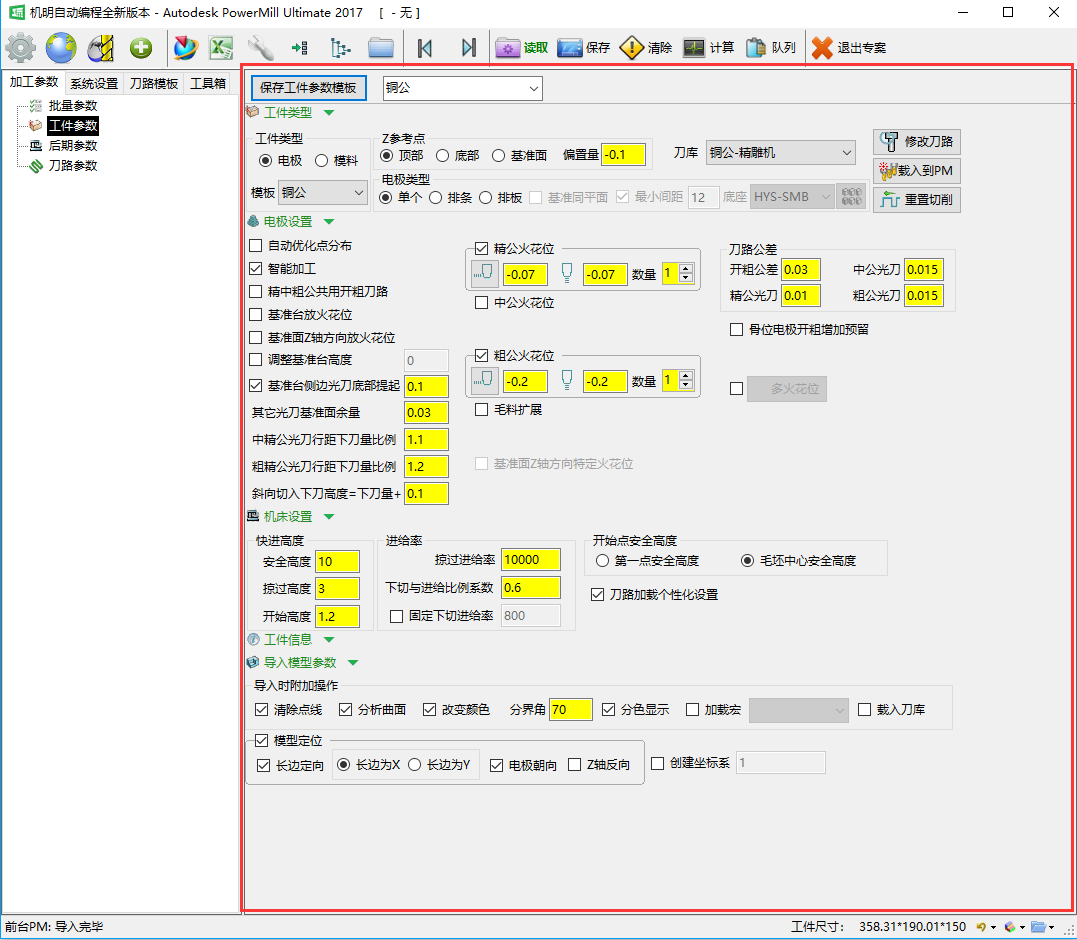
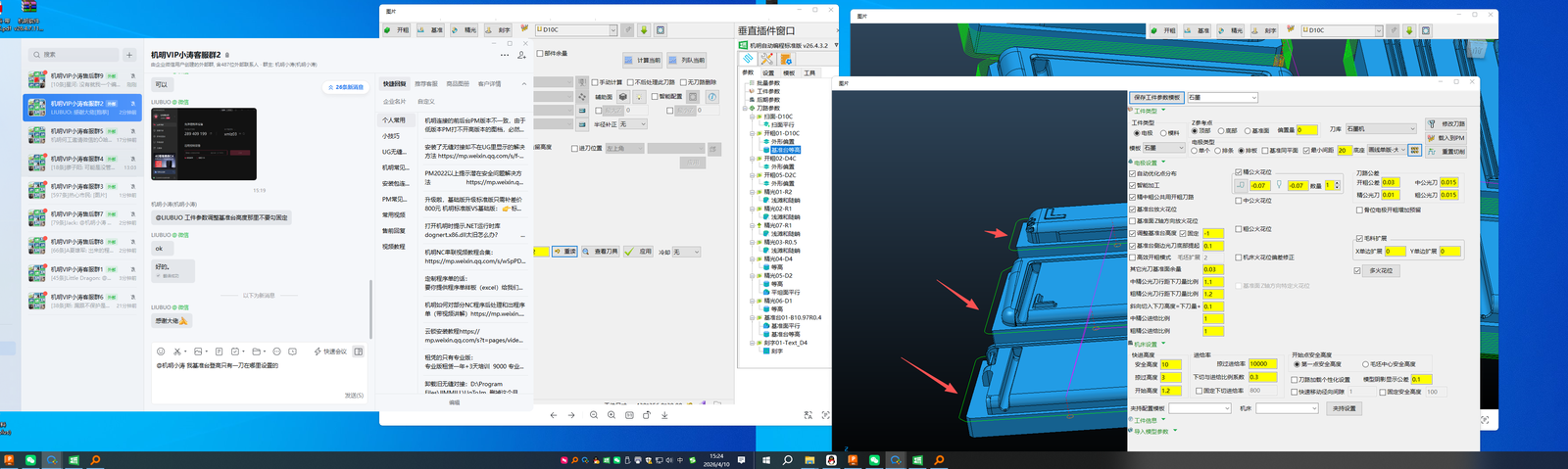
加工参数-工件参数
工件参数包含电极工件参数和模料工件参数两部分,请按加工对象选择对应的工件参数来设置(电极、模料分别展开)。
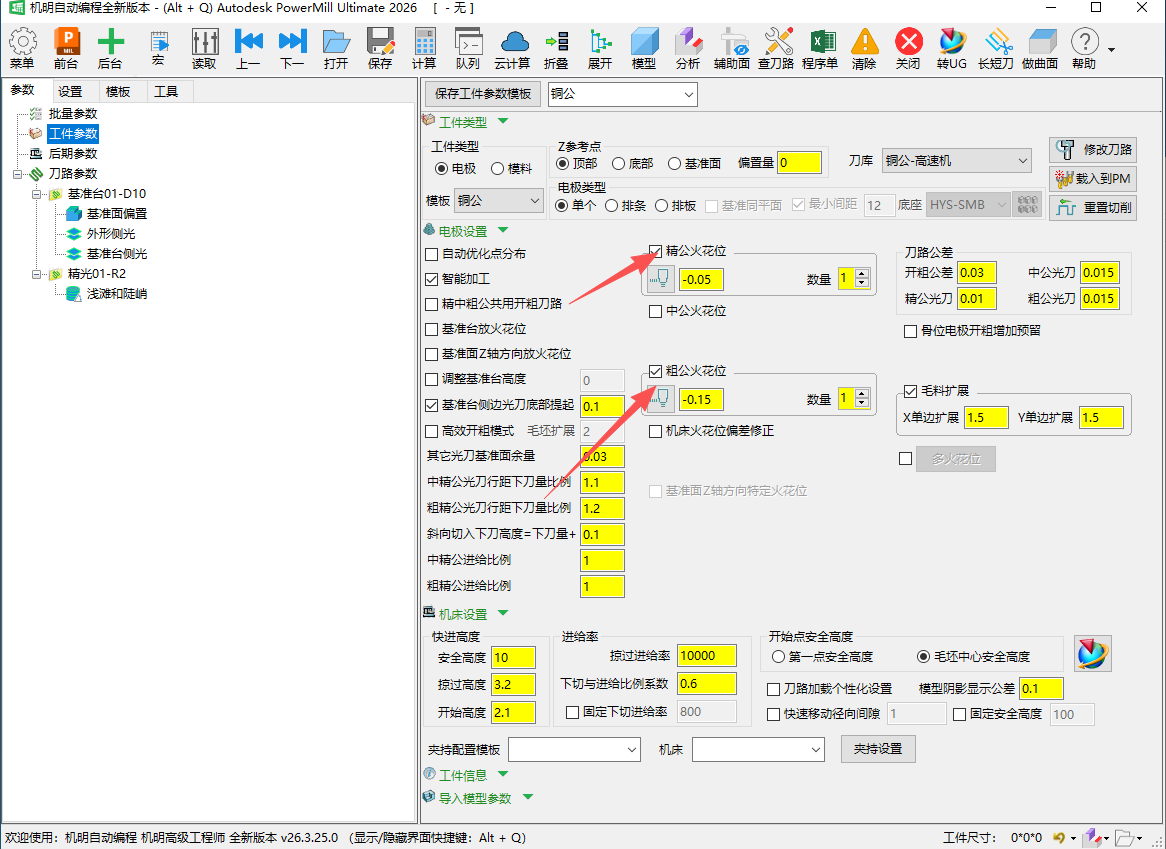
铜公编程时没有生成粗公(粗加工)刀路。
原因是没有勾选「粗公火花位」。在工件参数面板中勾选「粗公火花位」并设置好火花位数值(如 -0.15),即可生成粗公刀路。
加工参数-工件参数-电极:工件参数是编程之前要确定的参数。
①工件类型:分电极和模料两大类,两者添加刀路方式不同,请选对应类型。
②模板:自动调用“系统设置-策略模板”,不同材质选不同模板。
③Z参考点:导入工件时Z方向零位的参考位置和偏置量的选择。
④电极类型:分单个、排条、排板三种,类型不同默认参数也不同,按实际选择。
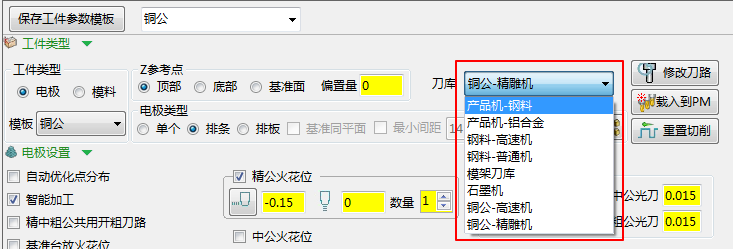
⑤刀库:选择编程时的刀库。
· 修改刀路:改刀路中的转速、进给等(如电极原用普通机刀库,想换高速机转速进给,选好高速机刀库点“修改刀路”完成替换);
· 载入到PM:把所选刀库导入PowerMill;
· 重置切削:方法同“修改刀路”,但会连转速、进给、切削量一起全部替换,需重新计算刀路。
电极设置(常用项):
· 自动优化点分布:用于光洁度要求高的电极,勾选时计算较慢、对电脑配置要求较高;
· 智能加工:自动识别基准面、移动点等;
· 精中粗公共用开粗刀路:中粗公复制精公开粗刀路,计算快,但中粗公光刀余量较多;
· 基准台放火花位:基准台四边要放火花位时勾选(如贴边电极);
· 基准面Z方向放火花位:勾选时基准面放火花位,也可放特定火花位;
· 调整基准台固定高度:基准台高度减少输负数、增高输正数;
· 基准台侧边光刀底部提起:侧边光到数,底部预留所给数值;
· 其它基准台光刀余量:除光基准面外其它光刀光到基准面时留所设数值;
· 中精公/粗精公光刀行距下刀量比例:精中公、粗精公的下刀量比例系数,设“1”时下刀量相同;
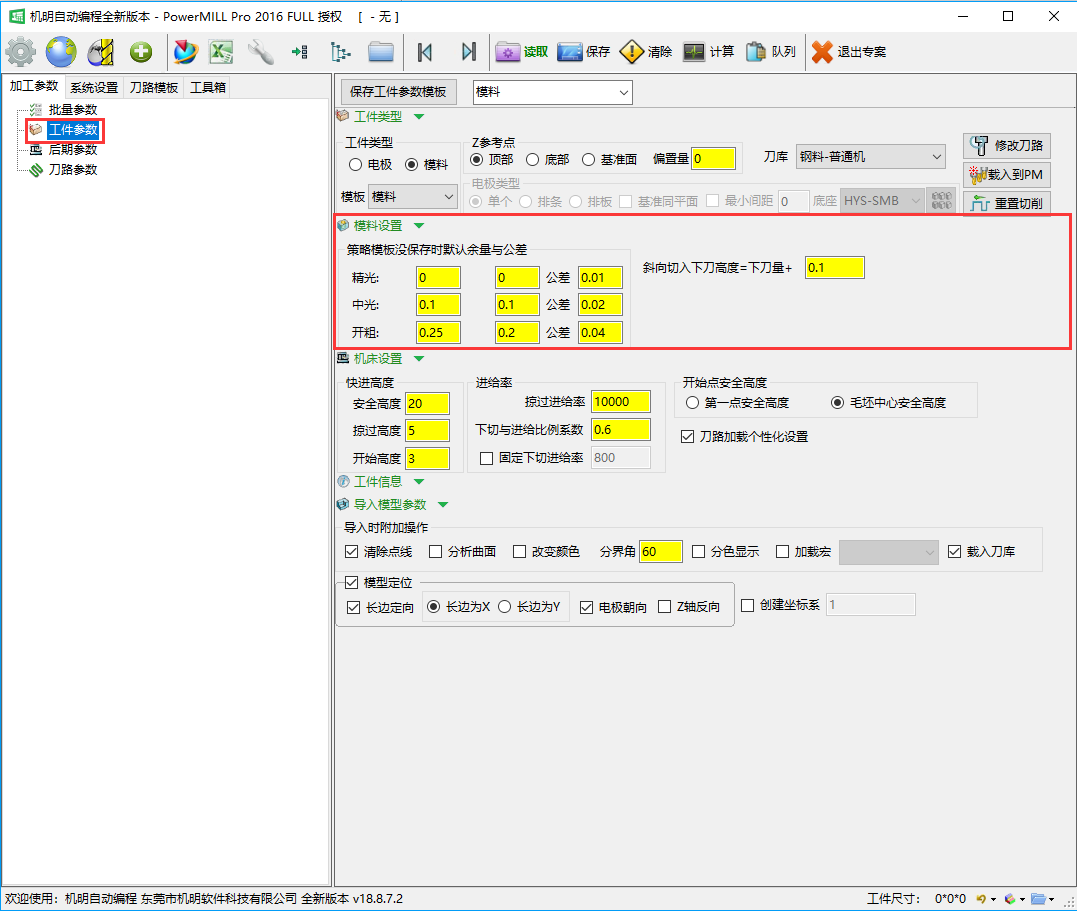
· 斜向切入下刀高度=下刀量+设定值(如下刀量0.2、设0.1,斜向下刀高度为0.3);
· 精公火花位:可单独设径向和轴向火花位,设数量时在程序单显示加工数量(粗中公同理)。
其它常用项:毛料扩展(备料较大时放大加工防踩刀,可输负数)、刀路公差、骨位电极开粗增加预留、多火花位、机床设置(安全高度/掠过高度/开始高度/掠过进给率/下切与进给比例系数/固定下切进给率/第一点安全高度/毛坯中心安全高度)、刀路加载个性化设置、导入模型参数(长边定向、电极朝向、Z轴反向、创建坐标系)、清除点线、分析曲面/改变颜色/分界角/分色显示、加载宏、载入刀库等。
具体某项怎么取值,把工件情况发我,按实际帮您看。

加工参数-工件参数-模料:工件参数是编程之前要确定的参数。
模料设置按三种类型分类:开粗、中光、精光。
①开粗:设置开粗的默认余量与公差。若刀路有修改就按刀路计算,否则按这里的默认值。
②中光:设置中光的默认余量与公差,规则同上。
③精光:设置精光的默认余量与公差,规则同上。
以上为模料设置与电极设置不同的部分,其它内容的模料工件参数与电极工件参数一样。


用机明偏置扫描生成的刀路,工件上面少了一块,未完整覆盖。
检查并调整「工件类型」设置中的「最小间距」参数。最小间距用于排版,当两工件之间距离小于所设值时系统会自动处理,适当调整该数值可解决刀路缺块的问题。
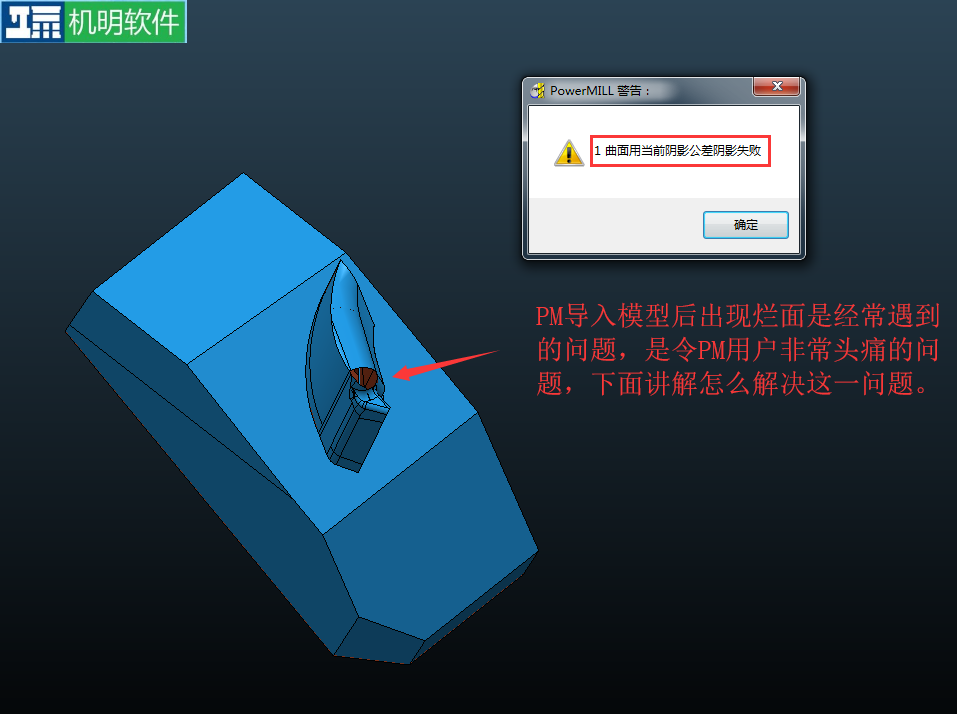
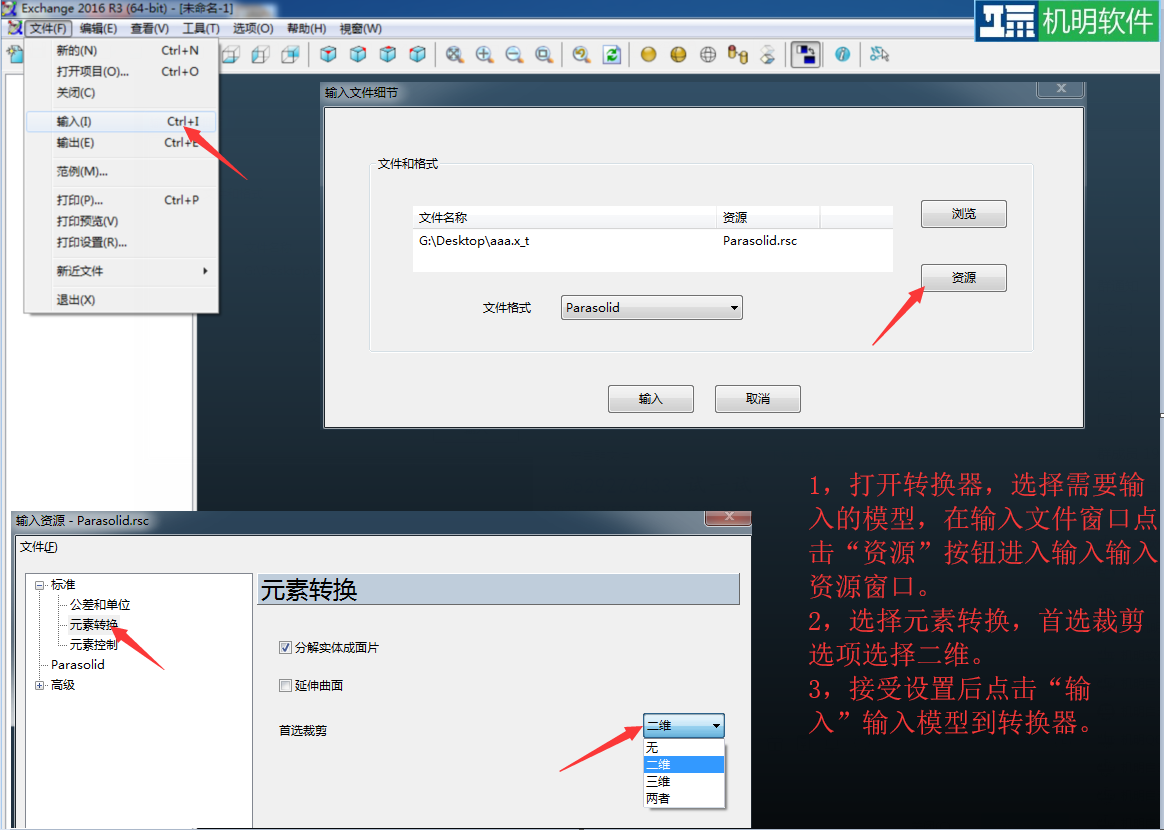
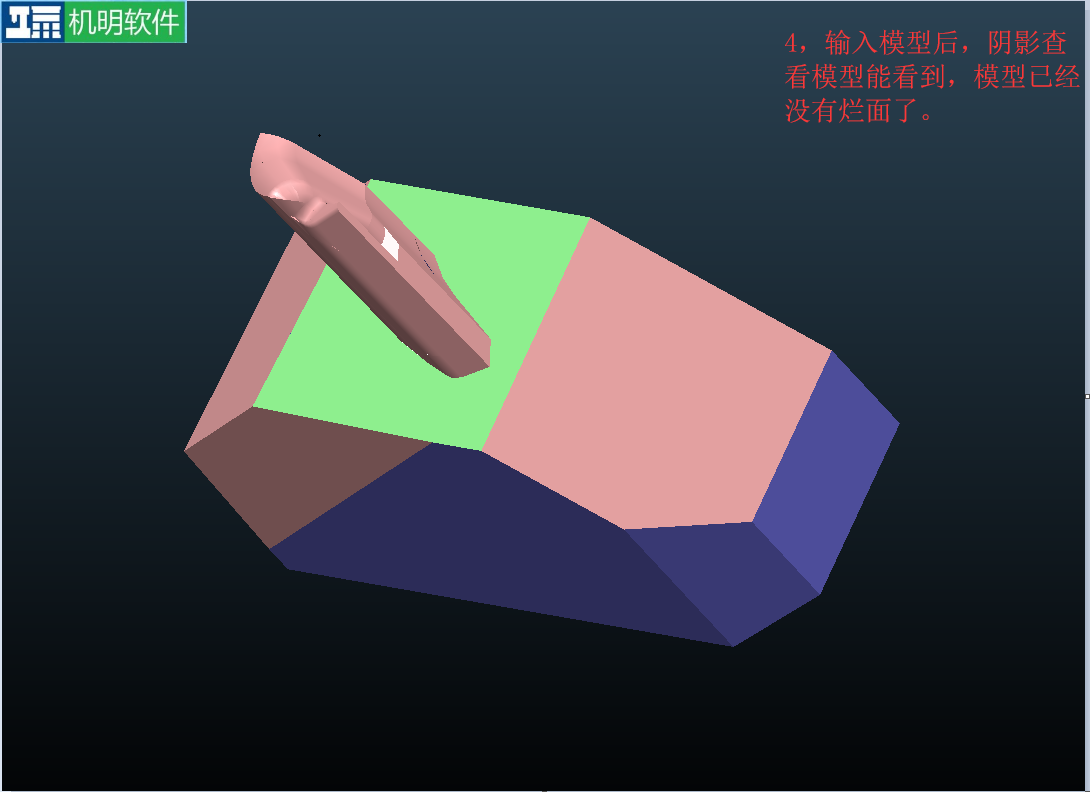
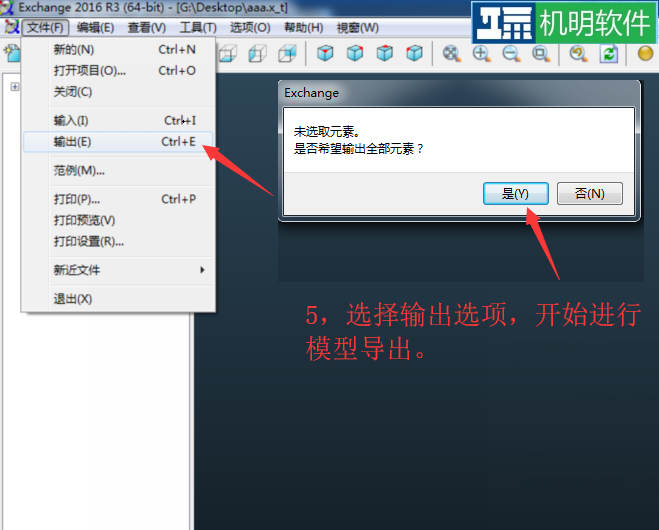
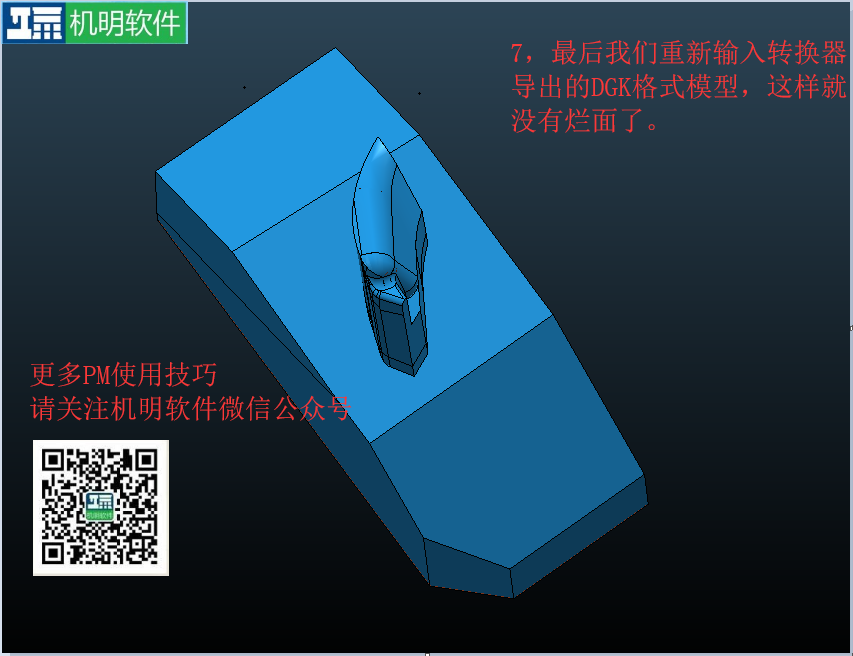
PM 图档阴影公差失败、烂面、网格错误(Bad Surfaces)解决方法
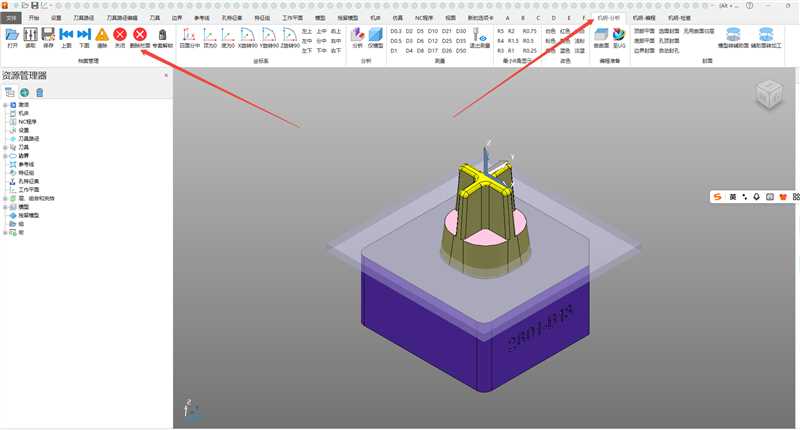
阴影公差失败、烂面、网格错误(Bad Surfaces)是常见的模型问题,会直接影响刀路计算的准确性和效率,甚至导致编程无法正常推进。
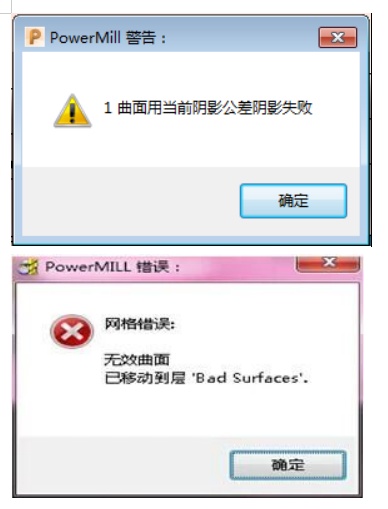
①打开 PM「层和组合」面板,激活标记为「Bad Surfaces」的烂面层,右键选择「选取全部」,确保该层烂面全部选中;②在下方模型列表中选中当前模型,右键「编辑」→「删除已选部件」,系统自动清除选中的烂面;③返回刀路编程界面重新计算刀路。
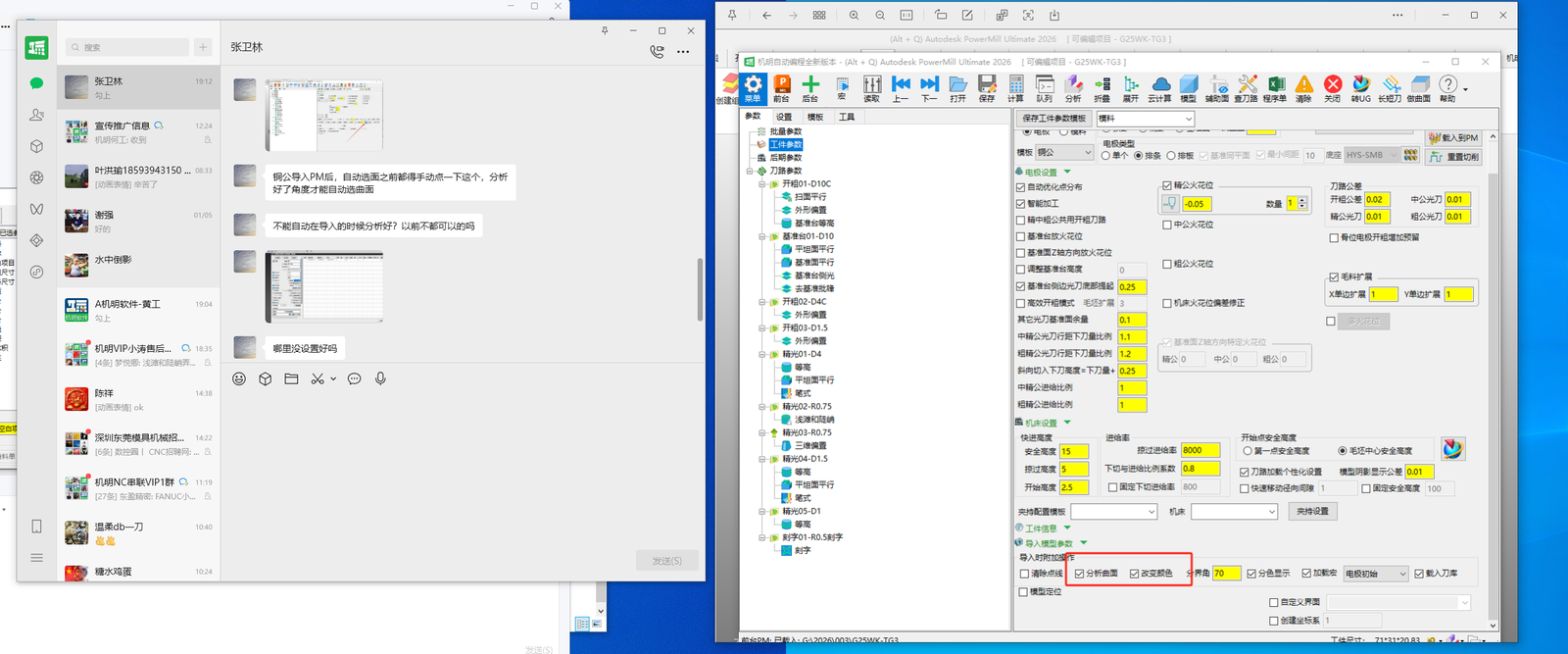
铜公导入 PowerMill 后希望导入时自动分析曲面、按角度选面并改色,而不用每次手动点。
在机明参数界面的「导入PM时设置」一栏勾选「分析曲面」和「改变颜色」两个选项,并设置好「界角」(如 70)。设置好后导入 PM 时即自动分析曲面、按界角区分并改变颜色,无需手动操作。
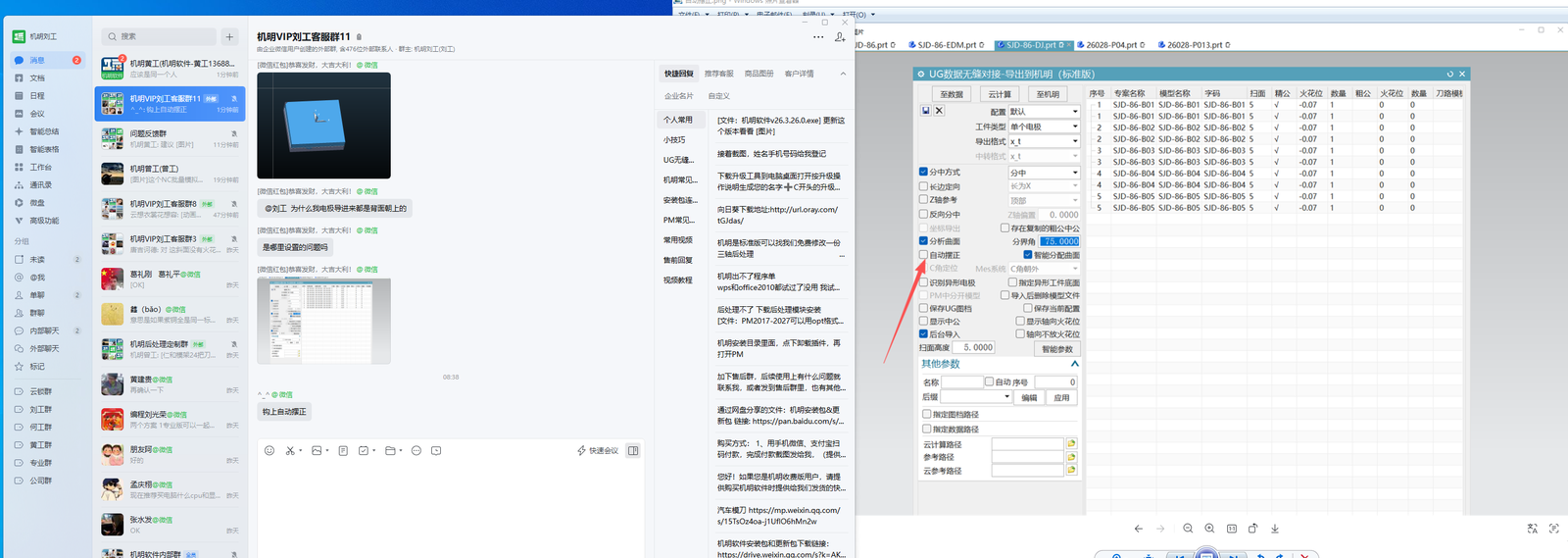
电极导进机明后都是背面朝上,没有自动摆正方向。
在机明导入设置中勾选「自动摆正」选项,导入电极时即会自动摆正方向。
PM 导图后出现烂面。
客服整理图文步骤发送;也可提供出问题的图档或导图后烂面截图,按具体情况给出对应解决办法。
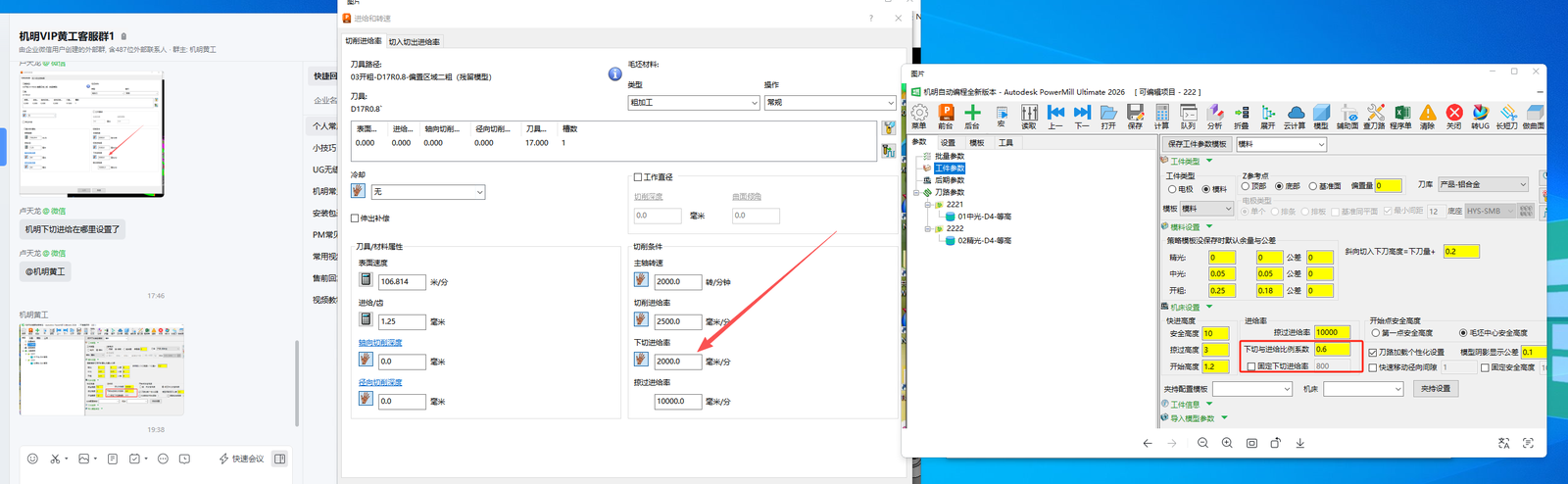
不清楚机明的下切(下刀)进给率在哪里设置。
在机明「机床设置」中设置,两种方式任选其一:
① 按比例控制:用「下切与进给比例系数」;
② 用固定值:勾选「固定下切进给率」并填入数值(如 800)。
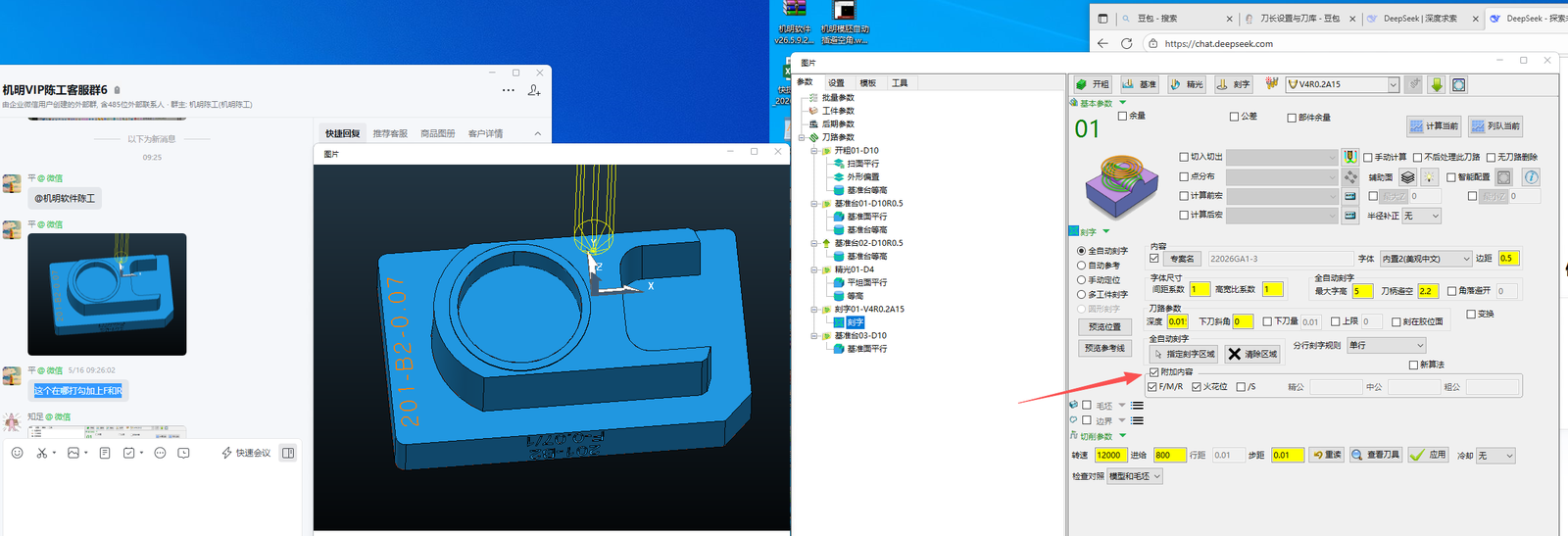
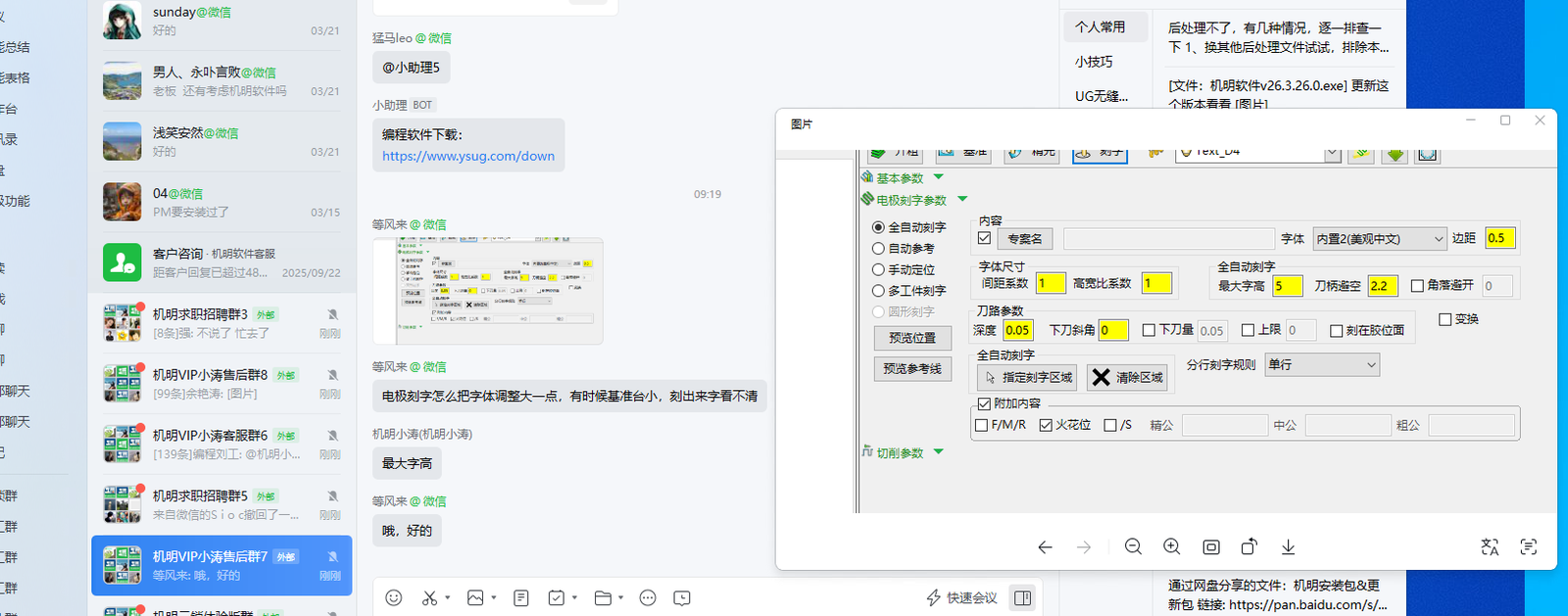
想给程序名/刻字加上F和R后缀,不知道在哪里打勾。
在机明刻字(附加内容)参数区,勾选「F/M/R」复选框(如截图红箭头所指),即可在程序名/刻字中加上F、R等后缀。
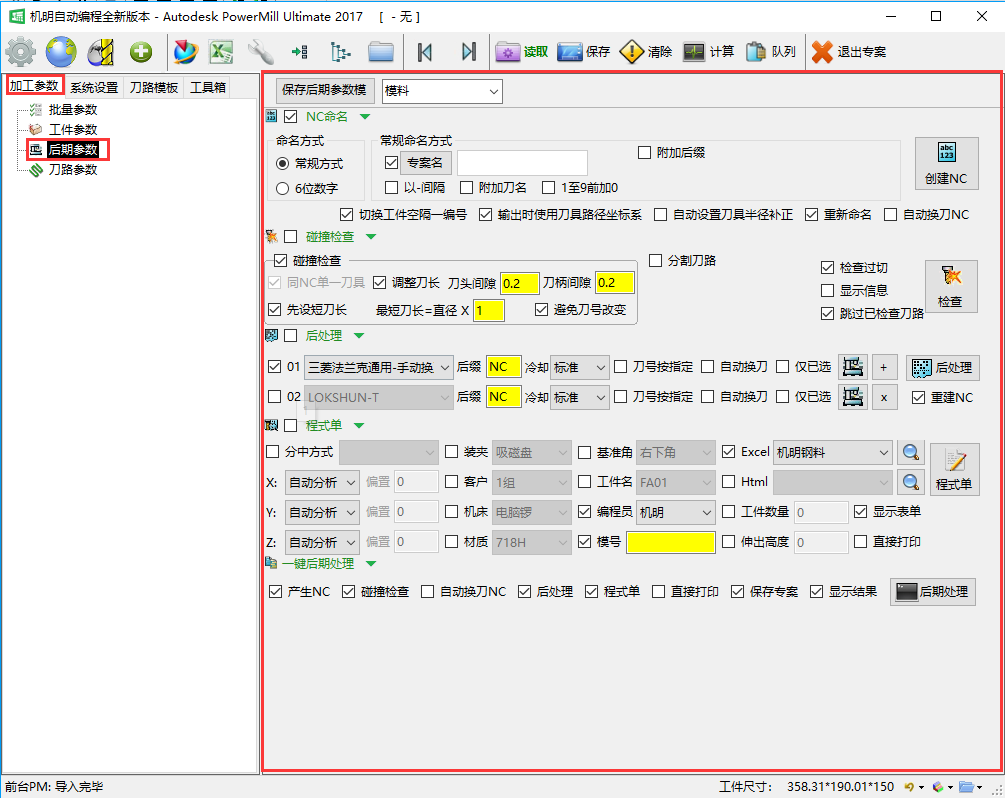
加工参数-后期参数:工件编写好之后的操作,如生成NC、碰撞检查、后处理NC、生成程序单。
①NC命名:多种命名方式。
· 专案名:勾选自动取图档名,不勾可手动输入;
· 以-间隔:专案名后有数字或刀名时用“-”间隔;
· 附加刀名:在专案名后附加策略刀路名;
· 1至9前加0:数字1~9前加“0”保证两位数;
· 附加后缀:如粗公附加“-R”、精公附加“-F”;
· 6位数字:佳铁等机床用,配“自动获取编号/获取/加/重置所有/切换工件空隔一编号”使用。
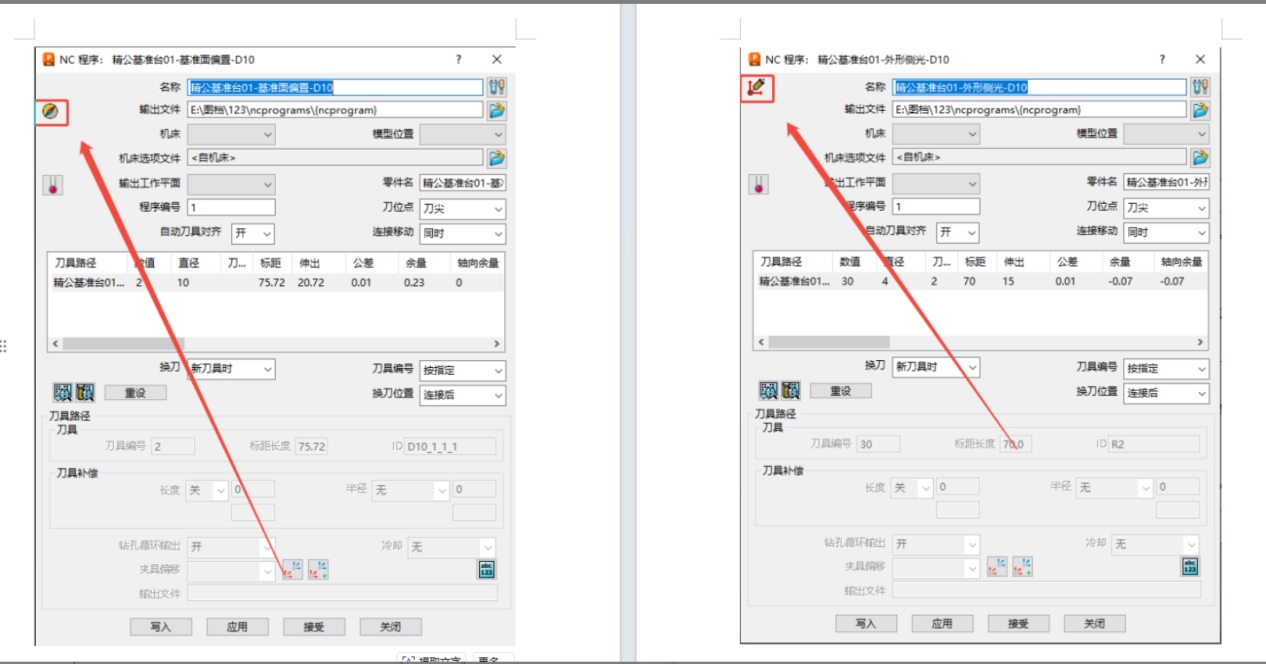
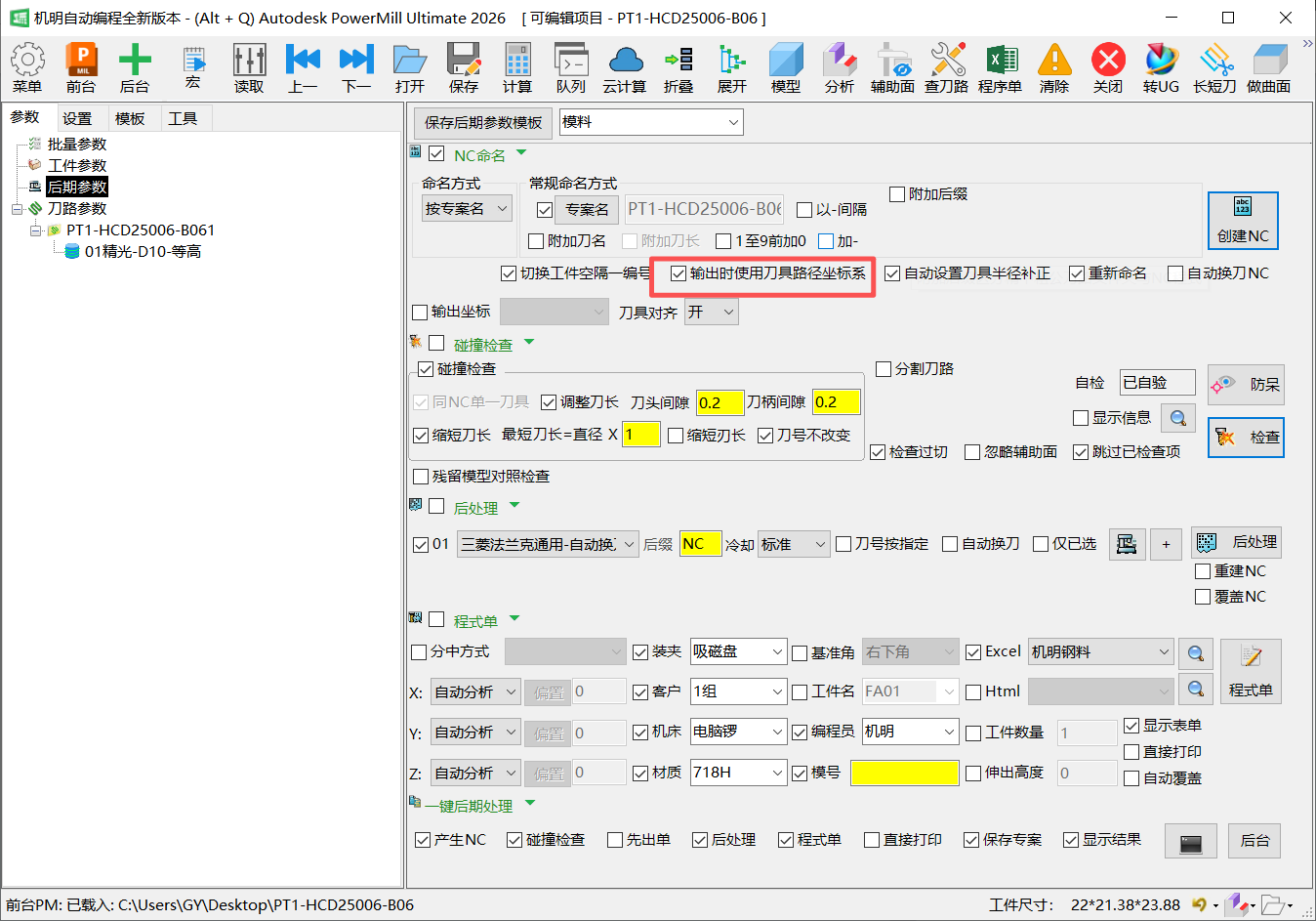
②输出时使用刀具路径坐标系:勾选按刀路坐标后处理;不勾按用户激活坐标(如世界坐标顶为零要改底为零,在底面建用户坐标并激活、不勾此项、重建NC,后处理即以底为零)。
③其它命名/补正项:自动设置刀具半径补正、重命名(重命名并重新生成NC)、自动换刀NC、创建NC(删除现有NC重新生成)。
④碰撞检查:对刀路碰撞过切检查并可把同一NC下刀具设为同样刀长。勾选则计算产生刀路后自动执行,否则手动。
· 同NC使用单一刀具:相同NC下所有刀路采用装刀最长的刀具;
· 检查过切、调整刀长/先设短刀长(先设短再检查以算出准确装刀长度)、最短刀长(按刀径倍数)、避免刀号改变、刀柄/夹持间隙(碰撞安全距离)、显示信息、跳过已检查刀路、手动检查等。
⑤后处理:勾选则计算后自动执行。选后处理文件可生成多种NC对应不同系统机床;可设刀号按指定/自动、自动换刀/手动换刀、仅已选、多项后处理同时处理、重建NC等。后处理输出目录与系统设置中目录一一对应。
⑥程序单:勾选则计算后自动生成;输出目录在“系统设置-系统设置”里设。可出Excel(需选模板,可选客户/机床/材质/夹持/模号/编程员等参数,可直接打印)或html格式,并可查看。
⑦一键后期处理:一键执行所勾选的生成NC、碰撞检查、后处理、打印程序单等操作。


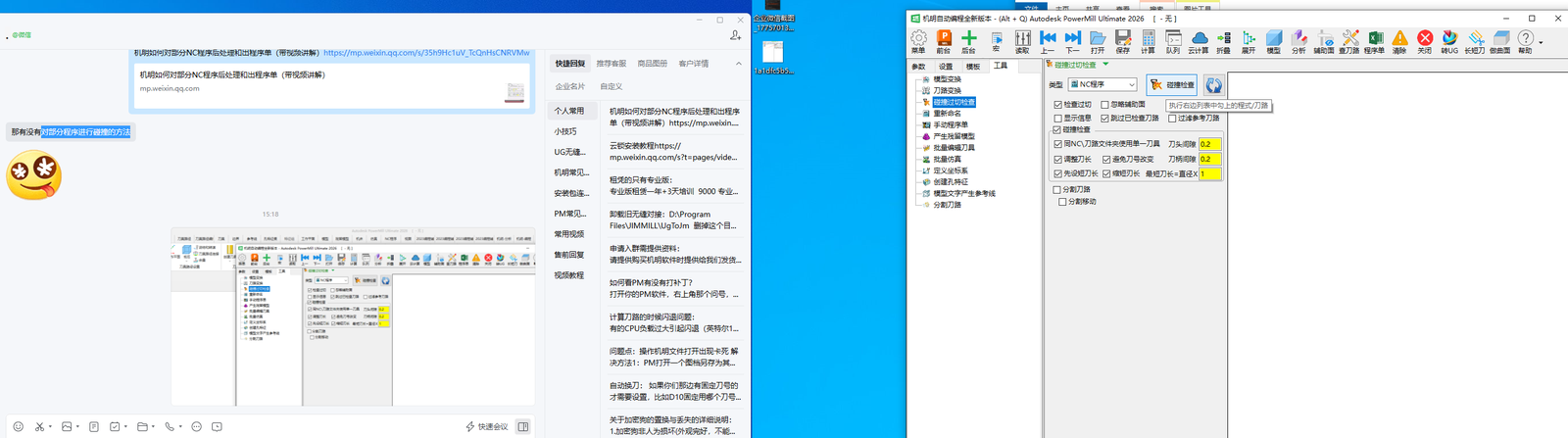
想只对选定的部分NC程序做过切与碰撞检查。
①在主菜单「NC程序」选项卡下打开「碰撞控制选项」对话框;②类型选择「NC程序」;③勾选需要的检查项(检查过切、检查碰撞、显示信息等),可设置刀具伸出与夹头的过切/碰撞间隙值。即只对所选NC程序进行碰撞检测。
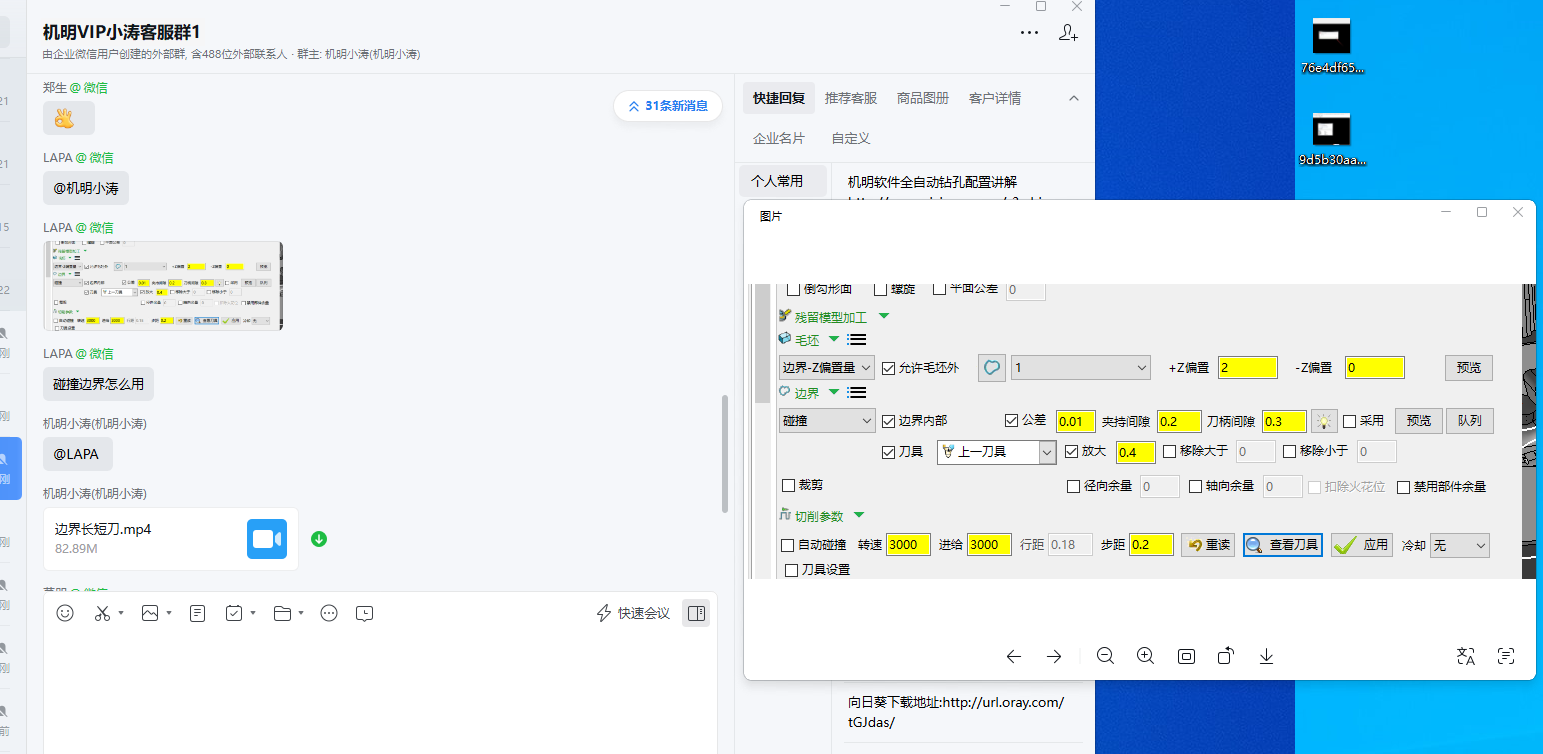
询问机明里碰撞边界(边界长短刀)功能如何使用。
参照客服发送的教学视频《边界长短刀.mp4》操作:在加工参数对话框中勾选并设置边界,通过夹持间隙、刀杆间隙等参数配合,实现按碰撞边界自动区分长刀/短刀加工。
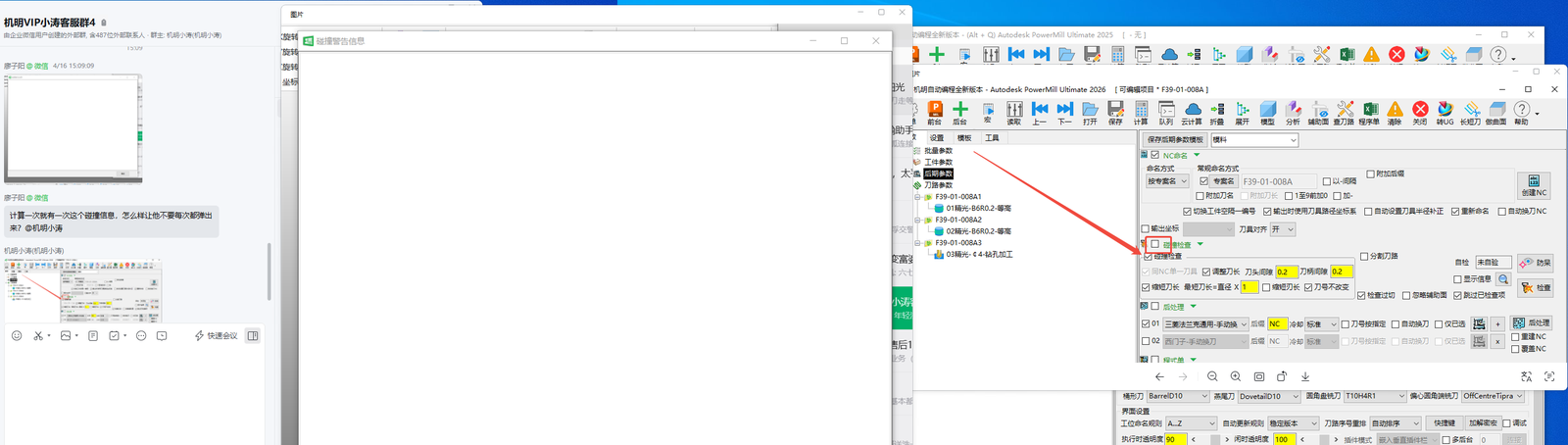
每计算一次就弹出一次碰撞警告信息,想让它不要每次都弹。
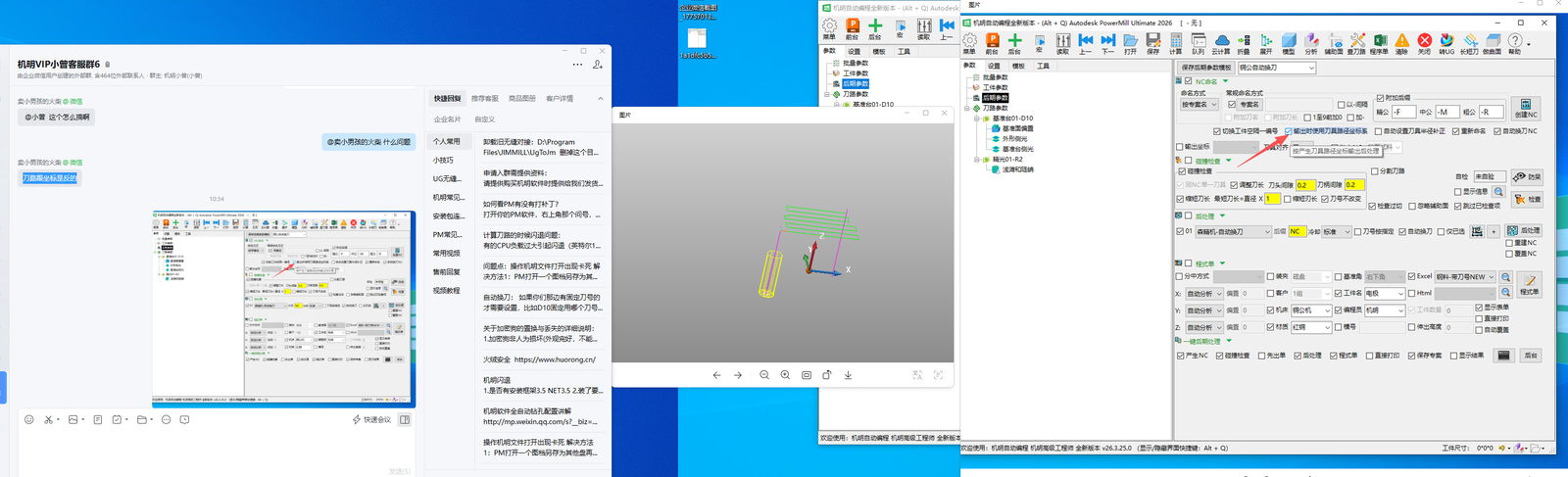
在机明后处理/参数设置界面中,取消勾选「碰撞检查」选项,这样计算时就不会再弹出碰撞警告信息。
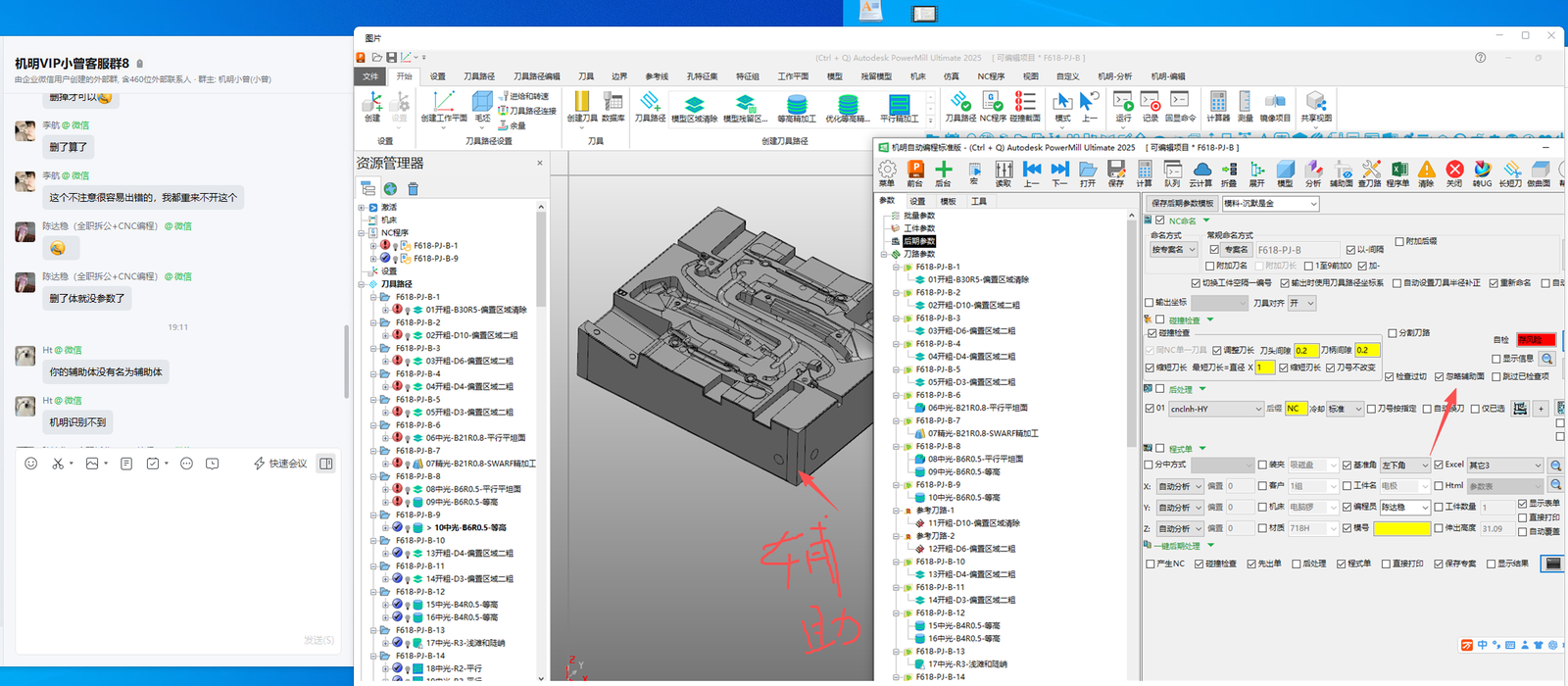
已设置忽略辅助面/辅助体,但刀路仍碰撞到辅助体。
辅助体必须命名为「辅助体」,机明才能识别并执行忽略;若没有命名为「辅助体」,软件识别不到就无法忽略。检查并将辅助体重命名为「辅助体」后重新计算即可。
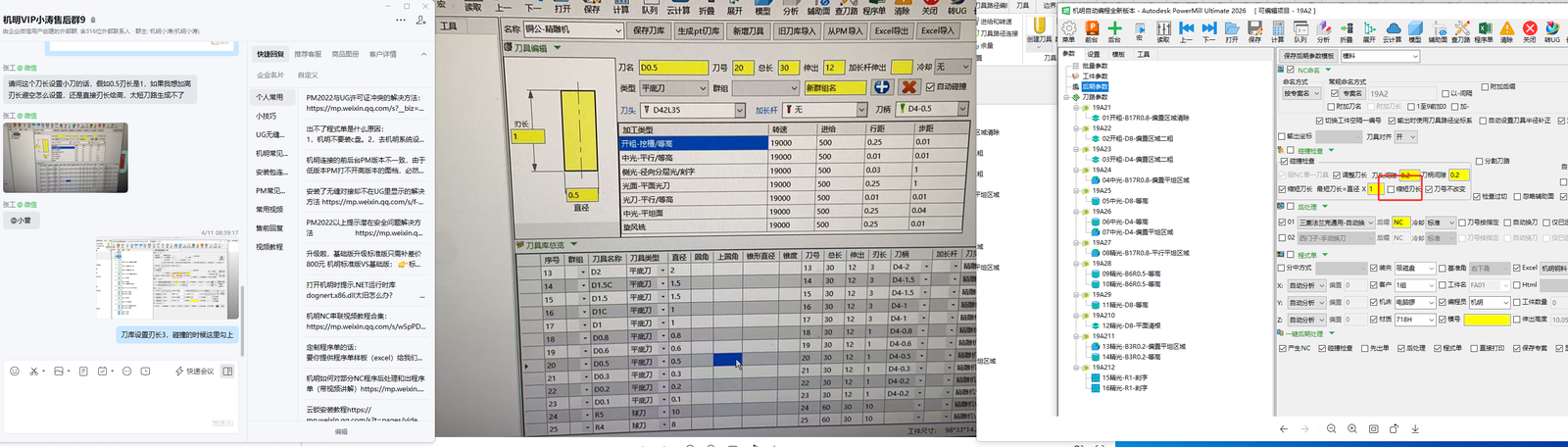
小刀实际刃长很短(如0.5),按真实刃长设置会因太短生成不了刀路,想加高刃长做避空该如何设置。
①在刀具库里把刃长设置加大(例如给到3);②在机明「碰撞检查」设置中勾选「碰撞刀长」选项,配合避空长度/碰撞间隙参数。即可在保证避空的同时正常生成刀路。
点「计算」后不执行碰撞检查/后处理等步骤,直接给出了程序单。
原因是「碰撞检查」「后处理」等模块前的复选框没有勾选,计算时这些步骤被跳过。勾选这些模块前的复选框,计算时就会先执行碰撞检查、后处理等步骤,而不是直接出程序单。
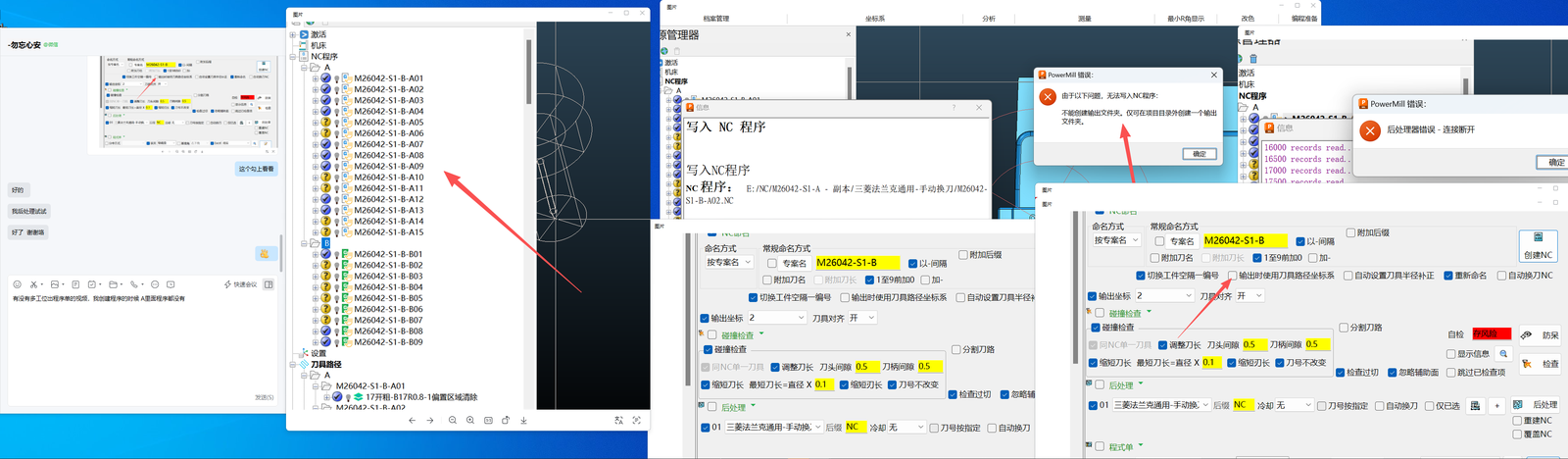
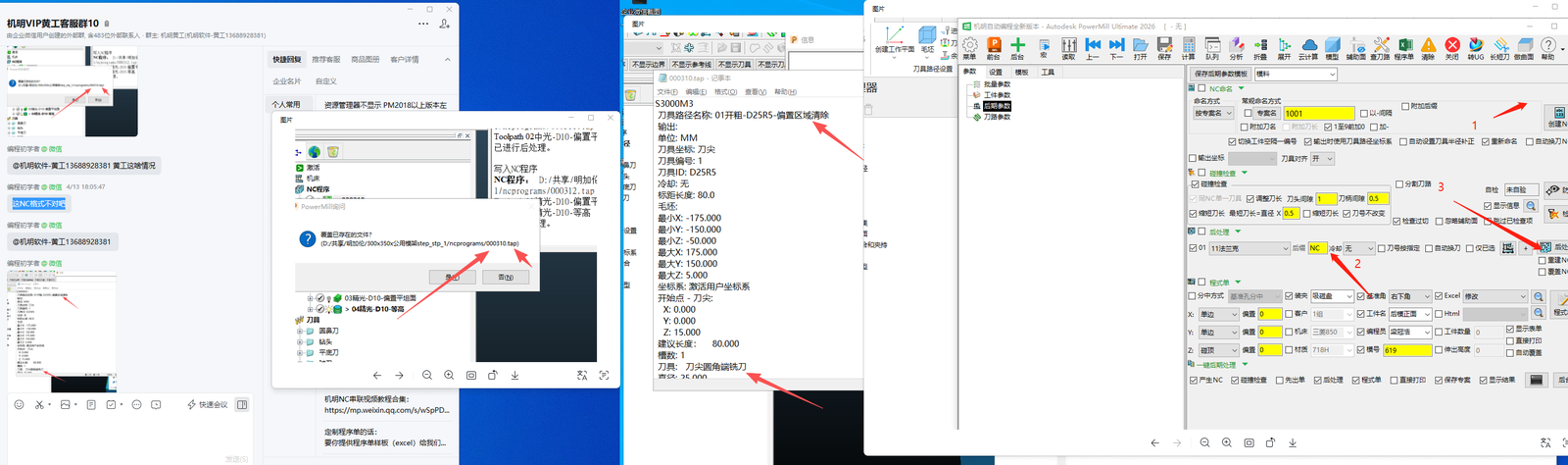
不同后处理文件生成的NC程序,如果文件名相同、后缀也一致,系统会默认覆盖原有文件,导致原始程序丢失,甚至造成加工错误。
①打开机明系统设置界面;②在输出路径设置里找到「后处理名称」选项并勾选。这样会生成一个与后处理文件同名的文件夹来单独存放NC程序,避免覆盖。
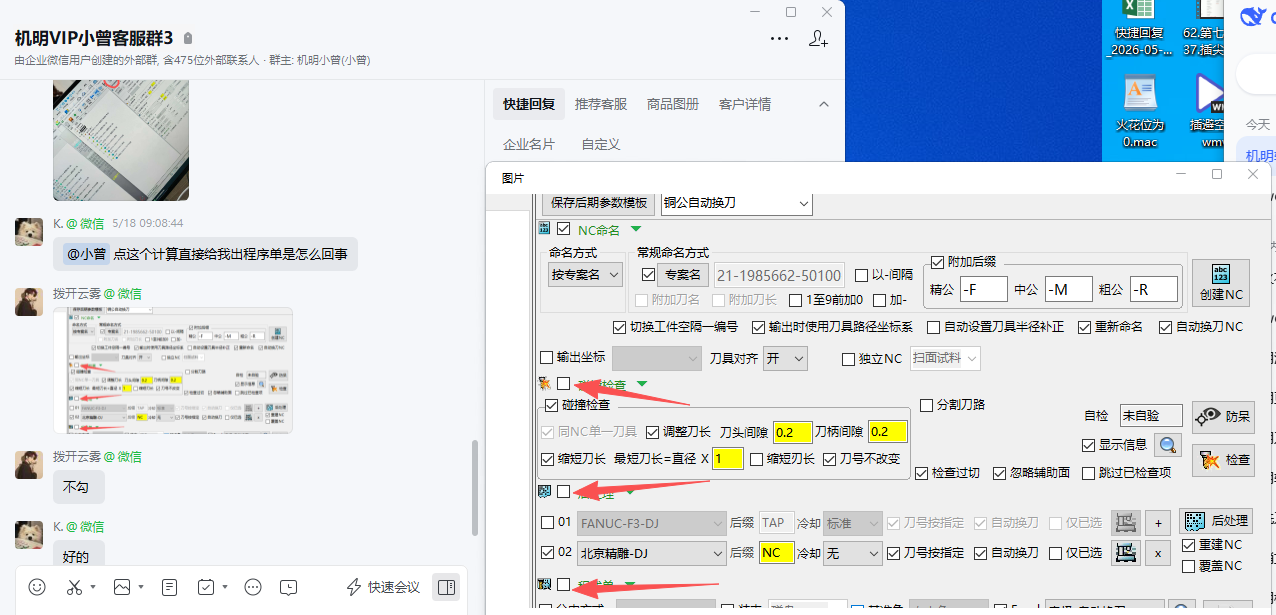
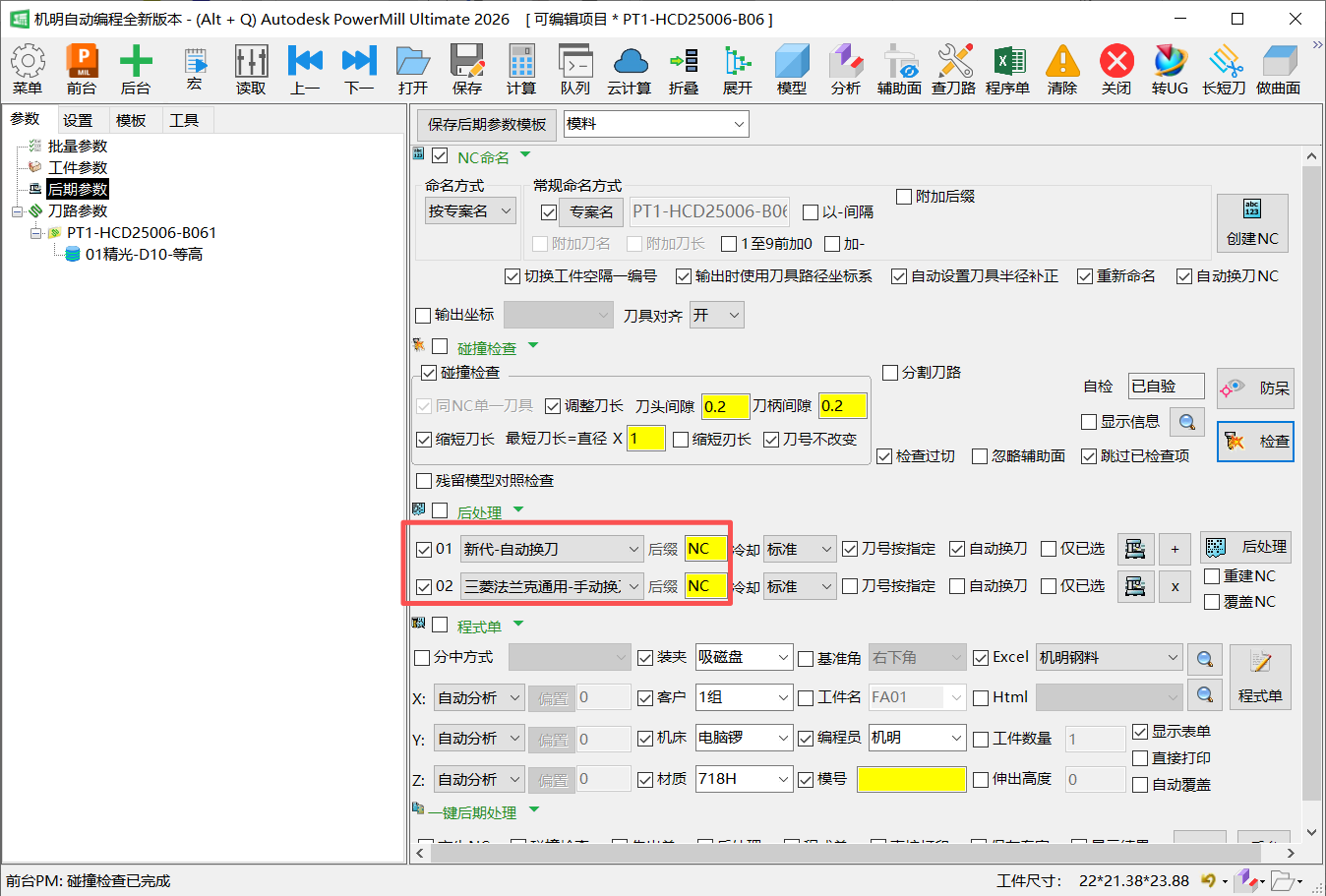
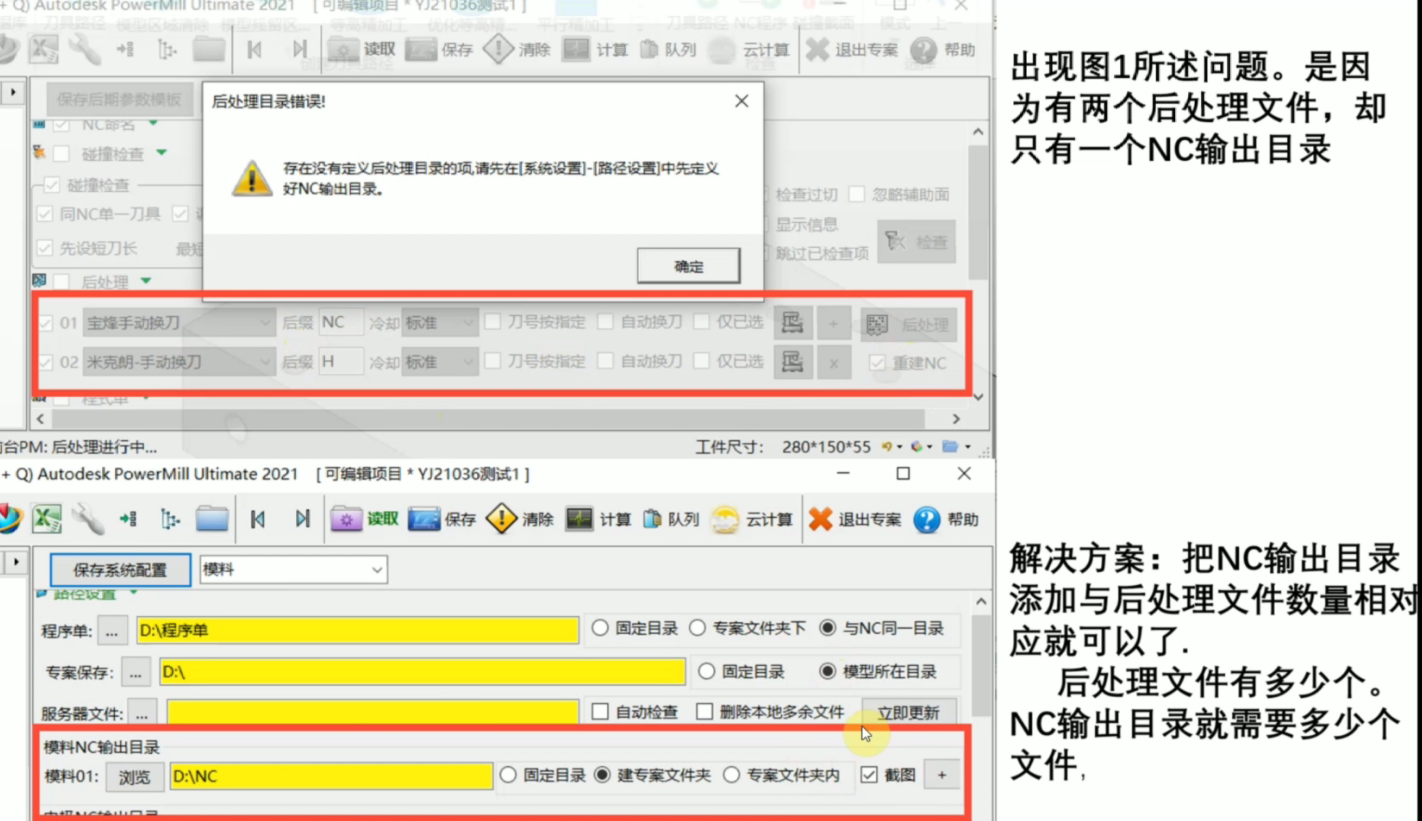
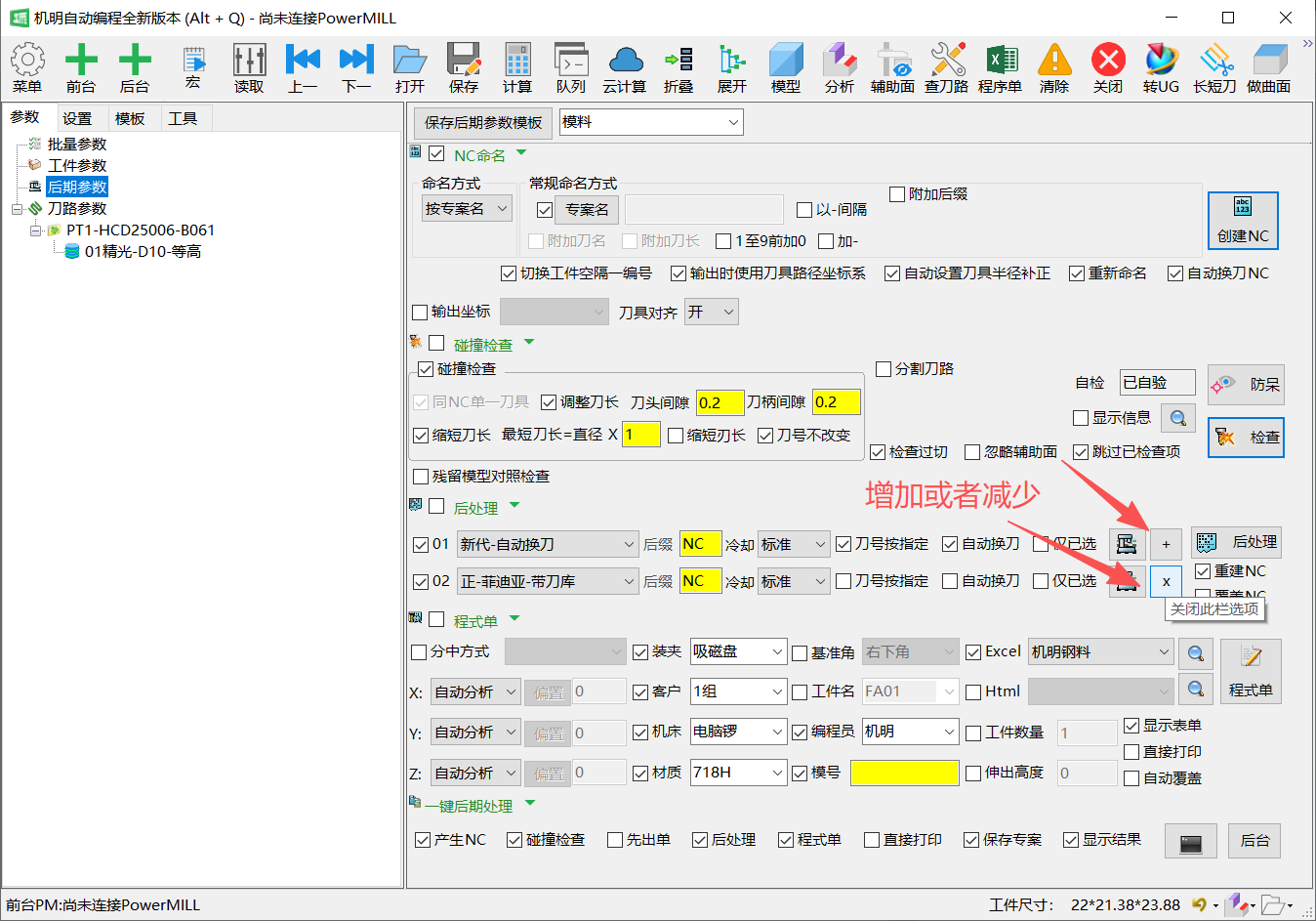
存在多个后处理文件却只配置了一个NC输出目录,导致后处理/输出出问题。
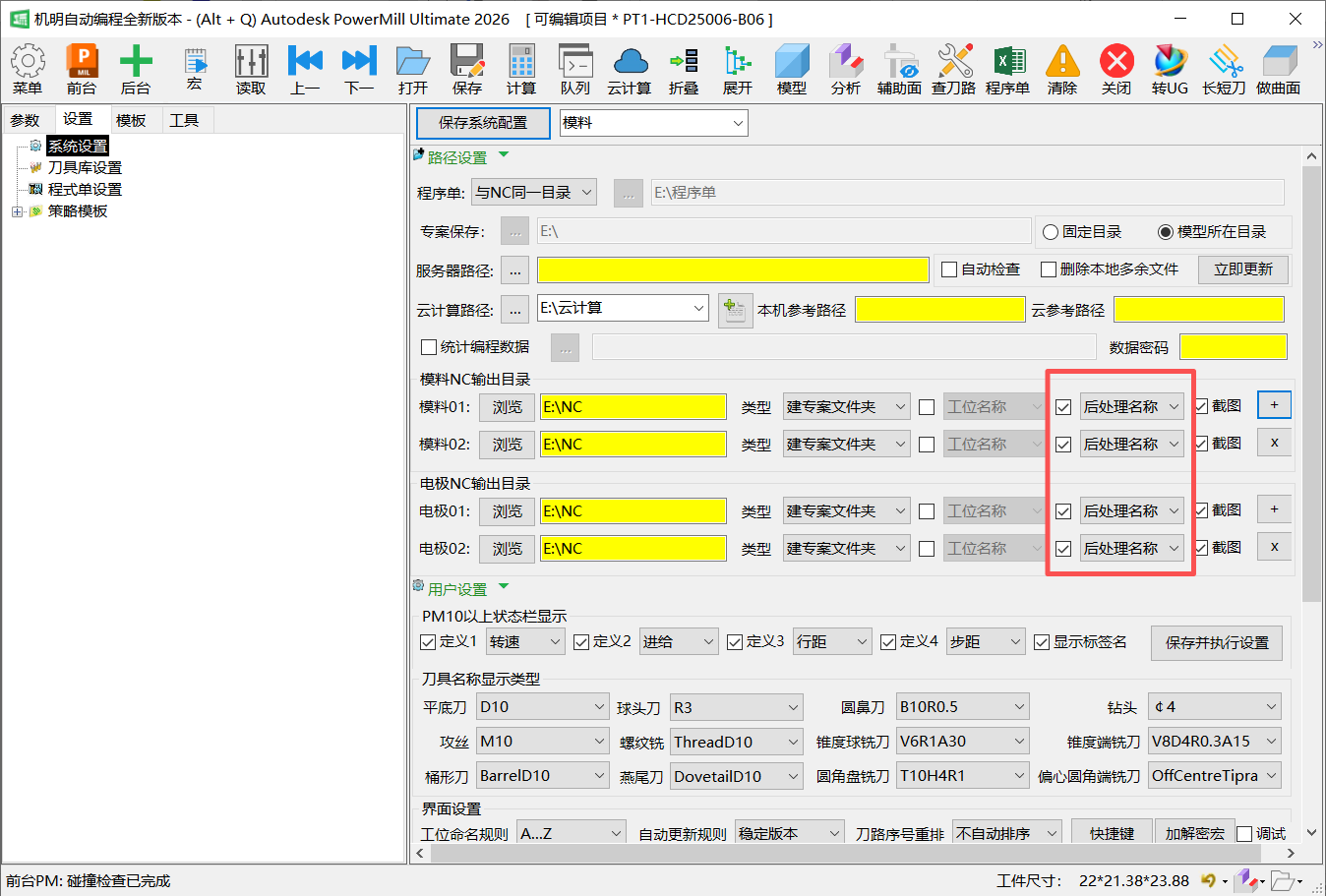
在机明【设置】的路径设置中,NC输出目录数量要与后处理文件数量一一对应:有几个后处理文件,就添加几个NC输出目录。可在模料/电极NC输出目录处用「+」增加目录行,并设置类型、固定目录/模型所在目录等。
完成后处理后,找不到生成的NC程序文件保存在什么位置。
后处理生成的NC程序保存在机明「系统设置」里配置的「NC输出目录」中。在系统设置面板可查看/修改「模料NC输出目录」和「电极NC输出目录」(示例为 E:\NC),程序即输出到该路径下。
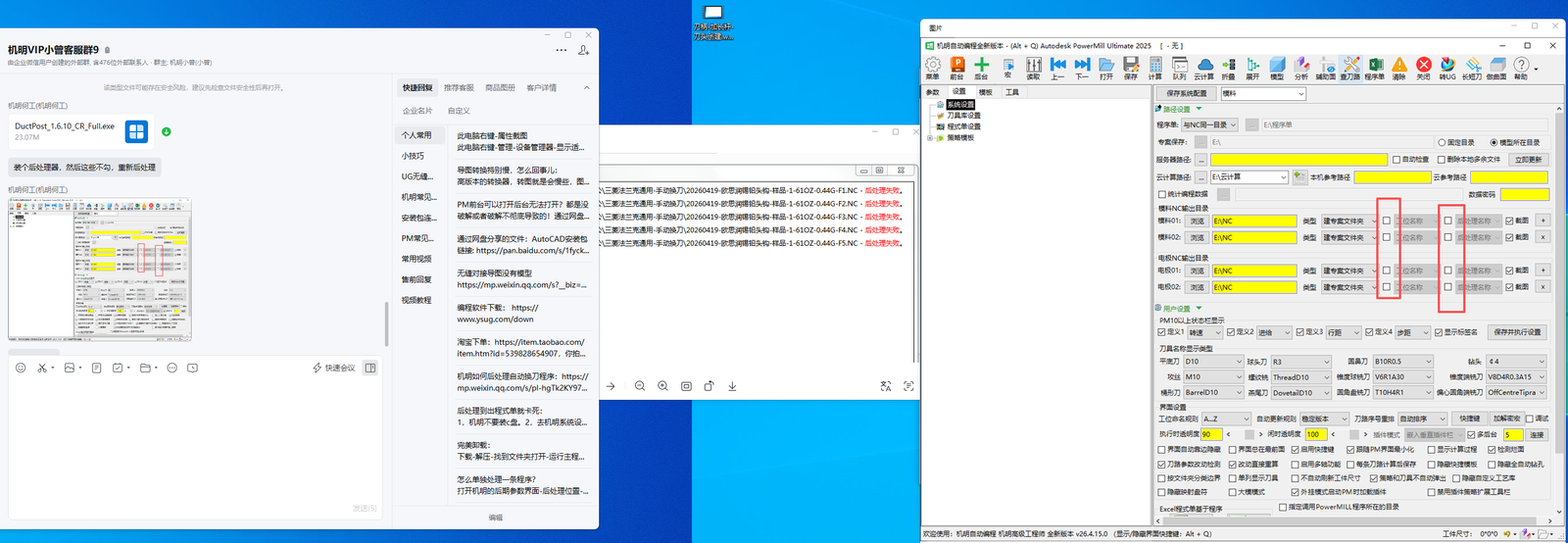
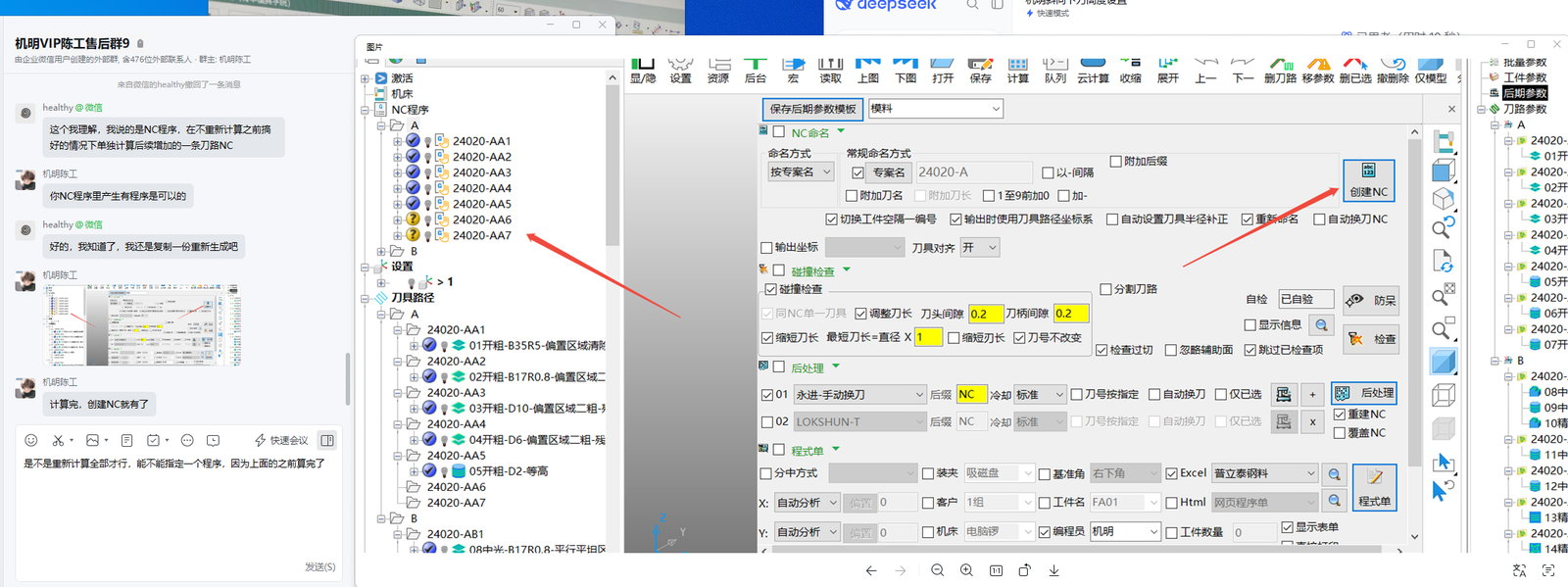
漏了一条程序,刀路已经改好,想在不重新计算之前刀路的情况下,单独生成这条新增刀路的NC程序。
不需要重算之前的刀路,直接在NC程序里针对新增的这条刀路单独产生(后处理)NC程序即可。
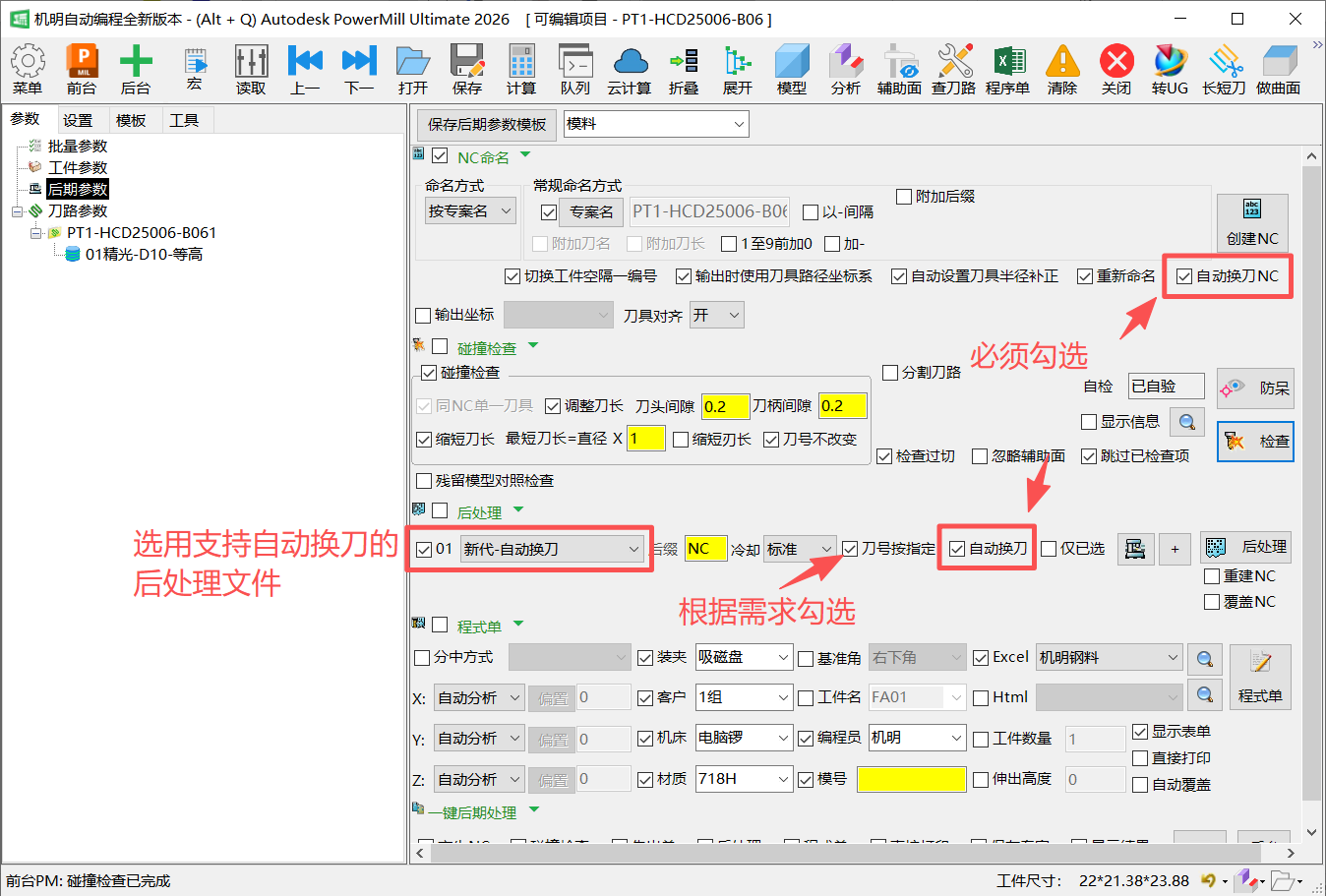
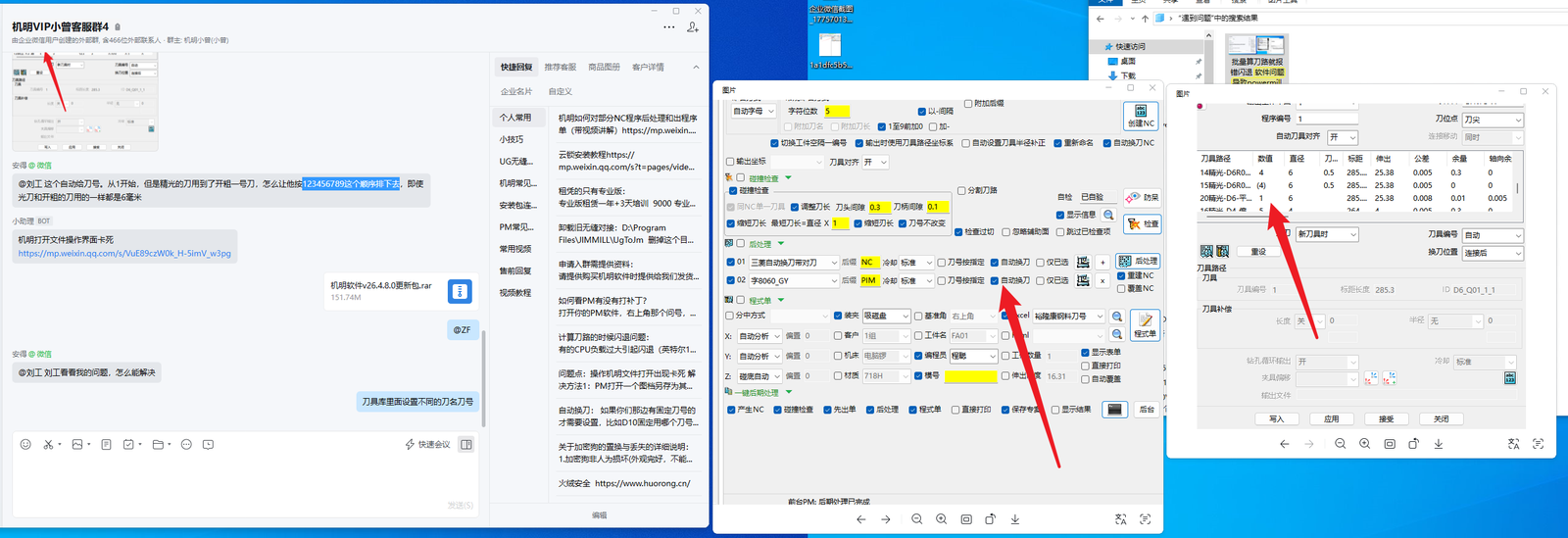
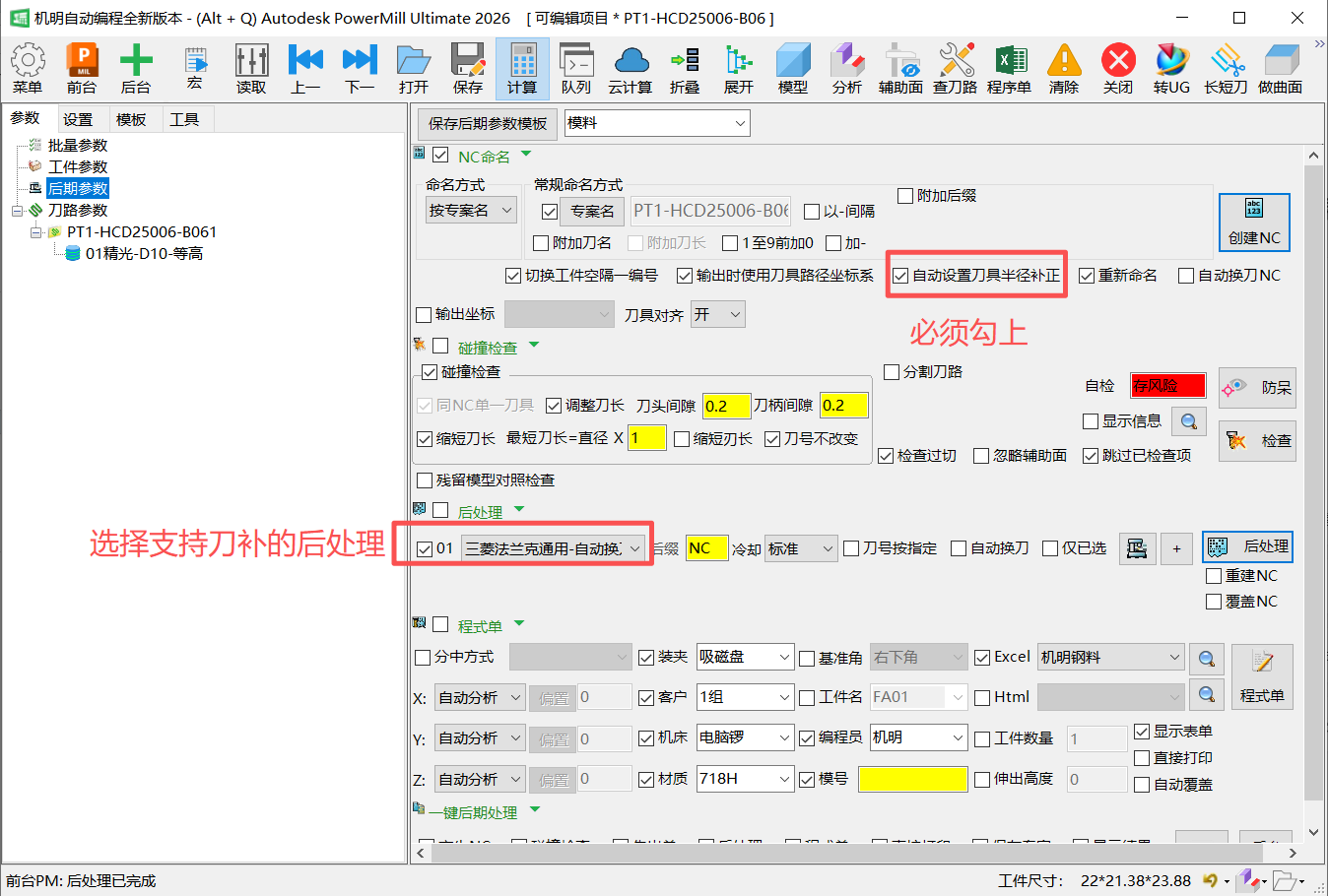
①进入机明软件的后期参数界面,选择支持自动换刀的后处理文件;②在参数区找到「自动换刀设置」并勾选开启;③选择刀号排序规则:
· 不勾选「刀号按指定」:生成程序时刀号按加工顺序自动排列(1、2、3…),按刀路刀具加工顺序依次分配。
· 勾选「刀号按指定」:刀号按刀库预先设置好的刀号生成,完全匹配刀库存储位置,无需机床重新排序。
勾选「刀号按指定」时,必须保证所有要用的刀具都已完成刀号指定,只要有一把未设刀号就会直接导致后处理失败。因此勾选前请:逐一核对刀库中所有待加工刀具的刀号,确认每把刀都绑定了正确刀号;确认新增/替换刀具后刀号已同步更新,再执行后处理输出。
后处理报错,提示「有些刀具编号还未被指定」。
原因是刀具编号按指定,而刀具又没有设置刀号。①重新设置好刀具编号;②或后处理时「刀具编号按指定」不勾、改为按自动。

自动给刀号从1开始,但精光刀和开粗一号刀直径相同(都6mm)被排成同一刀号,想让刀号按1、2、3…顺序连续排。
在刀具库里给直径相同但用途不同的刀具设置不同的刀名/刀号,这样自动换刀就会把它们识别为不同刀具、分配不同的连续刀号。
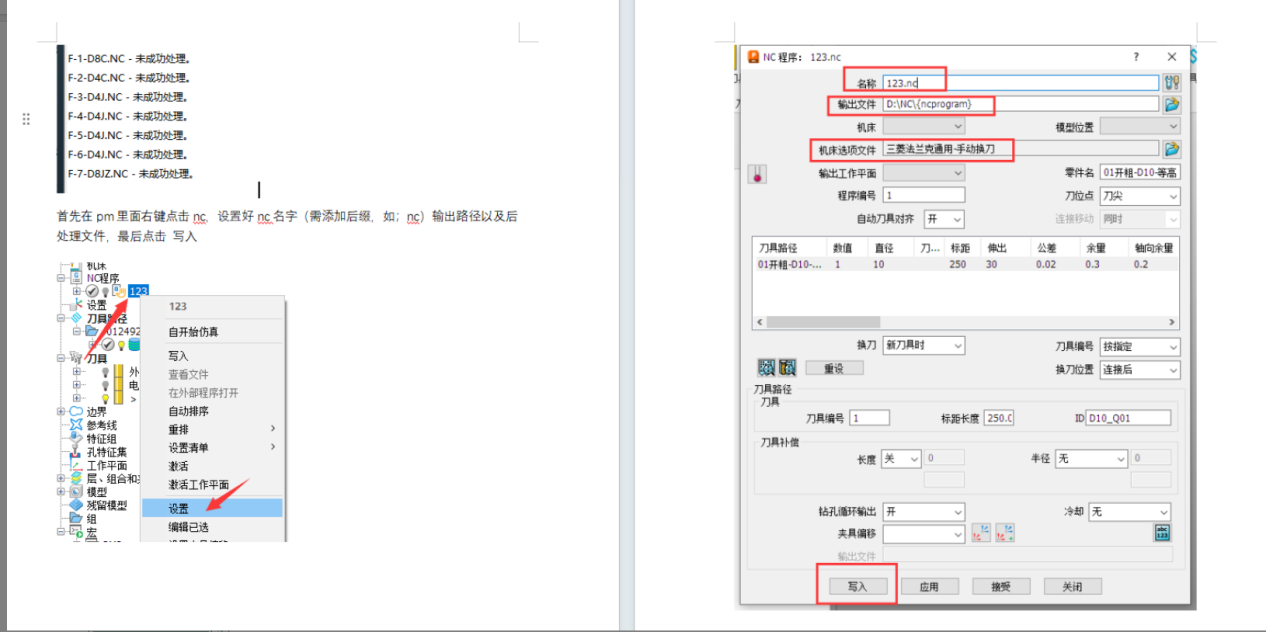
遇后处理失败,先按此初步定位:①在PowerMill中右键生成的NC程序;②打开NC设置界面点「写入」执行后处理,根据弹出的具体报错对照下文处理。
1. 「后处理错误·从注册表获取转换器版本失败,请确认DuctPost安装且注册无误」
原因:当前PowerMill未安装PM后处理器模块。解决:下载安装对应版本的后处理模块安装包,也可联系机明售后获取适配安装包。
2. 「后处理连接断开」
原因:①所选后处理器版本与当前PM的后处理工具版本不兼容(常见于.PMOPTZ格式高版本后处理文件,或COM组件未注册);②手动换刀时单条NC内刀具刀号不一致也会报错。
解决:①激活对应高版本的PM后处理器模块完成版本匹配;②手动换刀则把刀具刀号改成一致。
3. 自动换刀程序后处理失败
原因:多条刀路用不同刀具,但未给每把刀分配唯一刀号。解决:为每把刀具分别设置唯一刀号后重新生成。

4. 三轴后处理无法处理多轴程序
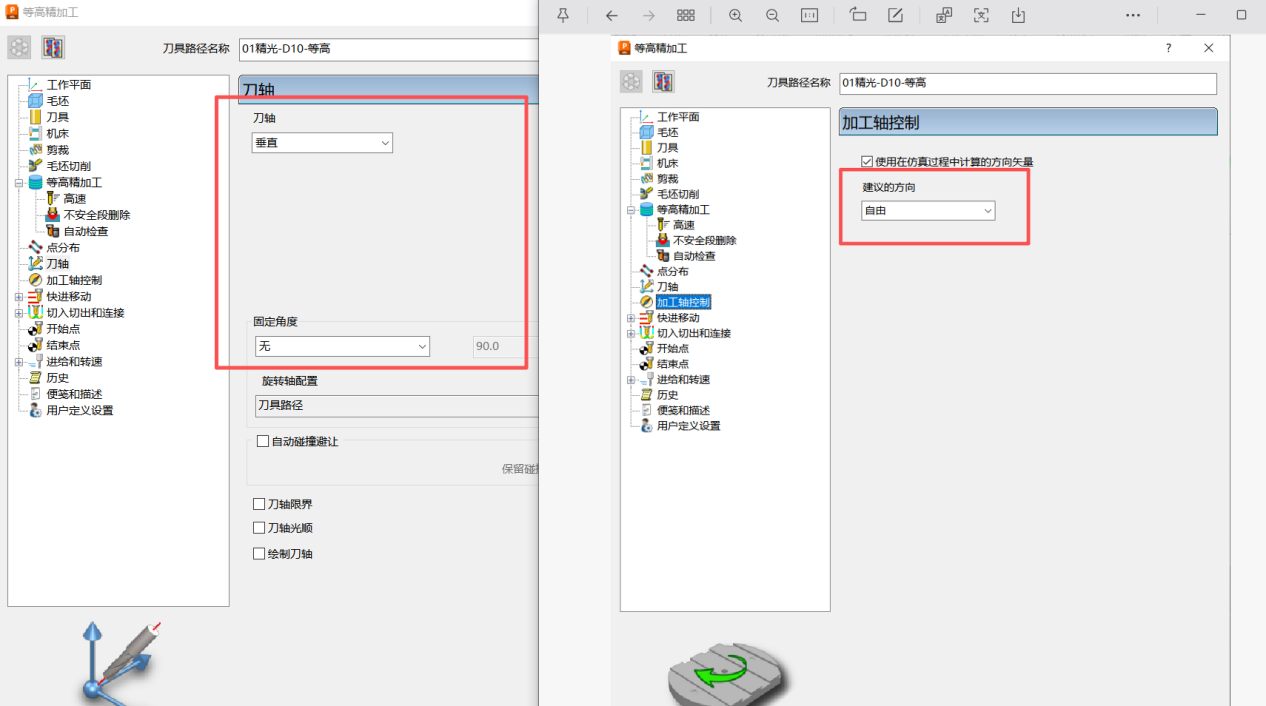
原因:用仅支持三轴的后处理文件处理多轴刀路。解决:打开无法处理的刀路,将刀轴改「垂直」、加工轴改「自由」,重算刀路后重新生成;需保留多轴则更换对应多轴后处理文件。
5. 坐标系不匹配导致后处理失败
原因:编程使用的坐标系编号与后处理调用的不一致。解决:打开机明后期参数界面,勾选「输出时使用刀具路径坐标系」,重新创建NC后处理程序。
6. 「目录名称无效」
原因:后处理器核心文件损坏。解决:重新下载安装对应版本的后处理模块。
7. 无明确报错但无法生成NC
原因:保存NC的输出路径文件夹,当前Windows账号无读写权限。解决:更换有权限的NC输出路径重新后处理;也可更换后处理文件排查是否后处理文件本身问题。
| 序号 | 报错内容/故障现象 | 核心原因 | 解决方法 |
|---|---|---|---|
| 1 | 从注册表获取转换器版本失败,提示DuctPost未注册 | 未安装机明PM后处理器模块 | 下载安装对应版本后处理模块 |
| 2 | 后处理连接断开 | 后处理版本与当前PM不兼容 | 激活对应高版本后处理器 |
| 3 | 自动换刀程序后处理失败 | 未给刀具分配唯一刀号 | 为每把刀具设置唯一刀号 |
| 4 | 多轴刀路后处理失败 | 用三轴后处理处理多轴刀路 | 修改刀轴为垂直、加工轴为自由后重算,或更换多轴后处理 |
| 5 | 手动换刀后处理报警 | 刀具刀号不一致 | 手动修改刀号确保统一 |
| 6 | 参数正确但后处理失败 | 坐标系编号不匹配 | 核对编程和后处理使用的坐标系编号,保持一致 |
| 7 | 提示目录名称无效 | 后处理器文件损坏 | 重新安装后处理器模块 |
| 8 | 执行写入后无NC文件生成 | 输出文件夹无读写权限 | 更换有权限的输出路径 |
1610版本后处理模块下载地址:http://update.jimmill.com/Download/DuctPost1610.rar
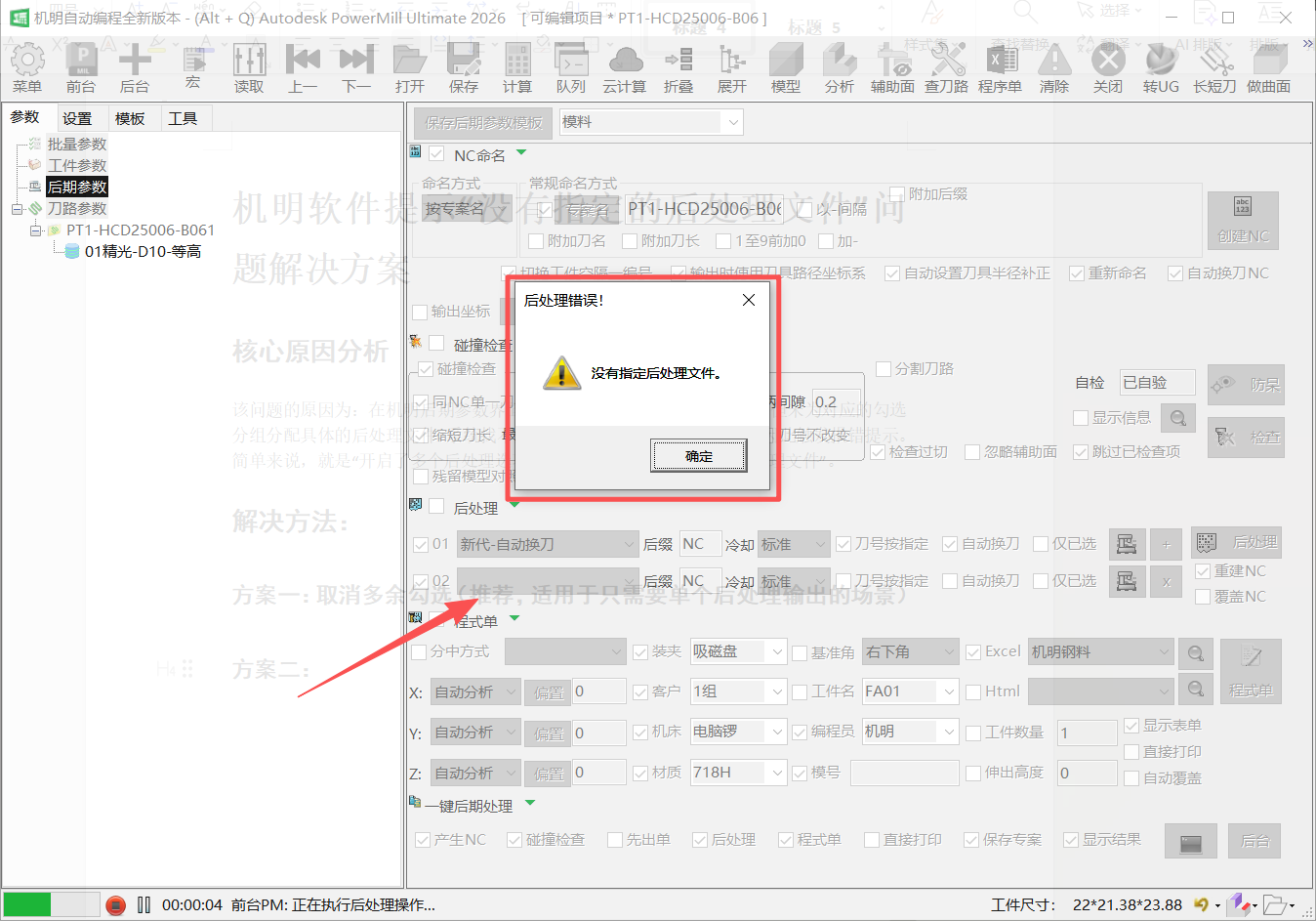
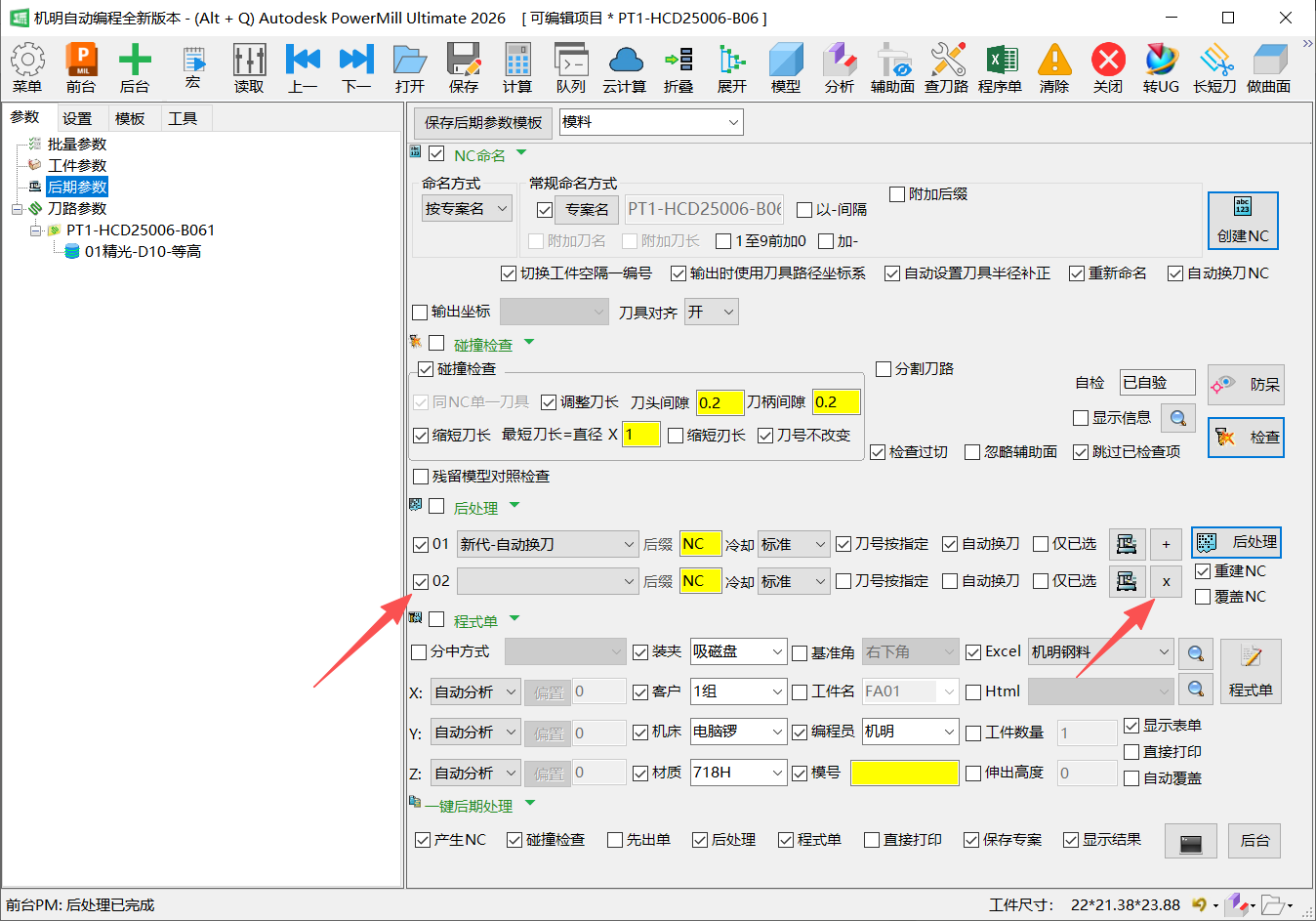
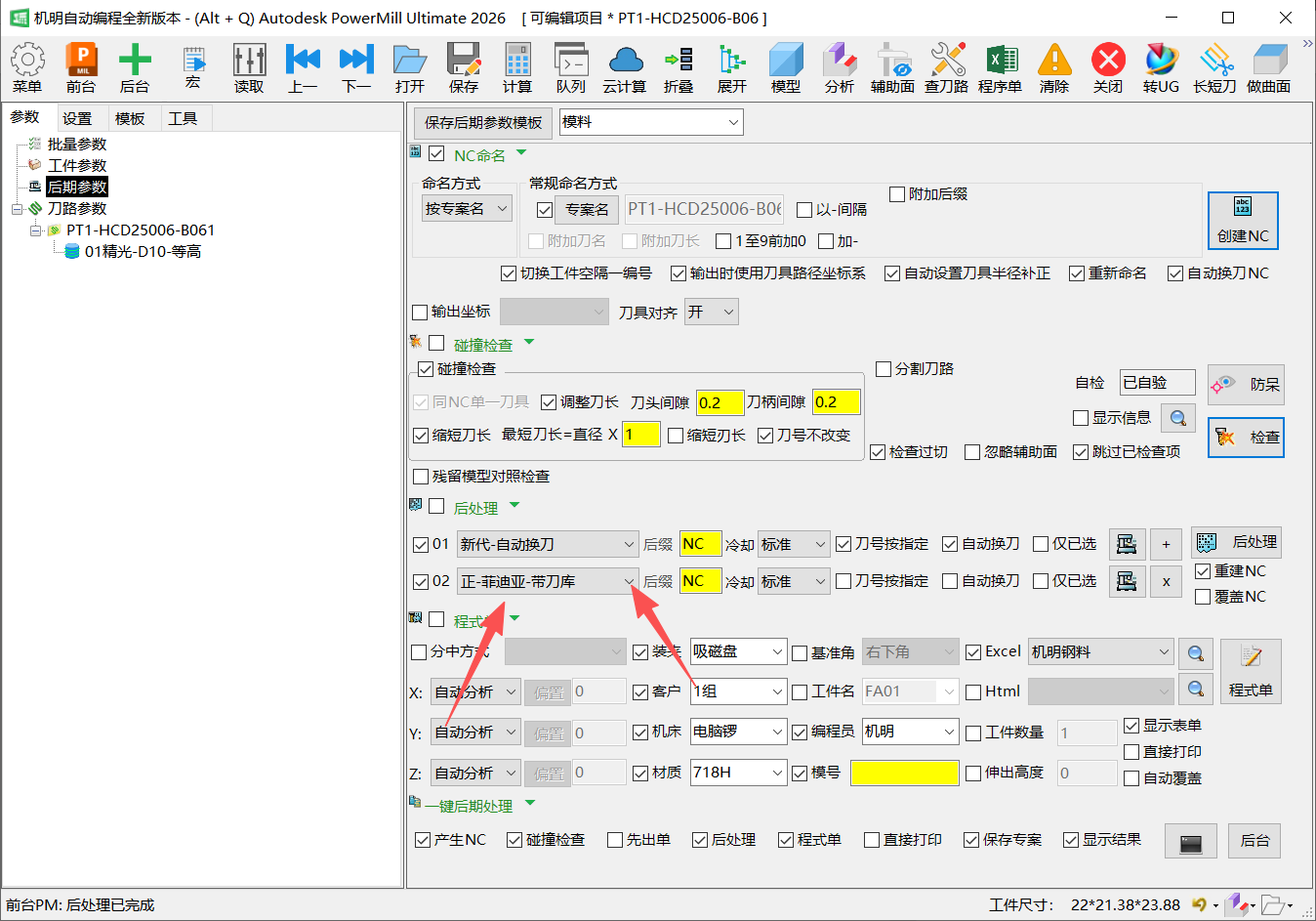
在机明后期参数界面勾选了「多个后处理文件设置」,但未为对应的勾选分组分配具体后处理文件,系统找不到指定的后处理配置文件,因此报错。即「开启了多个后处理选项,但没给选项选上可用的后处理文件」。
原因:设置的输出路径对应磁盘在当前电脑不存在(最常见如设成 G:\NC程序\ 但电脑没有G盘),软件无法创建输出文件,后处理终止。
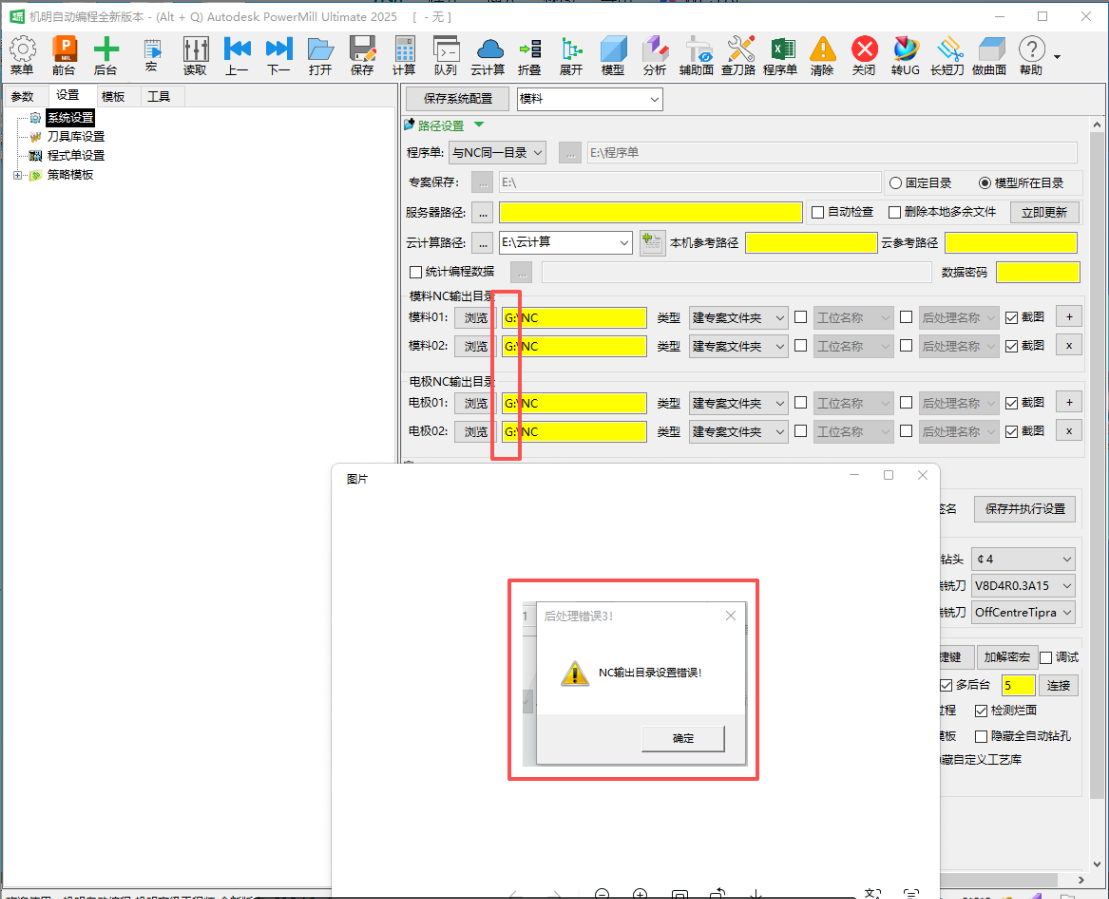
解决:①进后处理参数设置界面,找到NC输出路径配置项;②把指向不存在磁盘的路径改为当前电脑已存在磁盘的有效路径(如 D:\NC程序\,目标文件夹不存在可手动创建或由软件自动生成);③点「保存为后处理参数模板」设为默认,后续调用自动沿用正确路径。
提示:「后处理目录错误!存在没有定义后处理目录的项,请先在[系统设置]-[路径设置]中先定义好NC输出目录」。原因:后处理参数中的输出目录项数量与系统设置-路径设置中的输出路径项数量不一致(如后处理参数只配了1个、系统设置配了2个)。
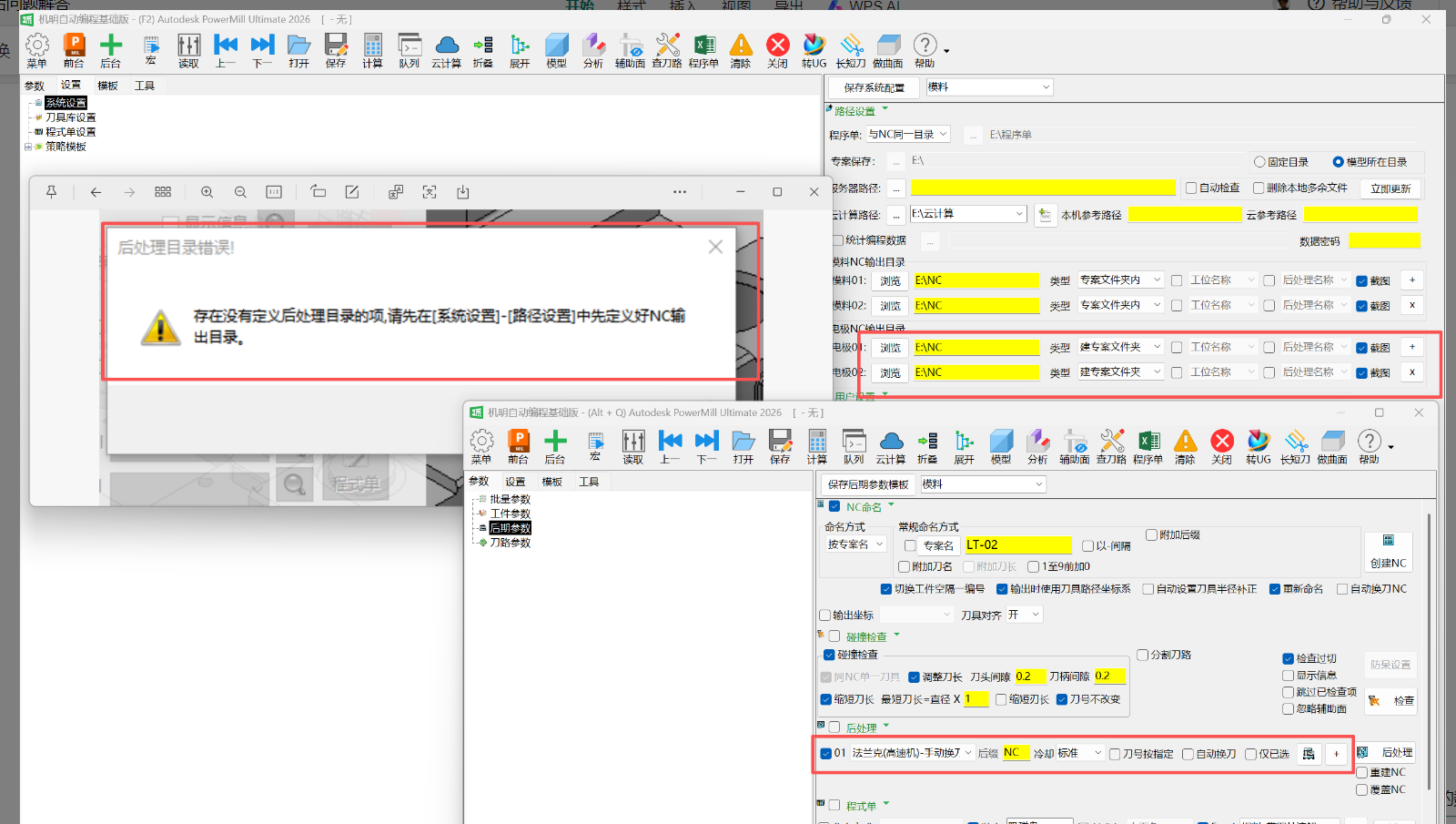
解决:①检查系统设置-路径设置中NC输出目录的项数;②核对后处理参数中输出目录项的数量,确保两边完全一致;③有差异则删多余或补缺失,保证项数相等,保存后重新执行后处理。
①换个后处理文件试一下,确定不是后处理文件本身引起的后处理器错误。
②检查NC输出路径和后处理文件是否都已选择。
③后处理模块损坏的,到机明官网下载中心—PM资料下载PM后处理模块,重新安装一遍。
注:2017以上版本自带的是高版本pmoptz格式后处理器,如要用opt格式后处理,需单独安装DuctPost1610模块。
希望机明出程序后,生成的NC程序、程序单和图片统一输出到同一个文件夹里。
在机明后处理设置里配置输出路径:将NC、程序单、图片的输出目录设为同一文件夹即可(参见后处理设置界面中对应的路径/输出选项)。
①「补正编号」不勾选时,默认使用刀号作为补正编号;②切削方向选「顺铣」;③半径补正选「左补偿」。
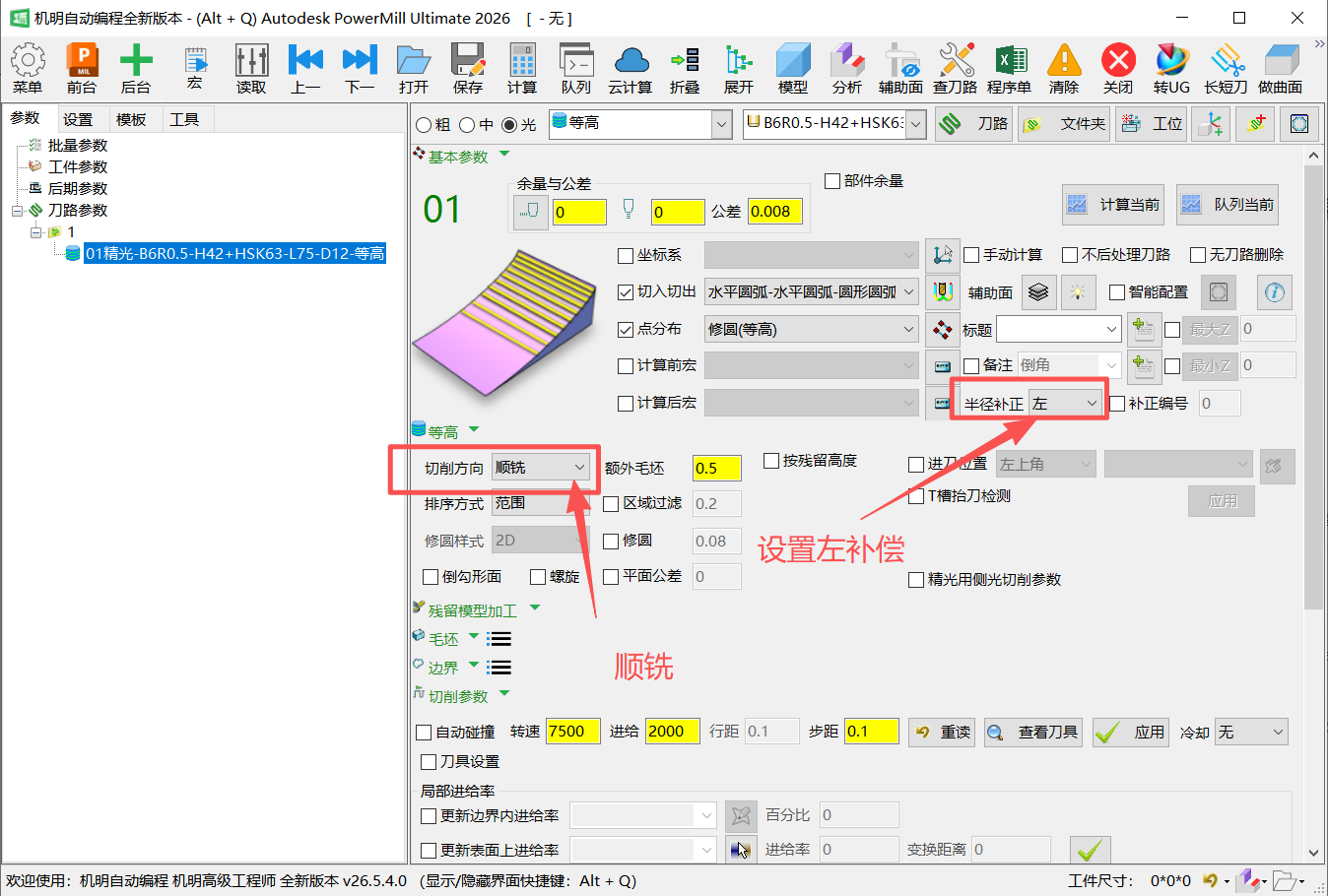
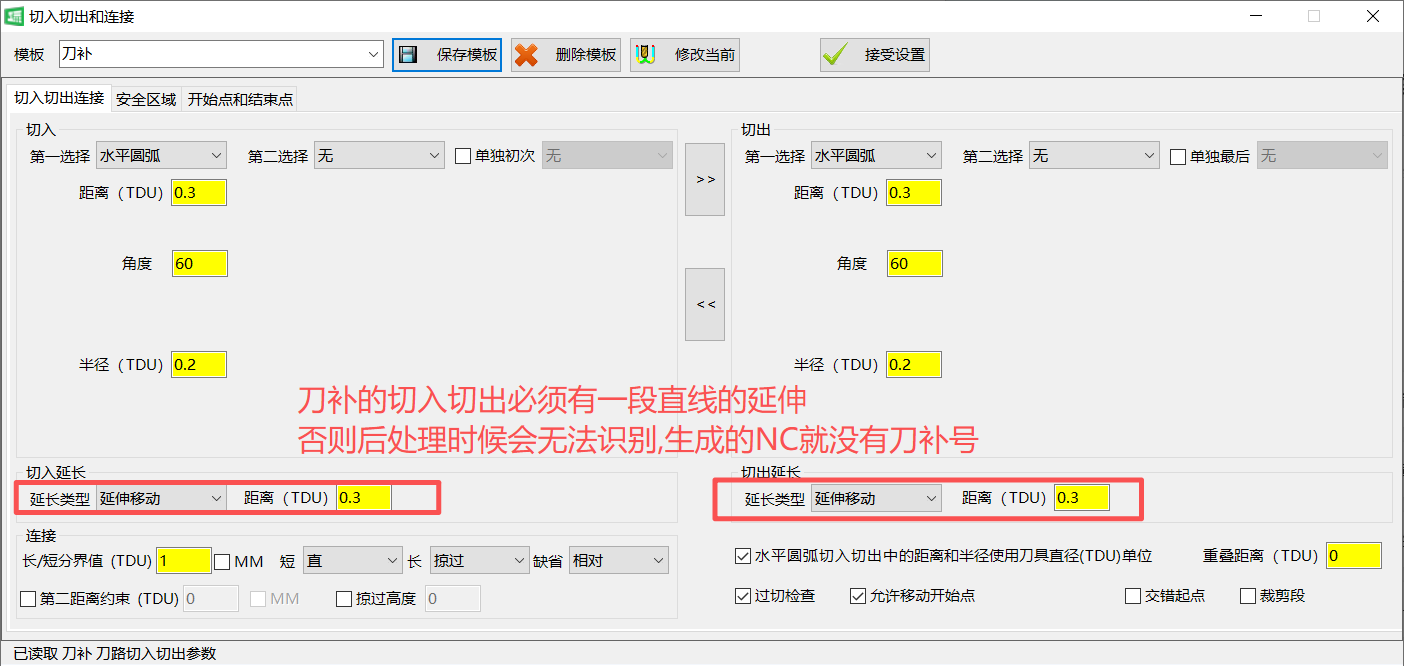
若后处理输出的程序中没有刀补代码,大概率是:①后处理本身不支持刀补输出;②切入切出参数没设置正确(需特别注意「直线延伸」这一步的参数)。
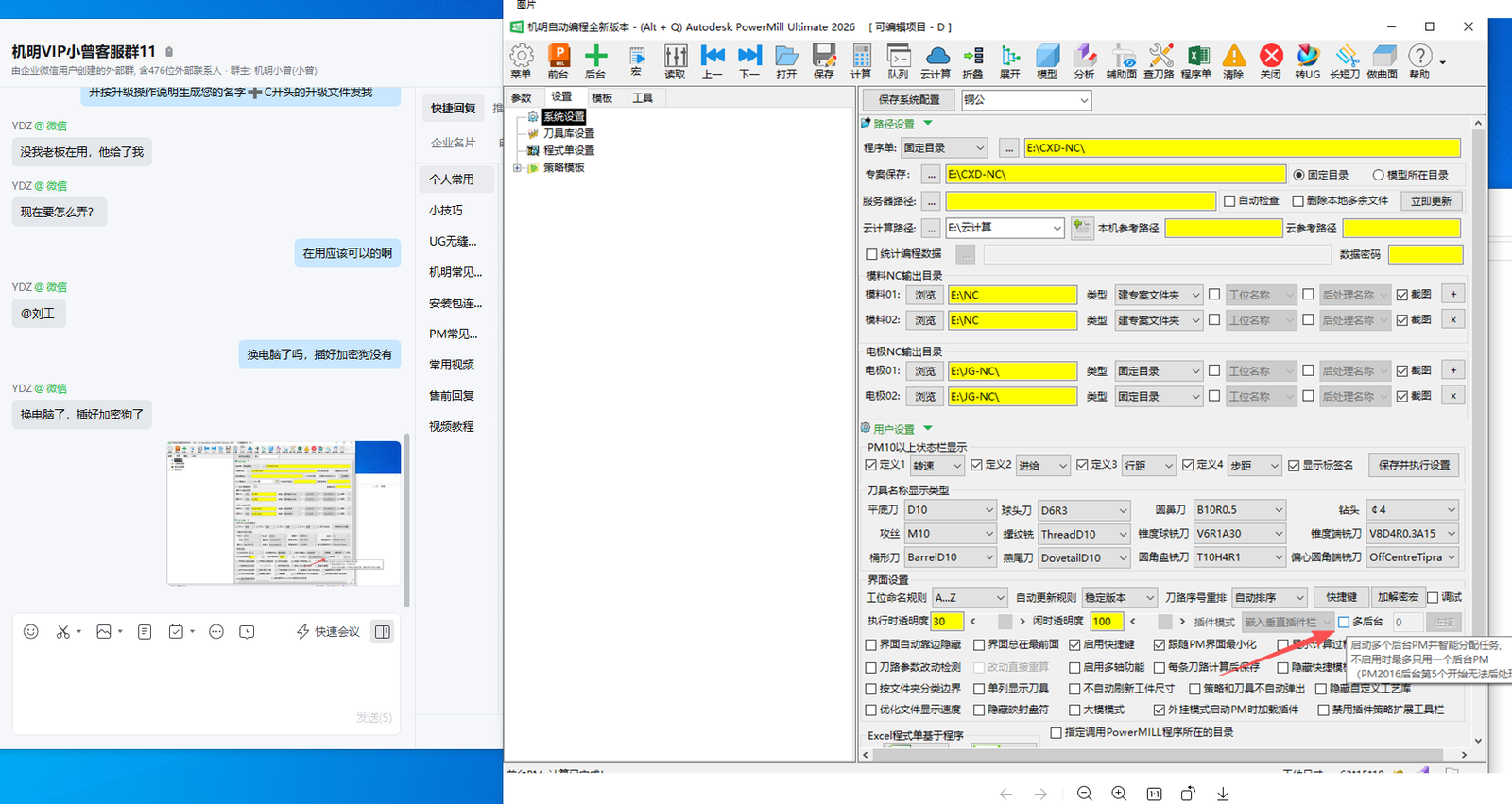
如何设置多个后台并列计算(多后台后处理)。
在「应用设置」中勾选「多后台」选项。勾选后软件会自动开启多个后台 PowerMill 实例并智能分配后处理任务;不勾选则同一时间最多只有一个后台 PM。(注:PowerMill 2016 后台最多只能开一台后处理,无法多任务。)
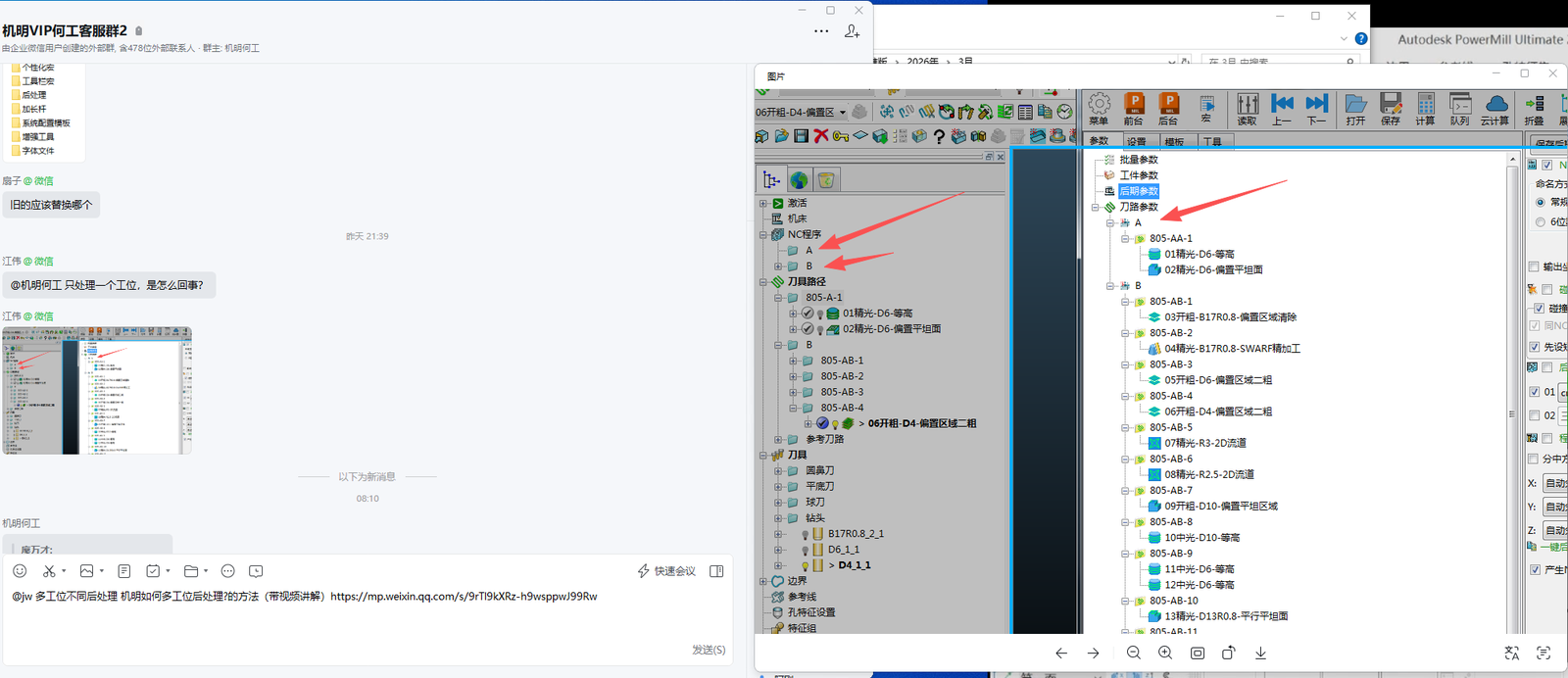
后处理时只处理了一个工位。
每个工位在资源管理器的「NC程序」下对应一个独立的 NC 程序节点(如 A、B)。对想要处理的工位,单独对其对应的 NC 程序进行后处理即可。完整方法可参考「多工位后处理」视频讲解。
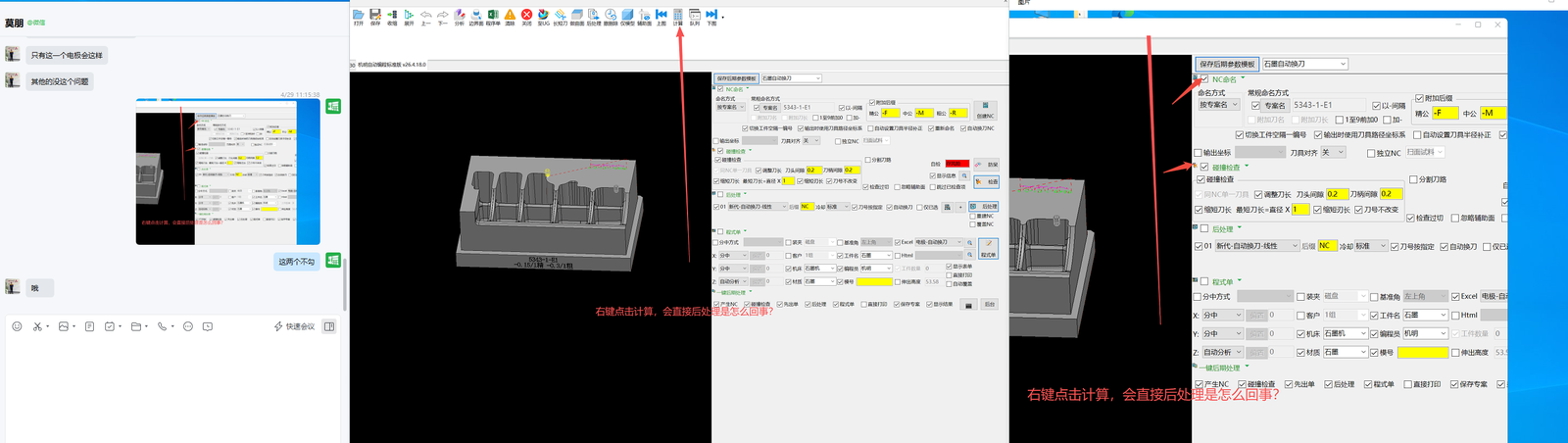
对某个电极右键点击「计算」后,会直接自动进行后处理。
这是因为开启了「一键后期处理」(勾选了「产生NC」等选项),导致计算后自动触发后处理。取消勾选相关选项(产生NC等),计算时就不会再自动后处理。
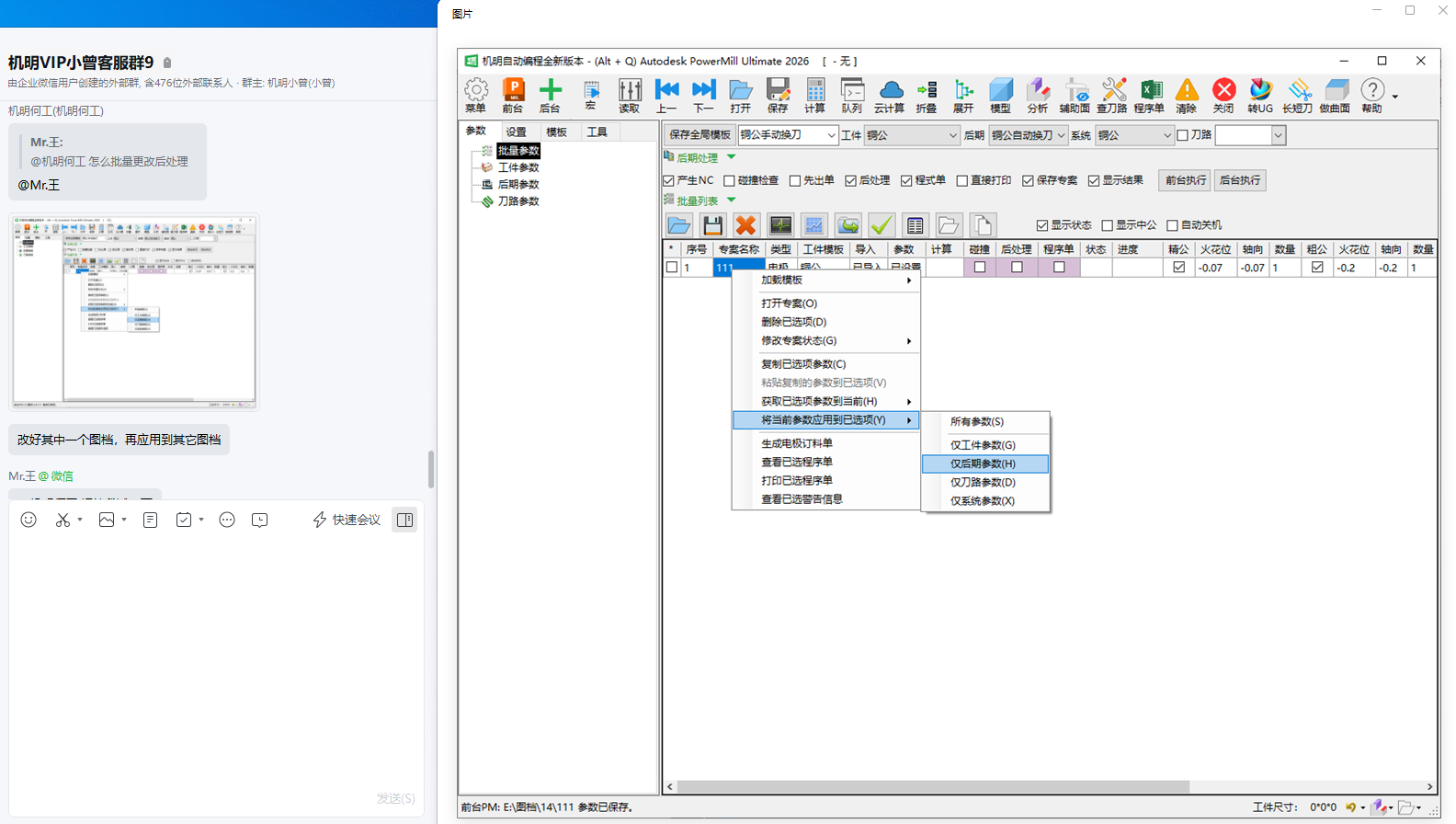
多个图档/工位想批量统一修改后处理设置。
先把其中一个图档(专案)的后处理设置改好;在机明的批量参数列表中选中该专案,右键 →「跨刀路参数应用到已选项」→ 选择「仅后处理参数(H)」,即可把这一个的后处理设置批量应用到其它已选专案。(同理还可选「所有参数/仅刀号参数/仅速度参数/仅系统参数」按需应用)
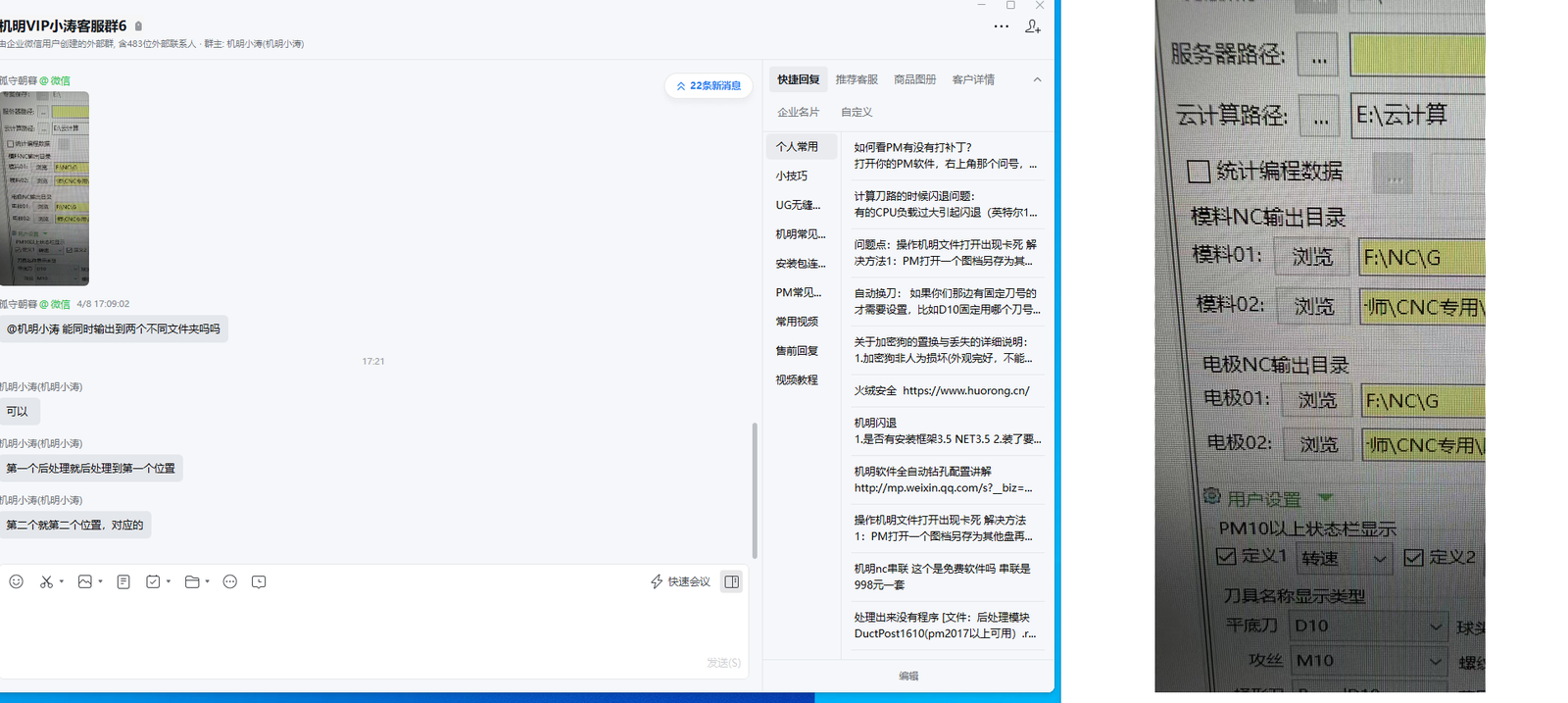
想让程序后处理时同时输出到两个不同的文件夹,是否支持。
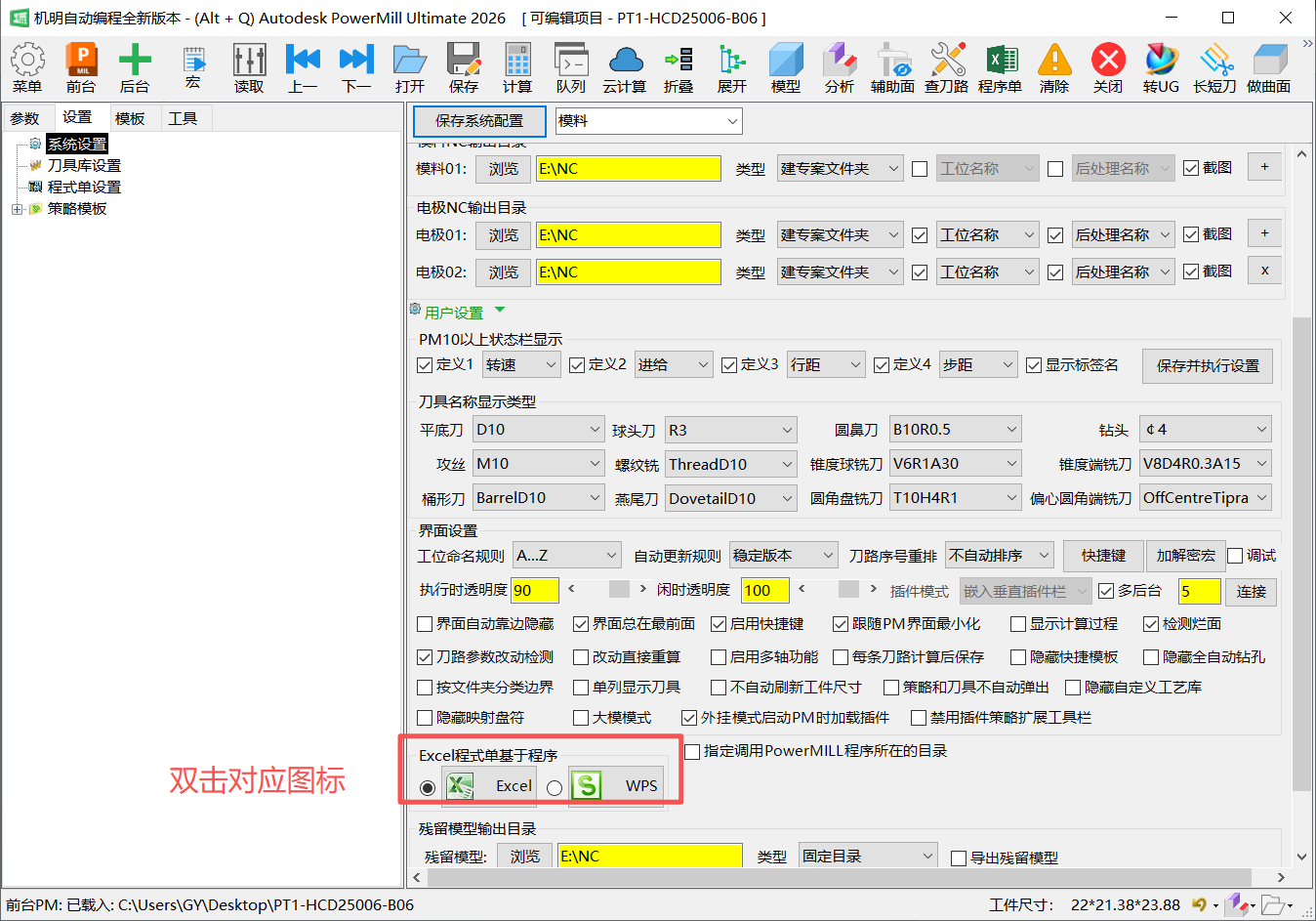
支持。在机明用户设置的「模料NC输出目录」和「电极NC输出目录」里分别设置多个路径(如 模料01、模料02 或 电极01、电极02 各自浏览指定不同文件夹)。后处理时第一个就处理到第一个位置,第二个就处理到第二个位置,按顺序一一对应输出。
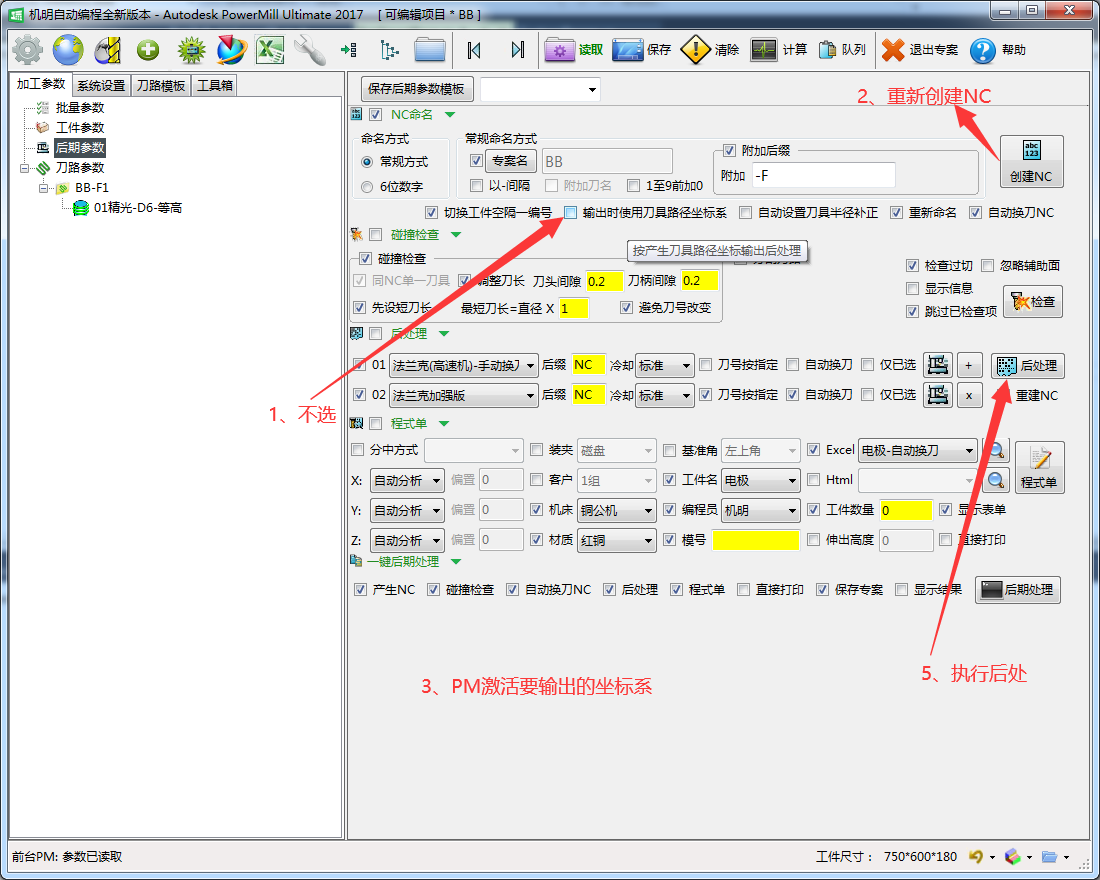
如何让机明按 PM 里激活的指定坐标系输出后处理。
①先在 PM 里激活要加工用的坐标系;②打开新版机明的「后期参数」面板,勾选【输出坐标】并选择对应的指定坐标;③注意不要勾选【输出时使用刀具路径坐标系】;④然后正常输出后处理即可,输出的后处理即按指定坐标走。
A 工位未设置好,后处理输出时坐标不对。
在程序(后处理)输出设置中勾选「输出时使用刀具路径坐标系」,让程序按刀具路径自身坐标系输出,即可解决 A 工位坐标不对的问题(客户已确认勾选后正常)。
刀路方向与坐标系方向是反的。
在常规命名方式/后处理设置界面,勾选「输出时使用刀具路径坐标系」(即按生成刀路时的坐标系输出后处理),即可让输出与刀路坐标保持一致。
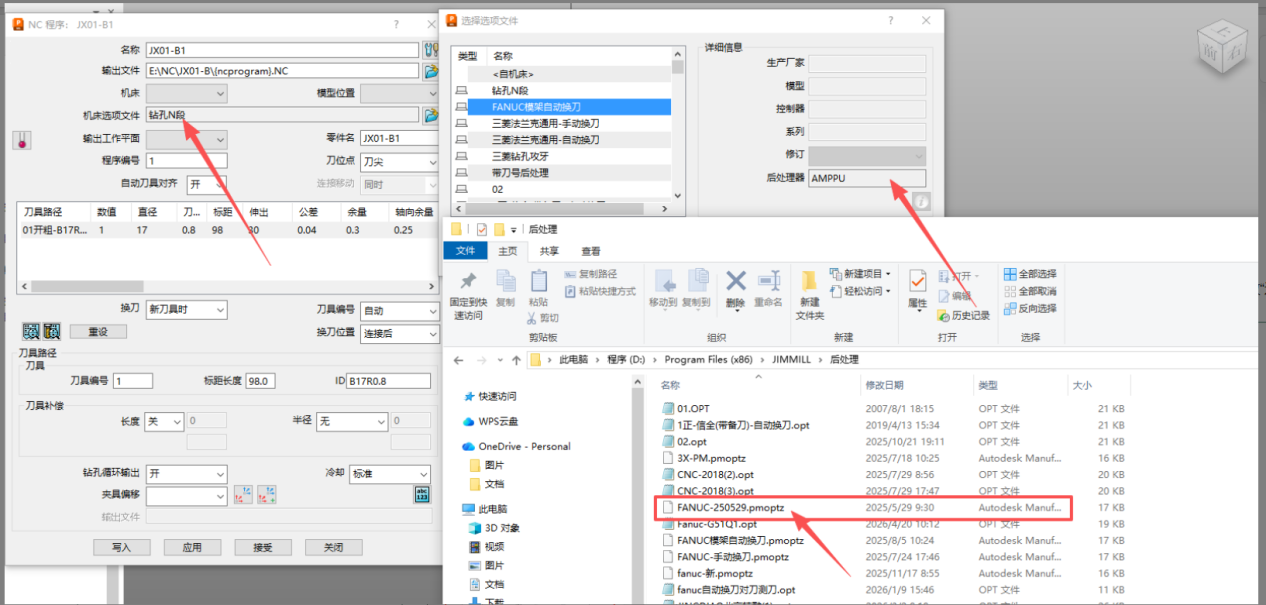
需要针对不同机床/控制系统输出各自不同的 NC 程序。
1. 先在后处理列表中增加一个对应系统的后处理(例如增加一个三菱后处理);2. 在 NC 输出设置中为模具、电极分别设置各自的 NC 输出目录;3. 按每行(模具/电极)选择对应的后处理名称与工位,并按需勾选/取消各行的「后处理」勾选项,使不同系统各自生成自己的 NC。
后处理输出的 NC 程序格式不对(如应为 .nc 却出成 .tap 等)。
在机明「NC程序」后处理设置窗口中,选择正确的后处理器/NC 格式(界面中的 NC 格式下拉框,如截图红箭头所指),改对后点「创建NC」重新输出即可。
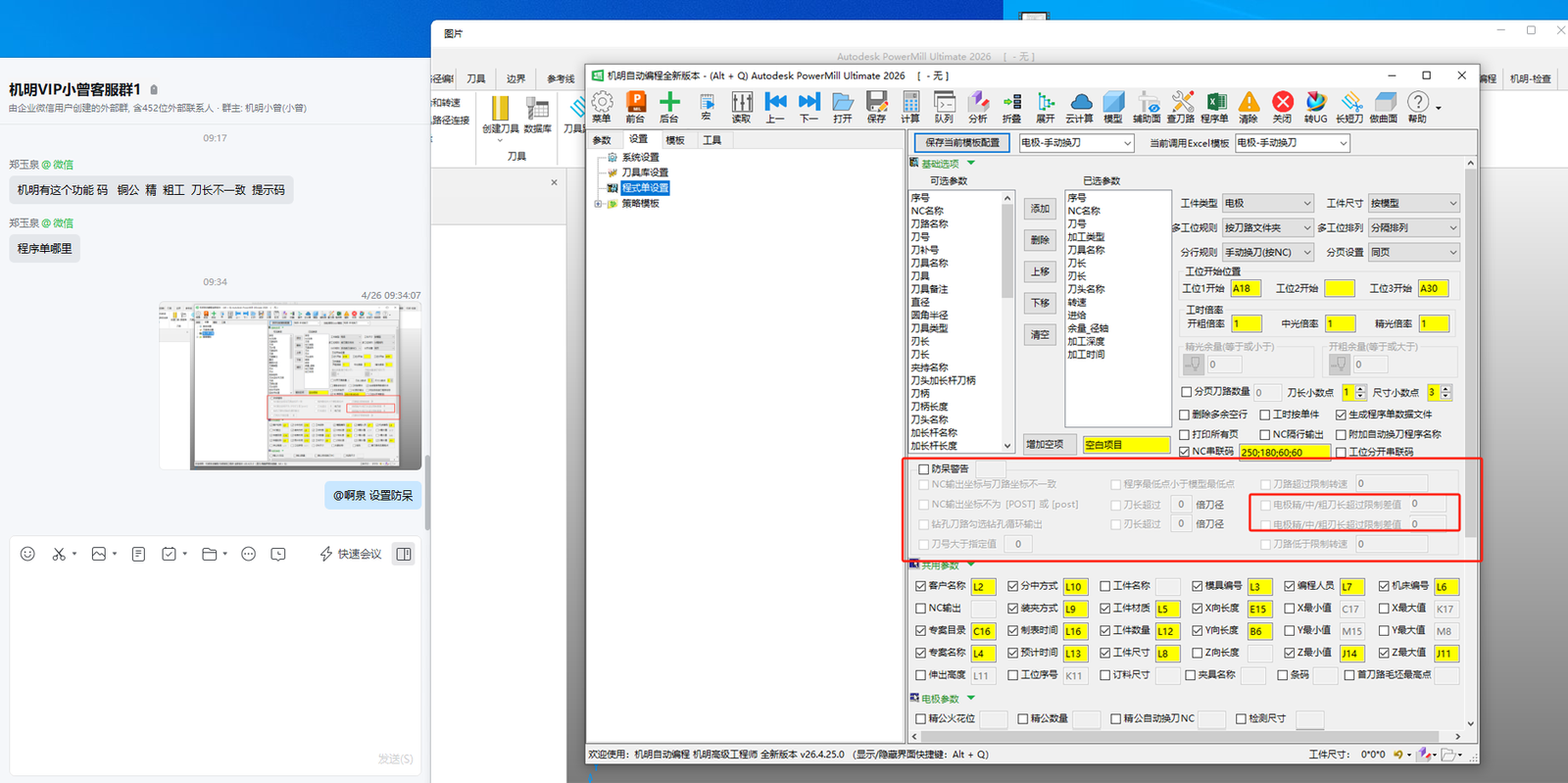
想让机明在铜公(电极)精工、粗工刀长不一致超出范围时给出提示/报警。
在后处理/出程序设置的「防呆警告」区域,勾选并设置「电极精/中/粗刀长超过限制差值」,填入允许的限制差值;当精、中、粗加工刀长差异超过该值时即触发报警。
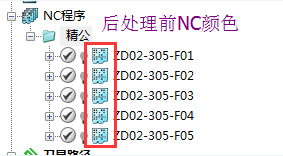
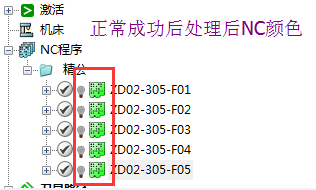
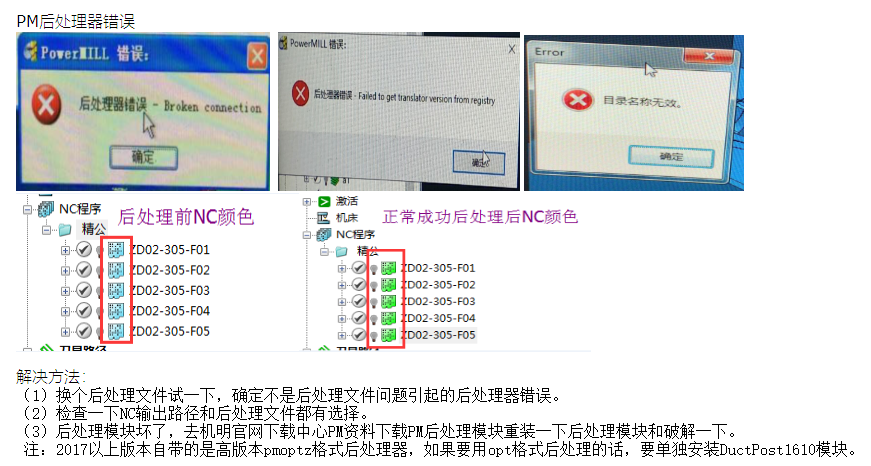
PowerMill 后处理时报错(如 Broken connection、Failed to get a valid version),刀路后处理后 NC 颜色未变绿、生成失败。
对比后处理前后 NC 颜色判断是否成功(成功后 NC 节点变绿)。排查步骤:①换一个后处理文件试一下,确认不是后处理文件本身引起;②检查 NC 输出路径和后处理文件是否都已选择;③后处理模块异常时,到机明官网下载中心 PM 资料里下载 PM 后处理模块,重装并重新注册激活后处理模块;④2017 以上版本自带的是高版本 pmoptz 格式后处理器,如需使用 opt 格式后处理,要单独安装 DuctPost1610 模块。
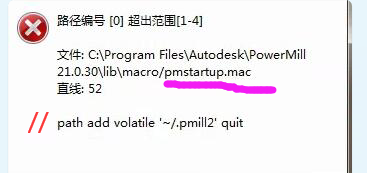
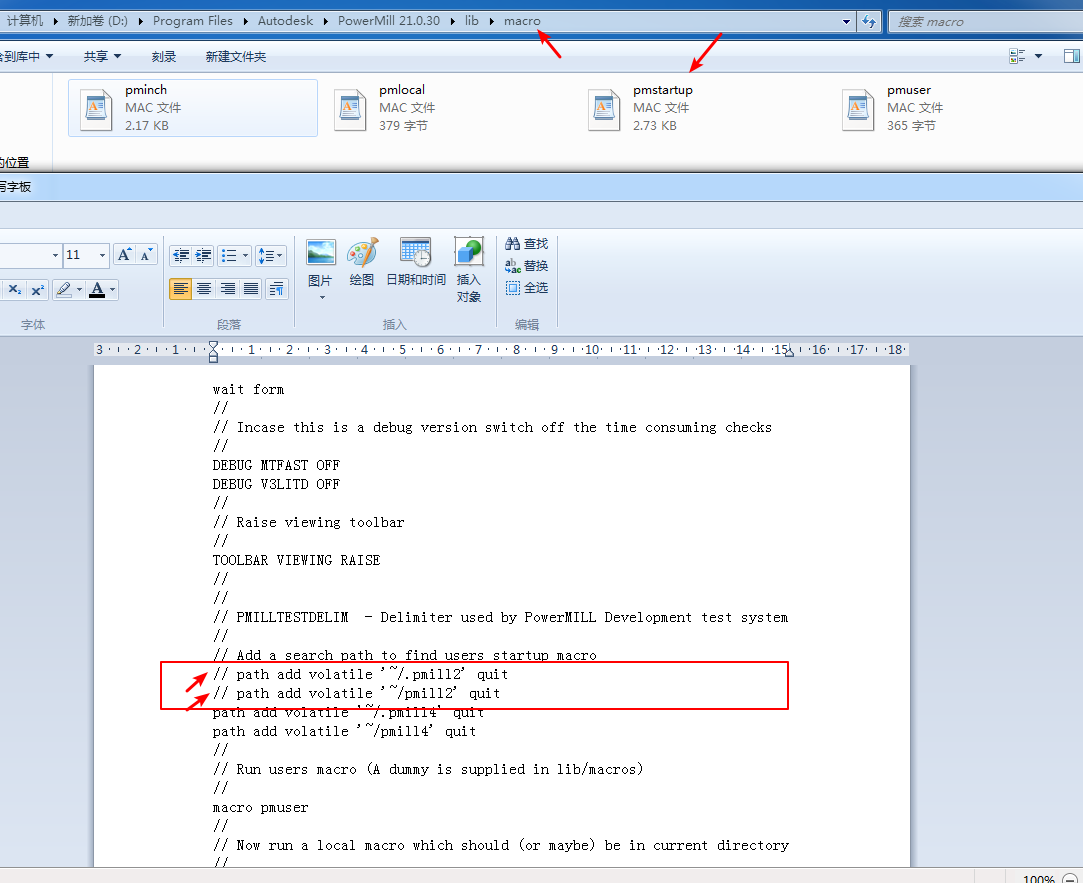
PM 提示「路径编号超出范围」的报警。
①找到对应的 path 文件并打开;②在文件前面加上两个斜号符号「//」;③保存后重新运行即可正常。
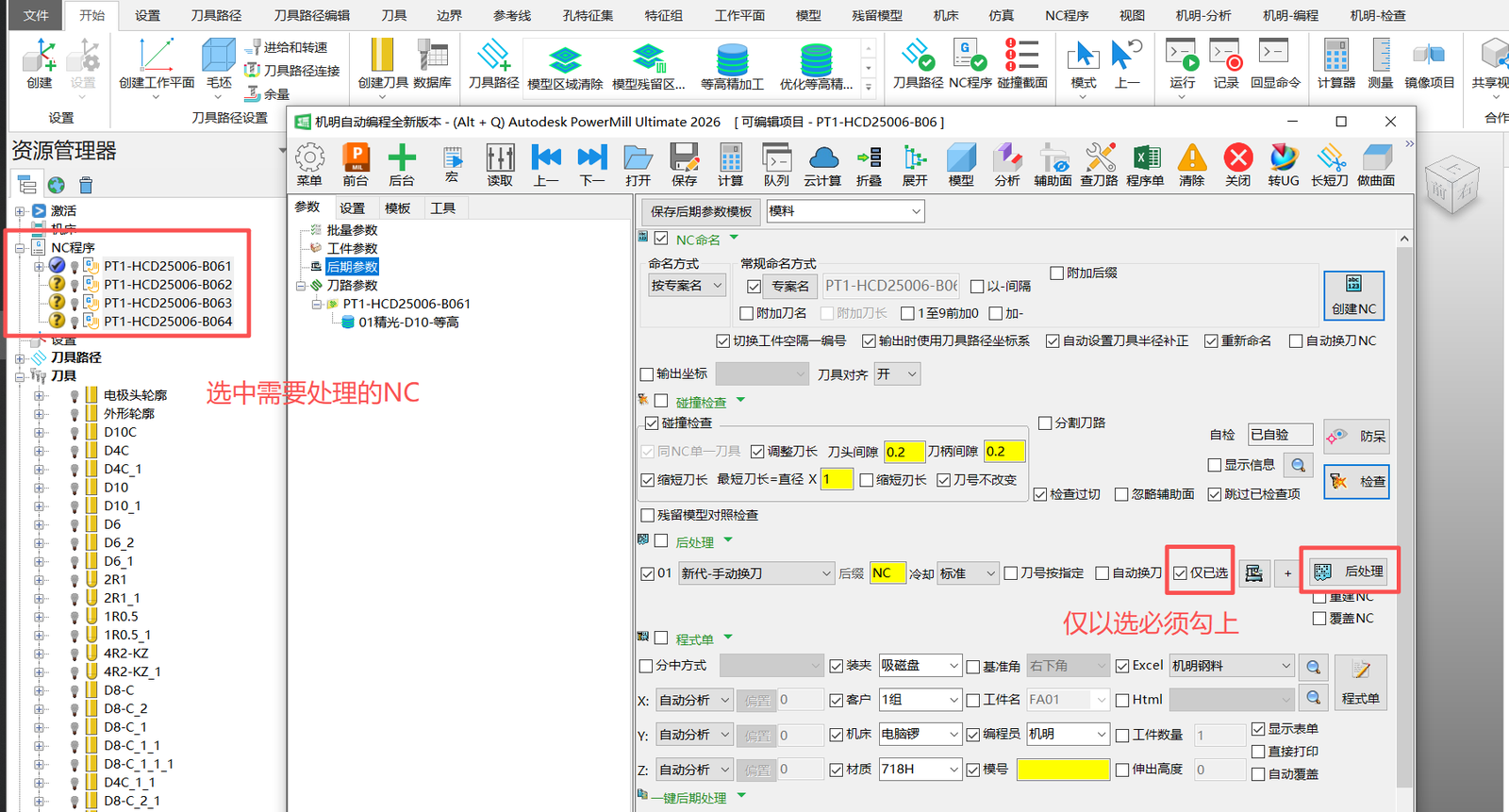
①在PM中选中需要处理的NC程序(呈阴影显示才是选中);②在机明中启用「仅选中参数执行后处理」。
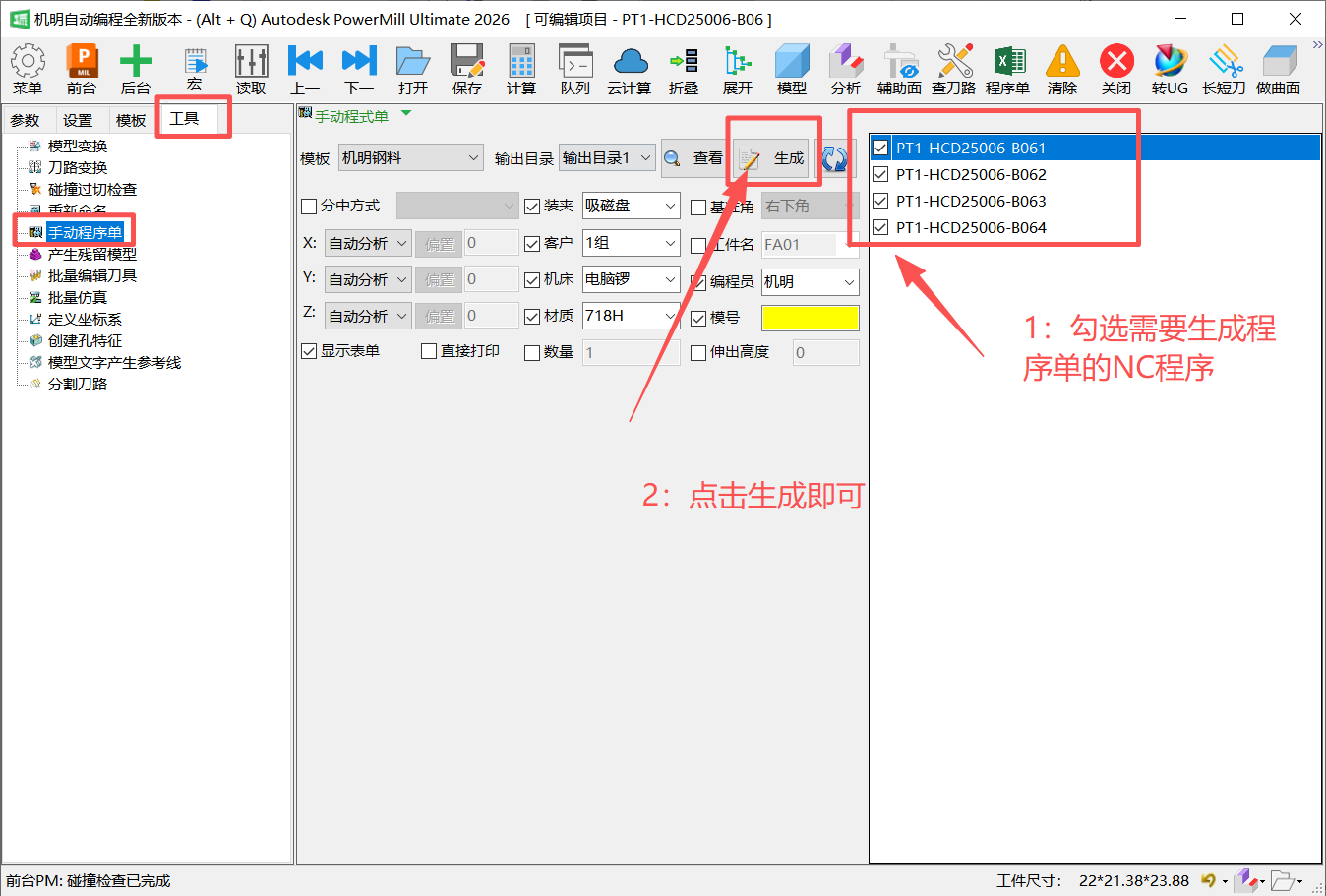
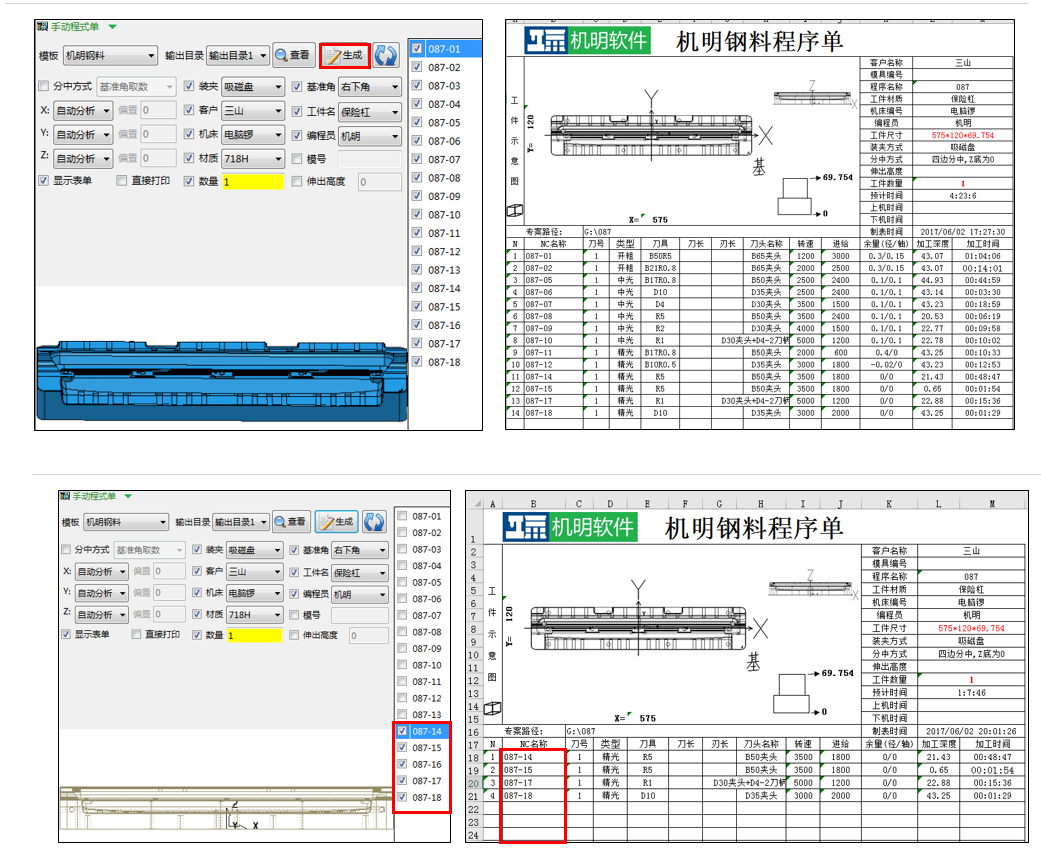
①打开机明,切换到「工具」界面,选择「手动程序单」功能;②在右侧NC程序列表中逐个勾选要输出的NC程序,确认后点「生成」,机明即生成仅含选中NC程序的加工程序单。
出程序单不显示视图,主要是 PowerMill 2022 以下低版本与丽台专业系列显卡驱动不兼容,无法正常渲染程序单中的视图。经实测,以下型号在 PowerMill 2022 以下版本时 100% 出现该问题:A2000、A4000、T400、T600、T1000、M200(丽台 A/T/P/K 四个系列)。
升级到 PowerMill 2022 及以上版本即可,该版本已官方修复低版本与新丽台显卡的兼容问题,升级后直接出程序单即可正常显示视图。已安装 2022 的,建议把补丁升级至 Version: 2022.1.1.2022115。
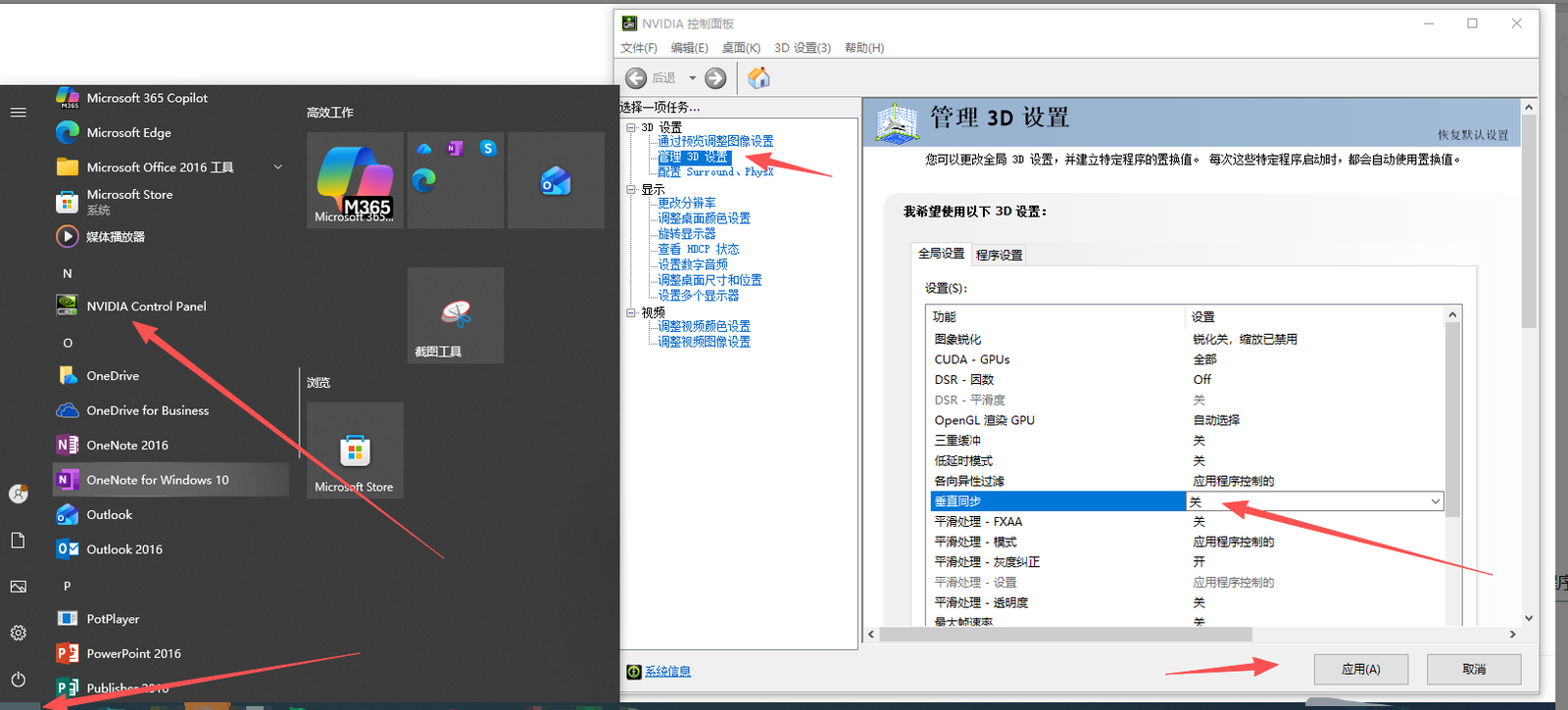
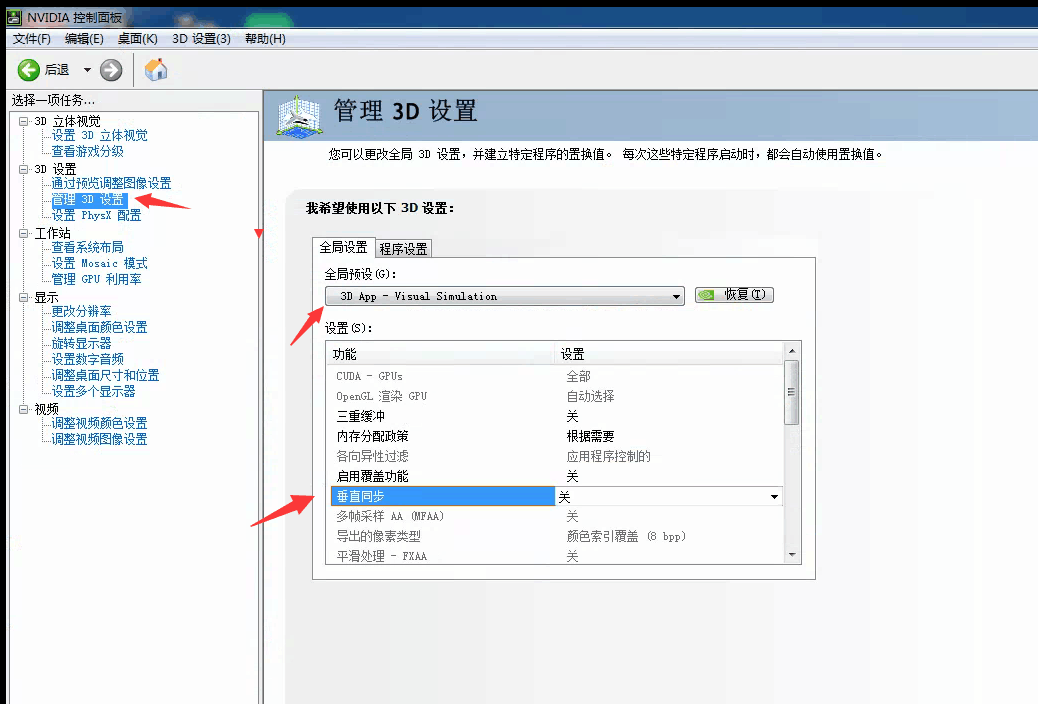
暂不想换 PM 版本可改 NVIDIA 控制面板:①打开 NVIDIA 控制面板;②在「管理3D设置」中找到 PowerMill 的自定义设置;③把「垂直同步」设为关闭;④保存后重启电脑,重新出程序单查看。
①查看显卡型号:右键「此电脑」→「管理」→设备管理器→显示适配器;②获取适配驱动:下载整理好的驱动包(百度网盘 https://pan.baidu.com/s/1eg8u2_FWItQJyik7XsAoOQ 提取码 jm66),或前往 NVIDIA 官网/用驱动总裁等工具下载不同版本旧驱动;③装好重启测试,直到找到能正常显示视图的版本。换多个驱动仍不行,请直接用方法1升级版本彻底解决。
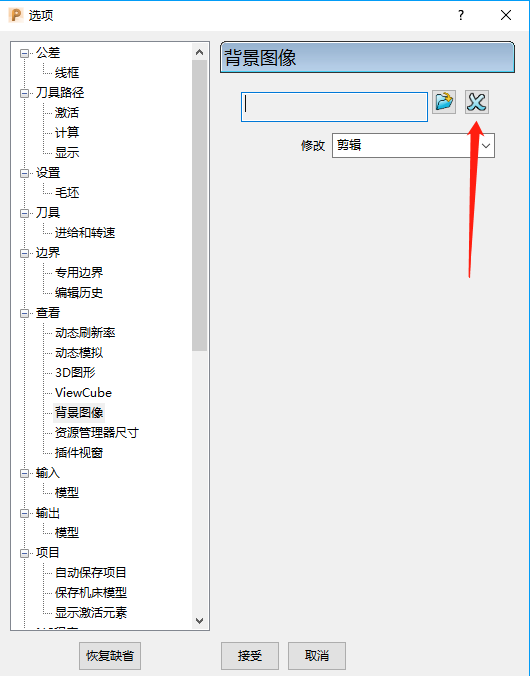
机明出程序单的工件背景图发黑。
原因是 PM 里使用了黑色背景。在 PM 里不要用黑色背景,换成其他背景色后重新出单即可。
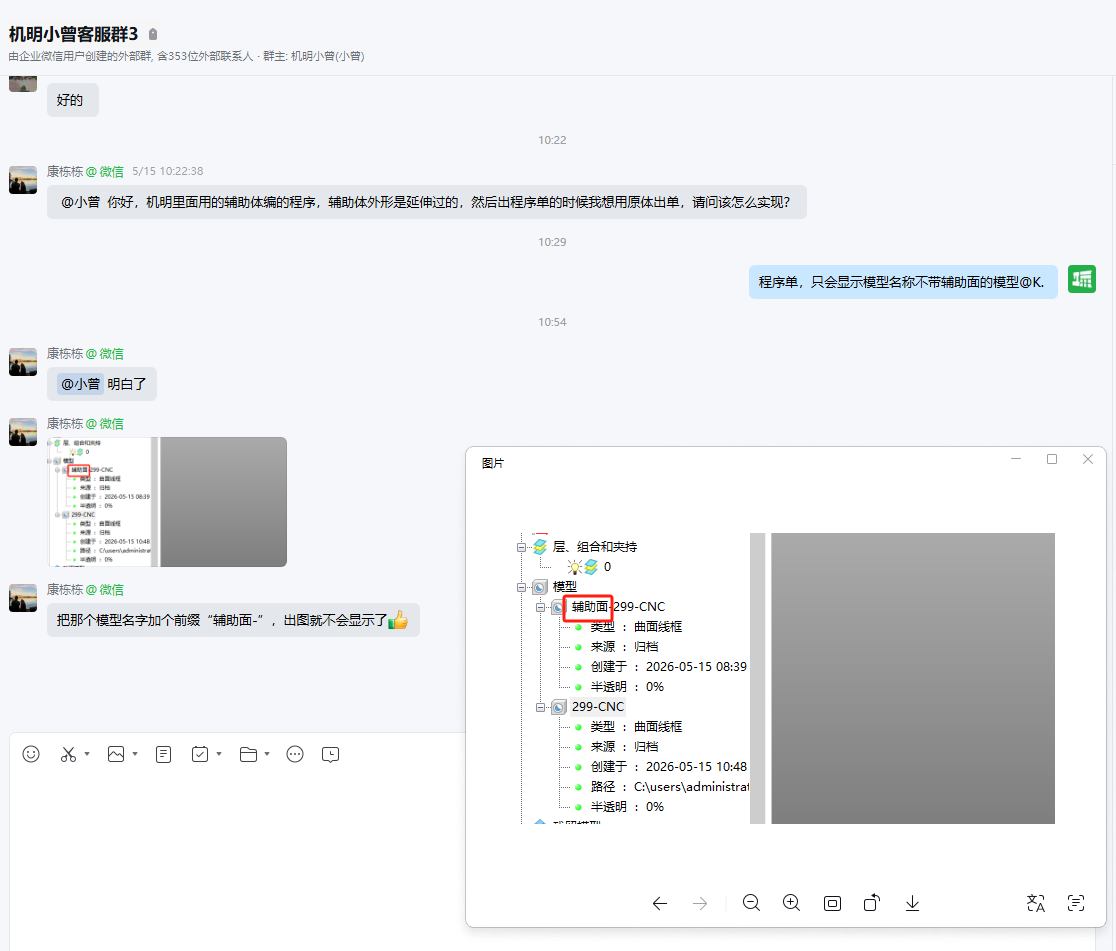
用延伸过的辅助体编程,但出程序单时想显示原体而非辅助体。
程序单只会显示名称中不带「辅助面」的模型。把作为辅助体的那个模型名称加上前缀「辅助面-」(例如「辅助面-299-CNC」),出图时该辅助体就不会显示,从而以原体出单。
出程序单时图形视图位置偏移或显示得太大,排版不正。
在程序单设置的「视图」区域调整视图框参数。每个视图(视图01/视图02)都有:左边距、顶部距、宽度、高度四项。视图偏移时调整左边距/顶部距使其居中,视图太大时减小宽度/高度数值,直到图形在程序单中正确居中、大小合适。
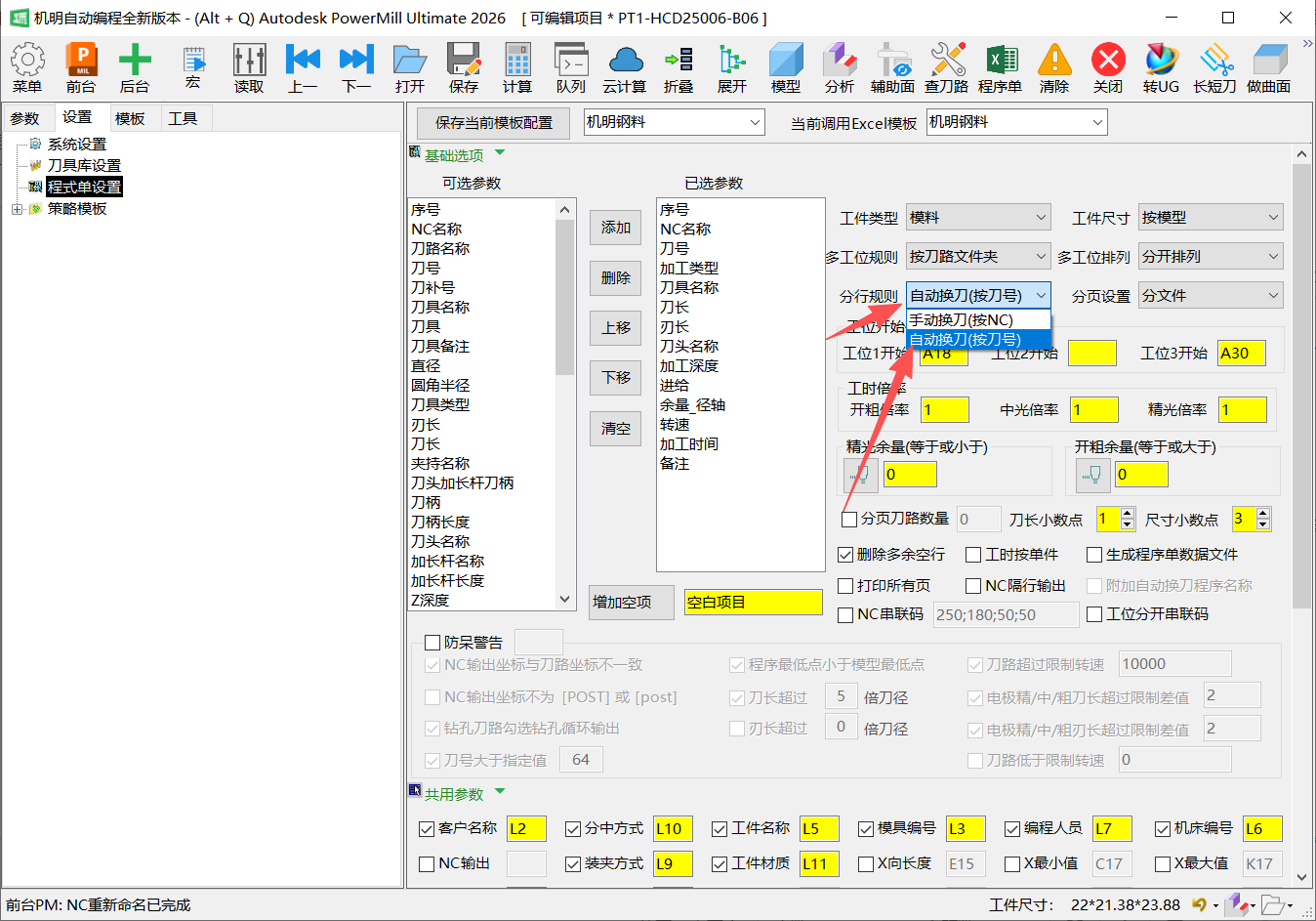
生成 NC 程序单时报警,核心是当前程序单模板与 NC 文件的刀具/换刀类型配置不匹配。按 NC 文件的换刀类型分两类:
① 手动换刀 NC:单条 NC 程序中包含两个不同的刀具,不符合手动换刀的刀具配置要求,触发校验报警。
② 自动换刀 NC:当前选择的程序单模板不是自动换刀模板,模板类型与 NC 文件换刀类型不匹配,导致无法正常生成。
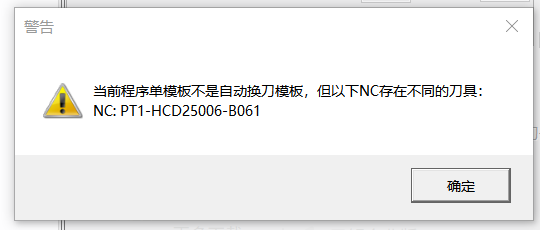
①打开 PowerMill,找到报警对应的目标 NC 文件;②逐一检查 NC 内每条刀路绑定的刀具,确认是否存在多个不同刀具;③将不同刀具统一替换为同一把,或选错刀的重新选对刀具后重算刀路;④重新生成程序单即可消除报警。
两种方式任选其一:①在后期参数界面重新选择自动换刀的程序单模板再生成;②在参数配置界面红框指定位置下拉选择【自动换刀(按刀号)】,确认后保存配置,后续生成即可正常。
生成后的机明程序单中无刀长、刃长信息。
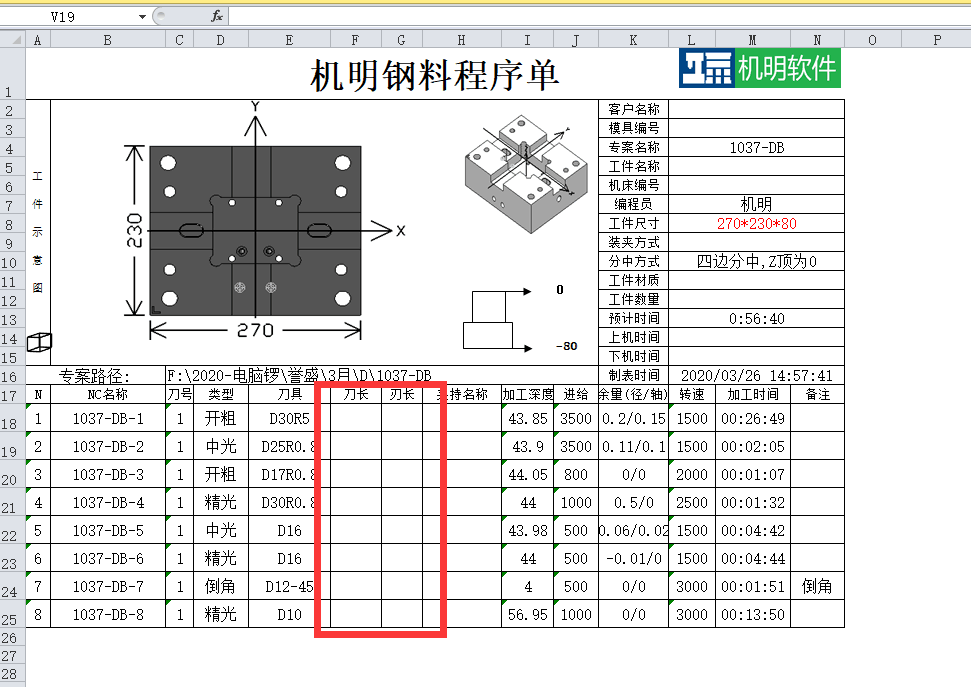
① 未执行碰撞检查:刀长、刃长需经碰撞检查得出,未检查则参数空白;② 未设置刀头参数:刀长来源于刀头,无刀头则 PM 无法碰撞检查、无刀长可读;③ 未设置刀柄参数:刃长来源于刀柄,无刀柄则无法得出刃长。
①检查刀具配置:打开当前刀路的刀具编辑界面,确认刀头、刀柄参数已配置完整,补齐缺失项。若修改了刀库但没重新生成 PTF 刀库也会无信息——保存刀库并生成 PTF,再在工件参数处载入 PM,然后重新选刀、重算刀路(重新载入刀库、重新导图才是新参数,旧图档仍按旧参数)。②执行碰撞检查:对所有需出单的刀路执行碰撞检查,让系统自动提取刀长、刃长。③重新生成程序单,即可正常显示刀长与刃长。
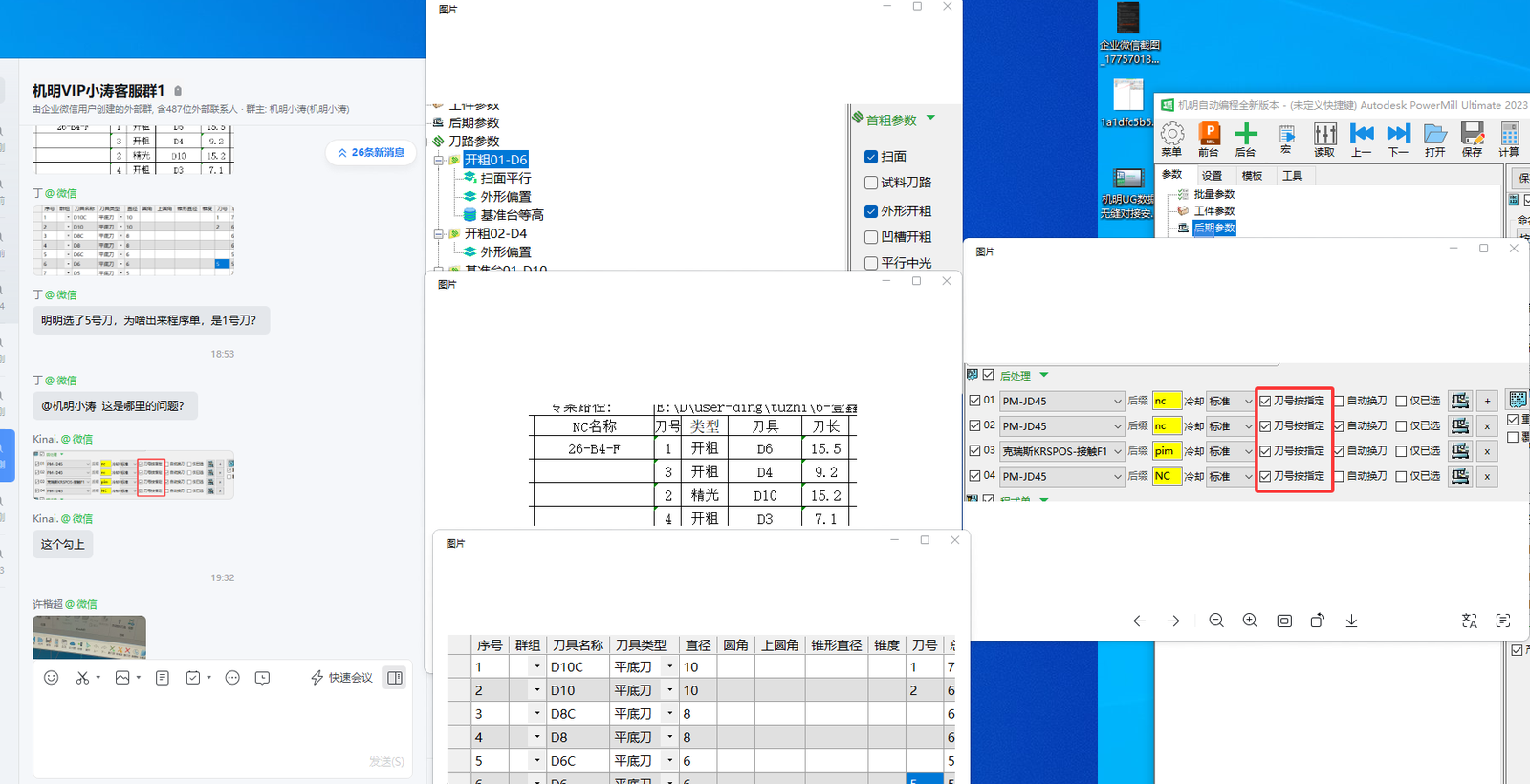
工位/刀路里选的是5号刀,但生成的程序单里刀号却显示为1号刀。
在每个工位(刀路)行的参数里勾选最左侧的「刀号续接」选项,使刀号在各工位之间延续,程序单即可按实际刀号输出,而不会从1号重新开始。
程序单每把刀都是分开来单独出的,希望合并。
在「程序单设置」页调整分行/分页规则:问题出在「分行规则/分页设置」(及工位开始位置)。当分行规则设为按换刀/按NC拆分时,每把刀会单独成条输出;按需修改该「分行规则、分页设置」即可控制是否合并。
对已存在的程序单文件修改保存时,提示保存失败,无法覆盖原文件。
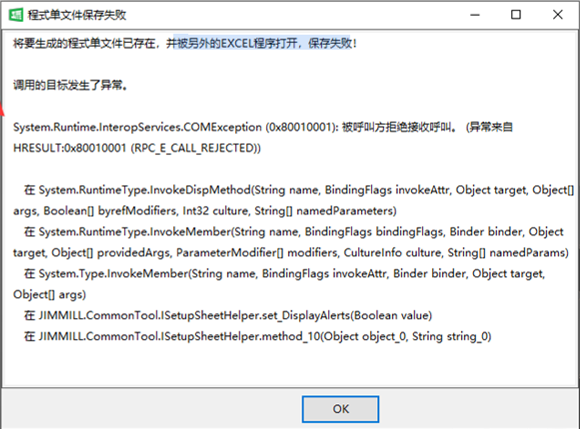
需要保存的程序单文件已在后台处于打开占用状态,系统资源被锁定,无法对同名文件覆盖写入。常见于:编辑后未正常关闭文件窗口就切到其它模块重新生成同名单;或文件打开后异常闪退、进程未退出仍在后台占用。
| 步骤 | 操作 |
|---|---|
| ① 关闭后台占用的程序单 | 打开任务管理器(Ctrl+Shift+Esc),在进程列表找到打开该程序单的进程,点「结束任务」;若能直接定位到文件窗口,直接关闭也可。完成后回出单模块重新保存。 |
| ② 关机重启后重试 | 若结束进程仍无法释放资源,关闭所有程序并关机,等1分钟后重新开机,再发起出单保存。 |
1. 查看/编辑完程序单及时关闭文件窗口,避免长期后台占用;
2. 重新生成同名程序单前先确认是否已打开该文件;
3. 多人协同时避免同时编辑同一文件。
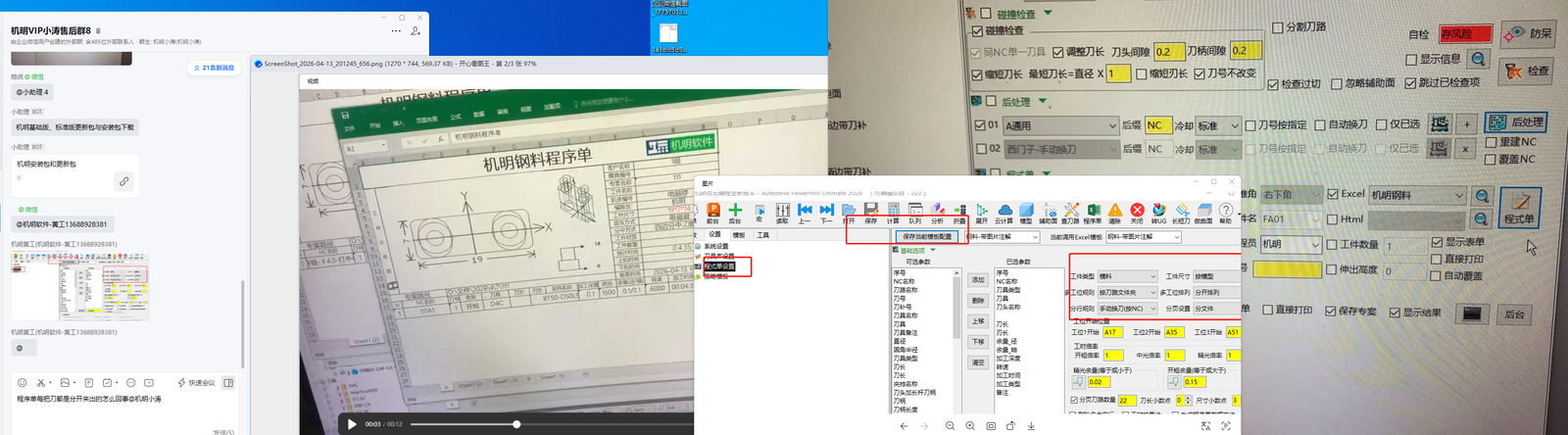
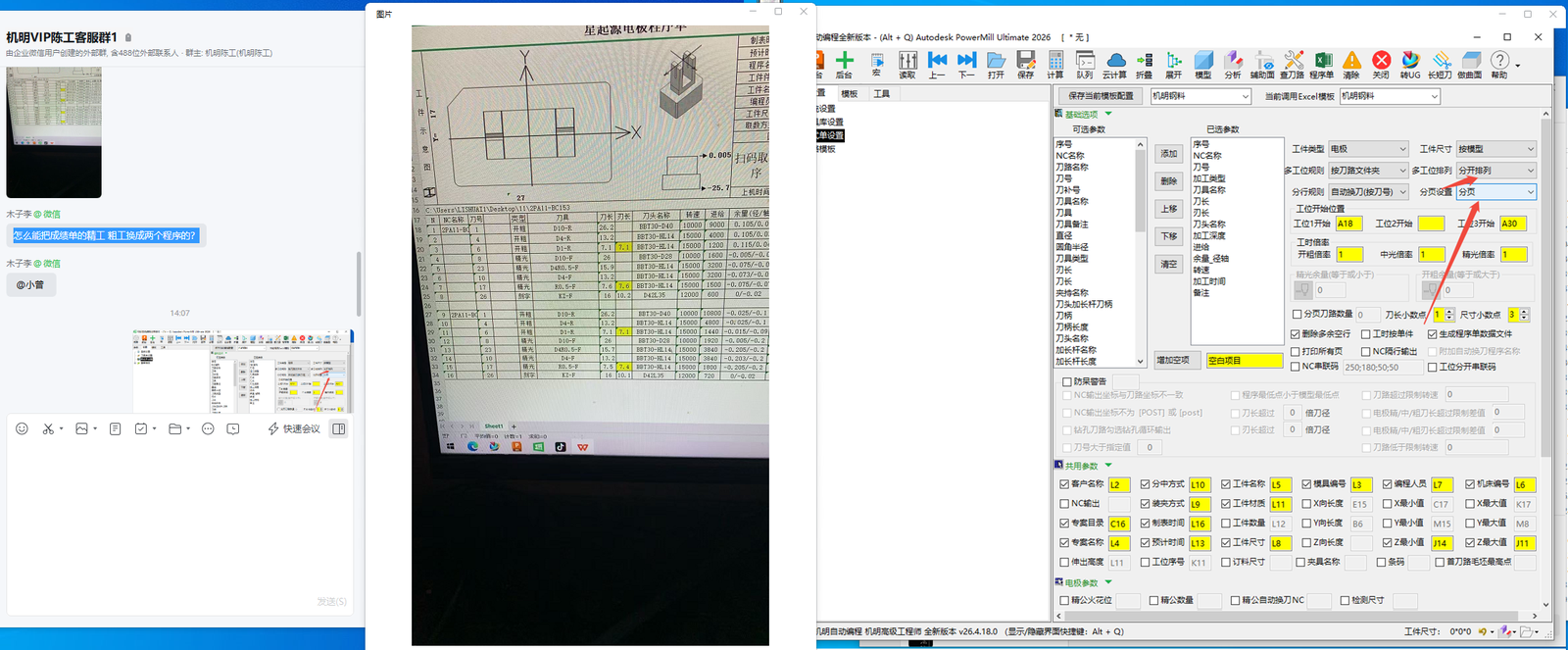
想让程序单上的粗加工和精加工分成两页/两个独立程序。
在机明参数界面把「分页设置」改为「分页」(配合「多工位排列」设为「分开排列」),即可让粗工、精工按分页方式拆成两页/两个程序输出。
机明点计算后 PM 无刀路、策略显示「未计算」的原因较多,仅看机明界面无法定位,需到 PowerMill 手动触发计算拿报错:
①在 PM 策略中右键显示「未计算」的目标策略,选【设置】;
②在参数页底部点【计算】,PM 弹出具体报错;
③按报错对应处理。
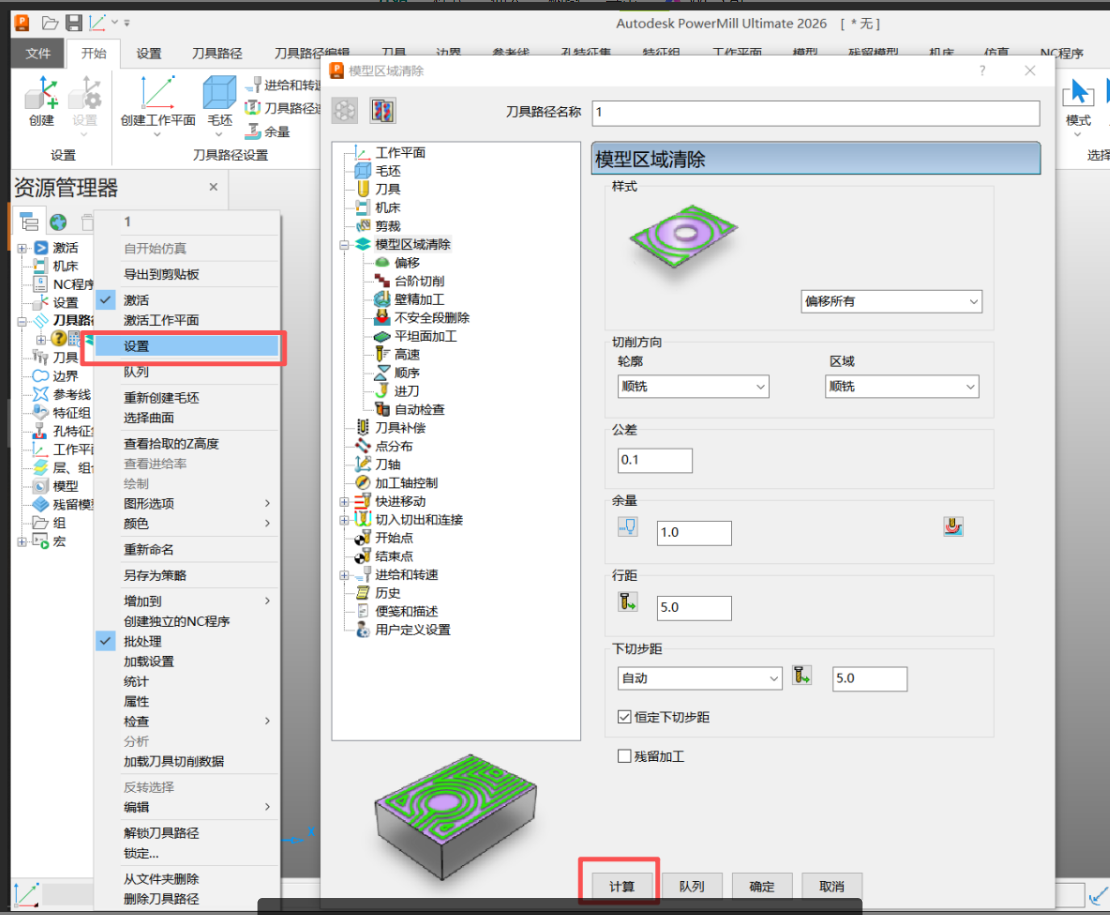
负余量大于等于刀具半径时 PM 无法生成刀路。二选一:①换更大直径刀具;②减小负余量,保证负余量绝对值小于刀具半径。
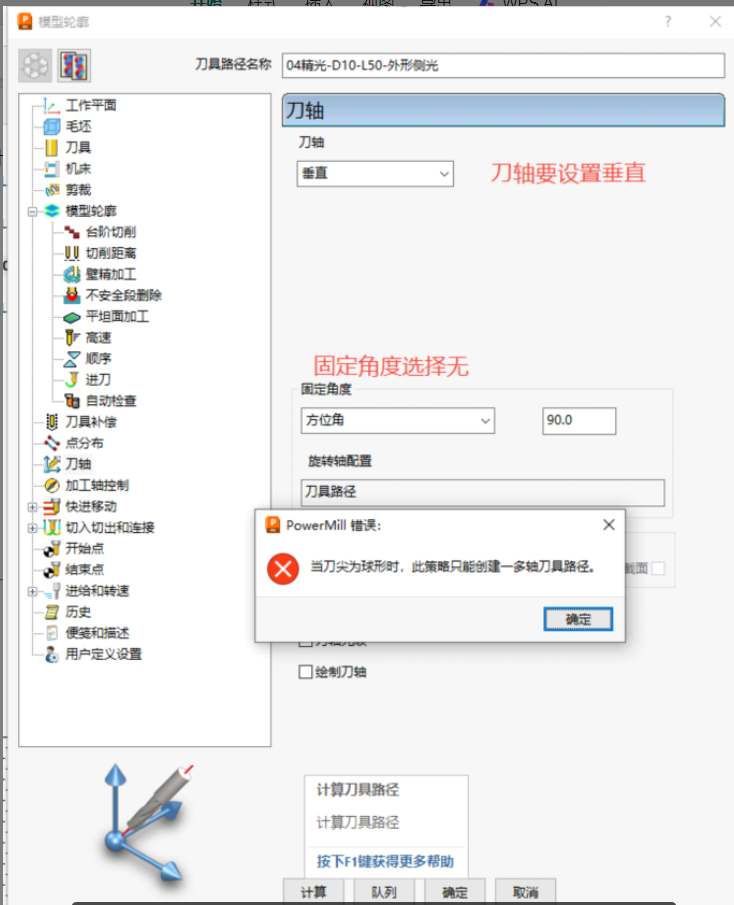
非球形刀尖 + 刀轴非垂直(如倾斜固定方向)不符合计算规则。解决:把刀轴设为垂直、「固定角度」选「无」;若要保留倾斜刀轴,则改用球头刀后重算。
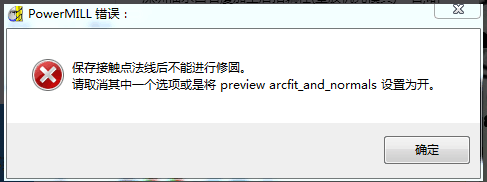
设置了切入切出延伸但未开启接触点法线保存。解决:在策略参数「点分布」选项卡勾选「保存接触点法线」后重算。
放大边界或改用小刀具后重算。
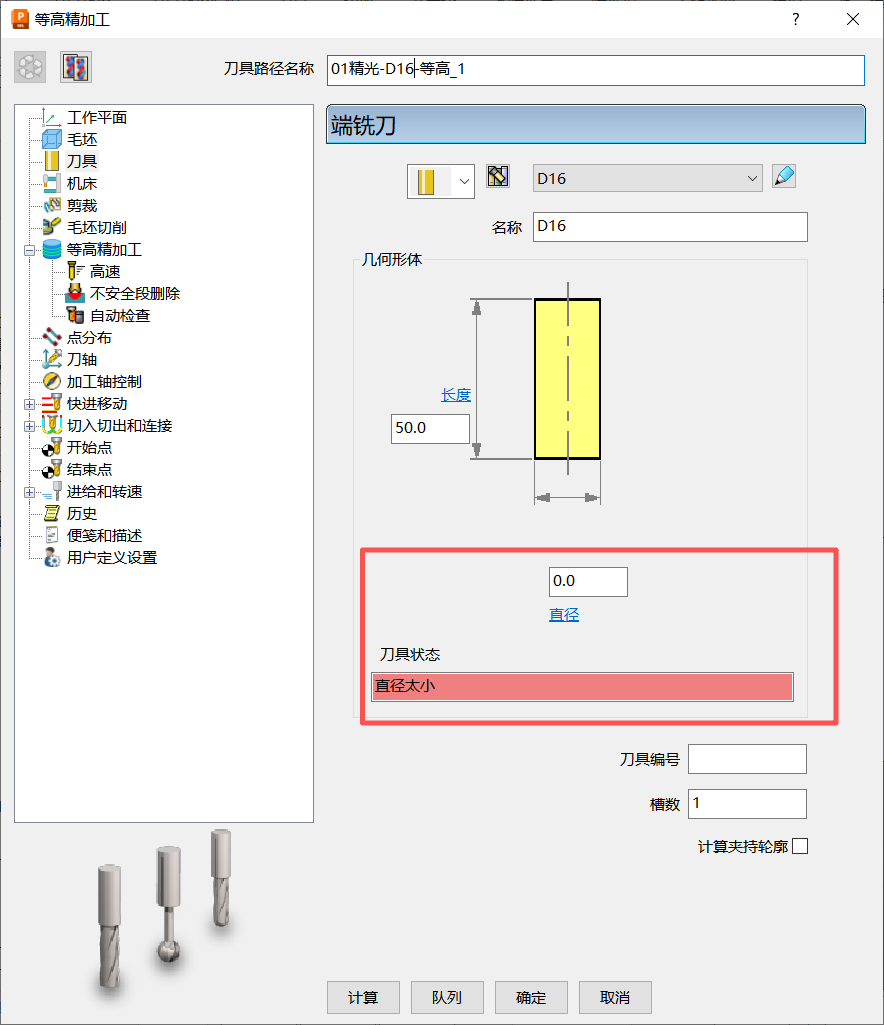
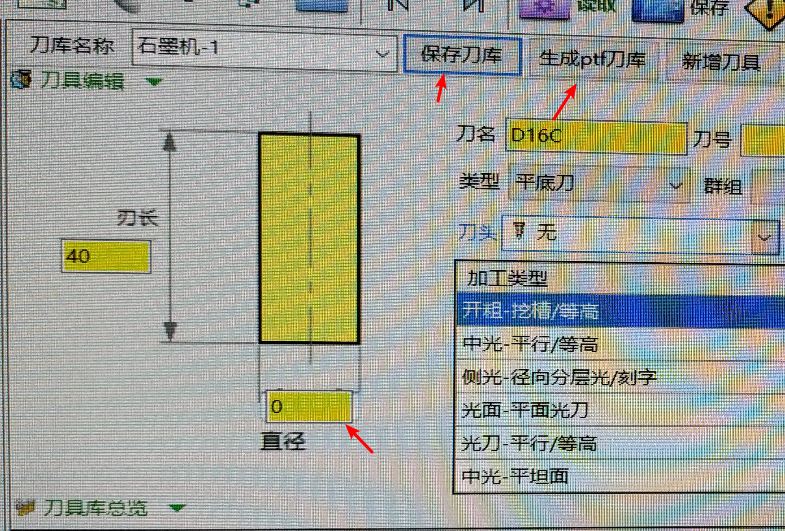
当前刀具未设置直径或刀长等参数。把刀具直径、刀长等数值参数设置完整即可。
提示「机明自动编程已停止工作」/计算卡死。
①计算过程中出现:重新打开再计算一次,看是否在同一位置卡死。若总卡同一处,多半是 PM 参数或图档与 PM 版本不匹配——检查刀路参数或换个 PM 版本重算。
②电脑配置太低、图档太大、曲面太多太复杂导致卡死:升级电脑硬件,或把图档分割开分别计算。
③一打开 PM 就报错:先全盘扫描杀毒,或装其他版本 PM 试试;仍不行就恢复系统,最后才考虑重装系统。
注:此类问题与安装、授权无关,单纯重装 PM 或重新激活也解决不了。
计算刀路时提示「刀具半径太小」。
原因是 PM 负余量不能大于等于刀具半径,否则算不出刀路。二选一:①改大刀具;②减小负余量,使其小于刀具半径,然后重新计算。
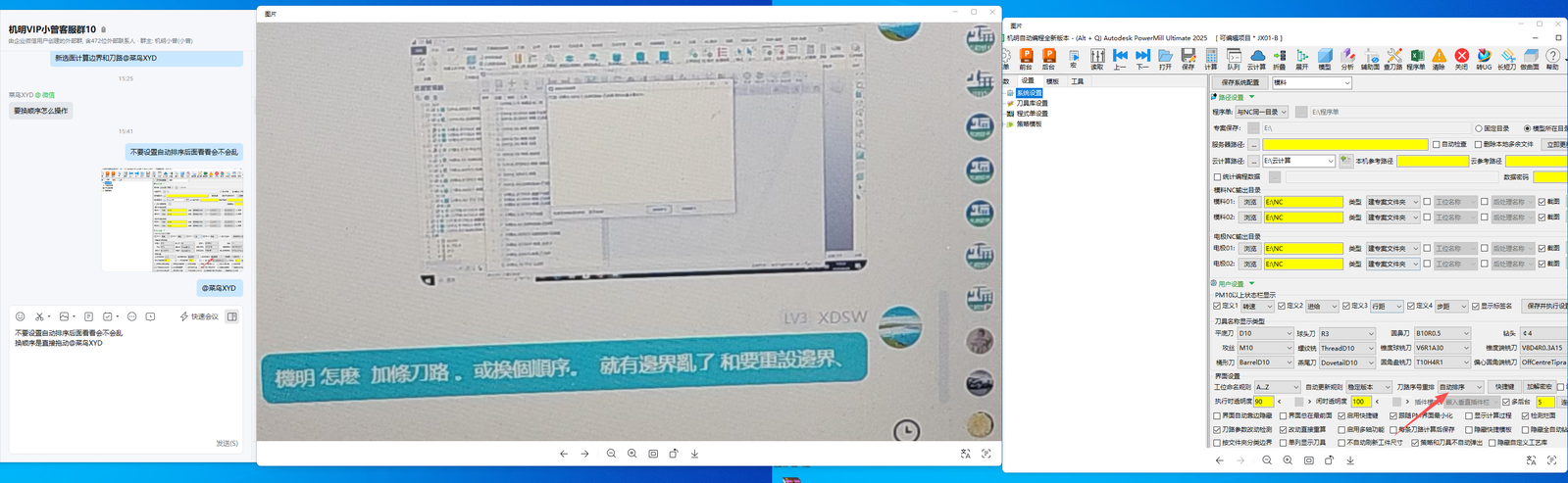
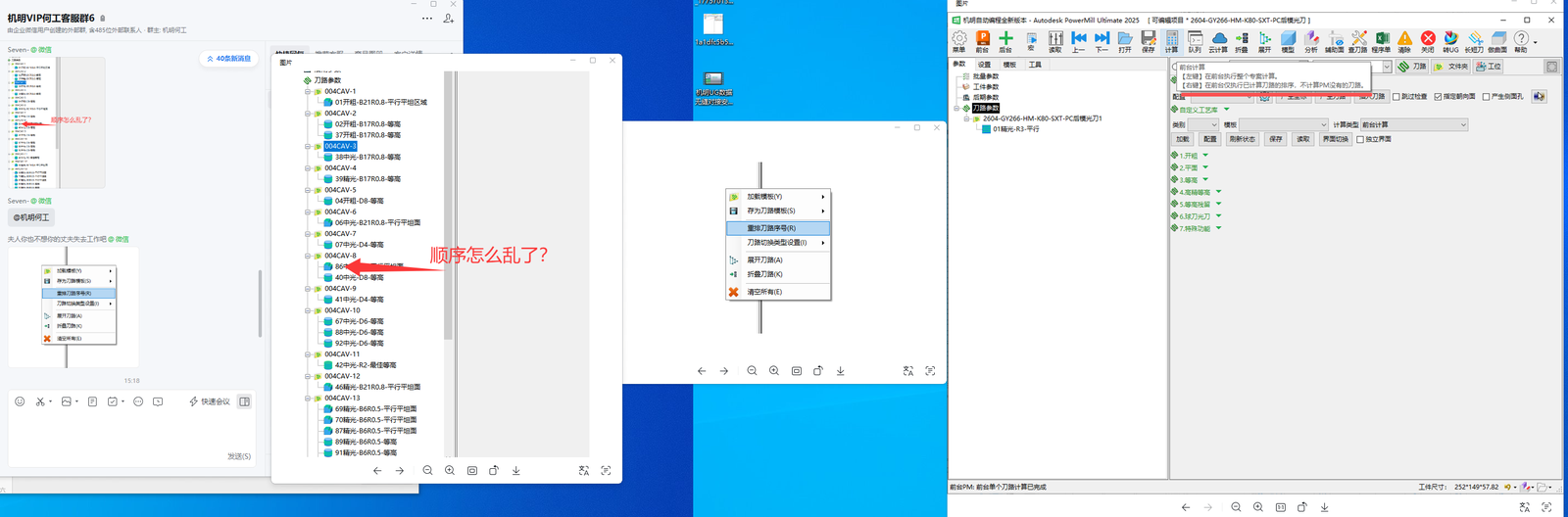
新选面计算边界和刀路后,加一条刀路或更换顺序,边界就乱了,需要重新设置。
①在机明「界面设置」中关闭刀路的「自动排序」;②调整刀路顺序时,直接在刀路列表中拖动排序即可。这样边界就不会乱。
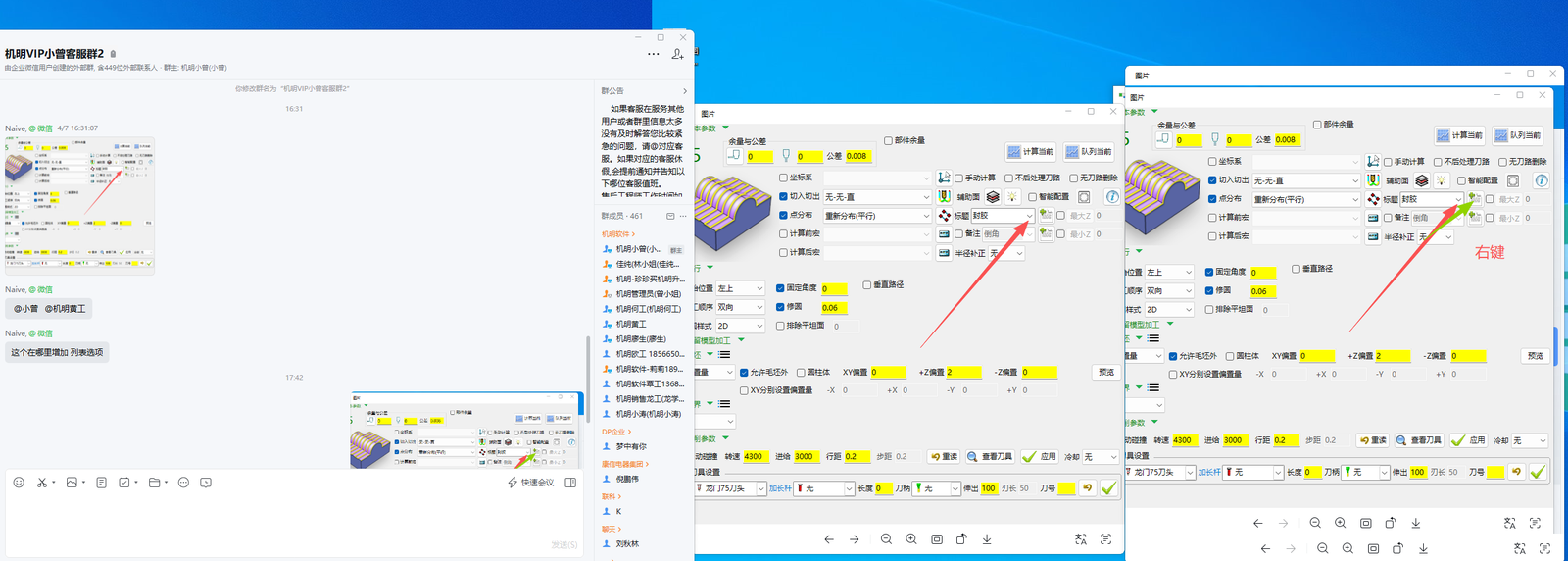
不清楚机明刀路参数面板中下拉列表(如「标题」项)的选项要在哪里增加。
在该下拉框上点击鼠标右键,即可对其列表选项进行增加/管理。
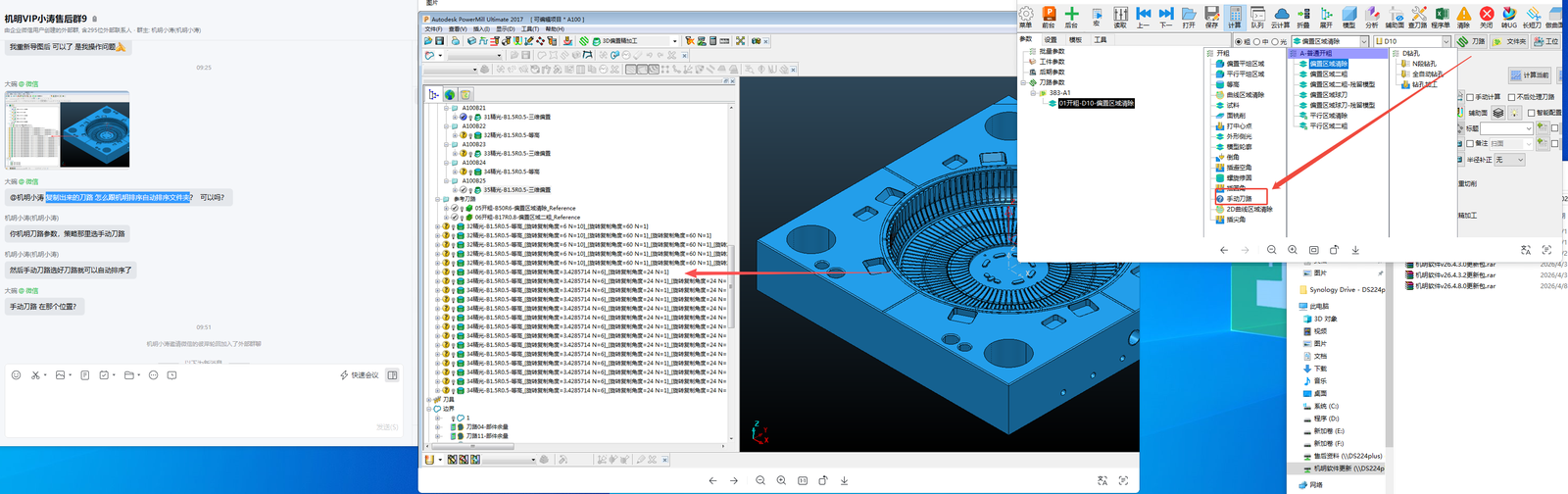
从外部复制进来的刀路,想像机明那样自动排序并归入文件夹,不知如何操作。
在机明刀路参数的「策略」中选择「手动刀路」,进入手动刀路后选好已有刀路,机明即可自动排序并归类到文件夹。
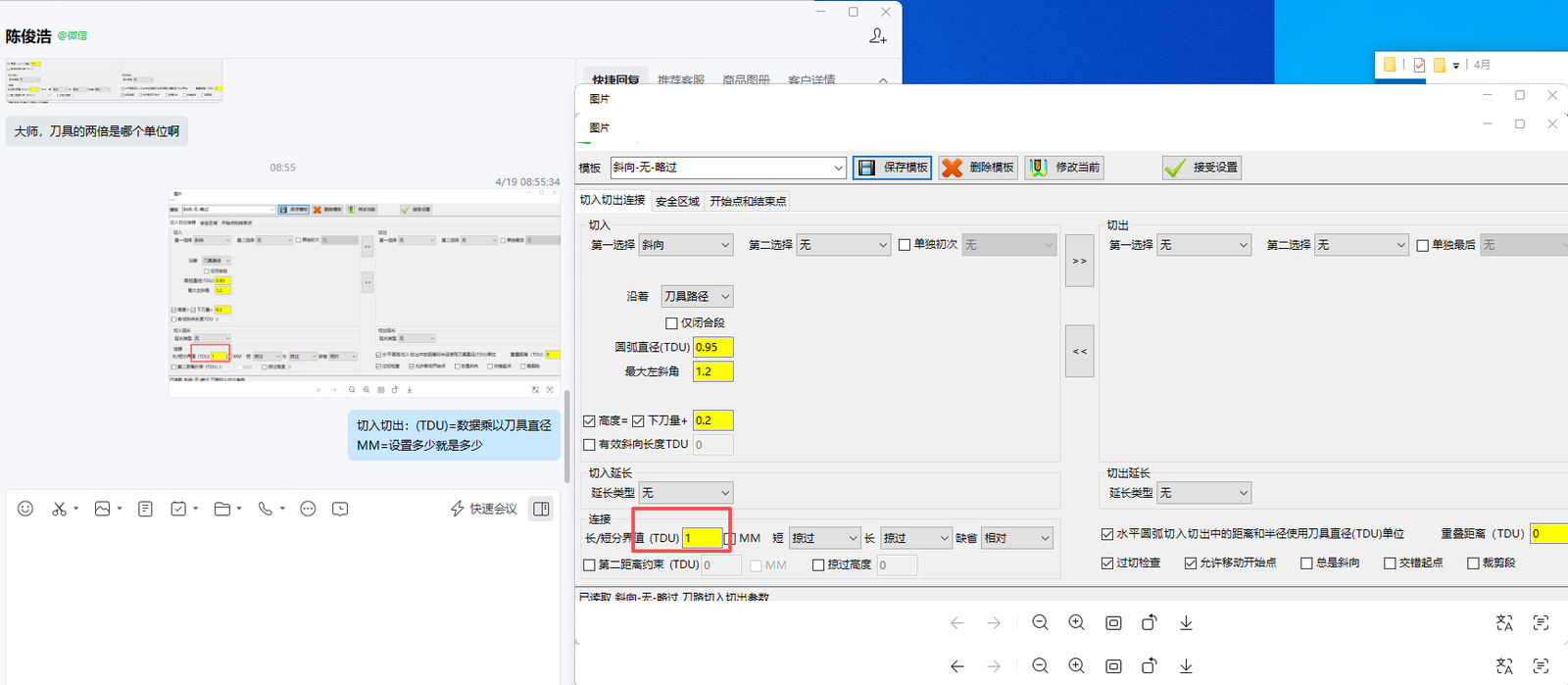
切入切出参数里「刀具的两倍」是哪个单位,TDU 如何理解。
① 单位选 TDU 时:数值 = 数值 × 刀具直径(如设 2 即为 2 倍刀具直径);
② 单位选 MM 时:设置多少就是多少毫米。
「刀具的两倍」即单位选 TDU、数值设 2。
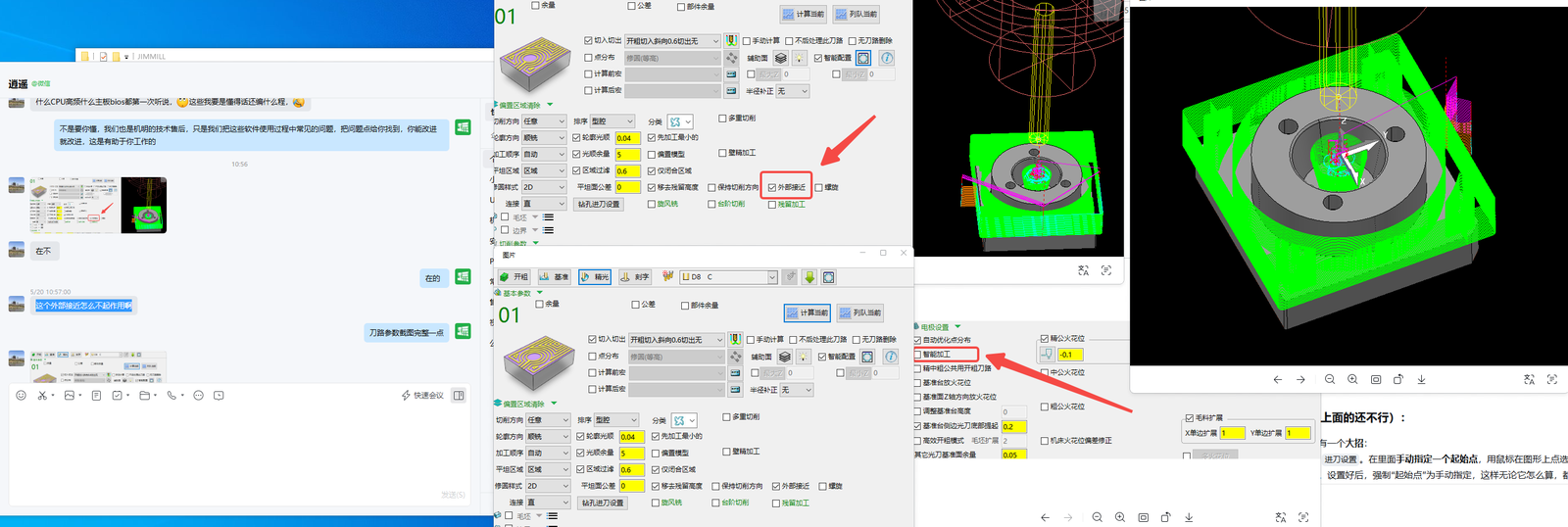
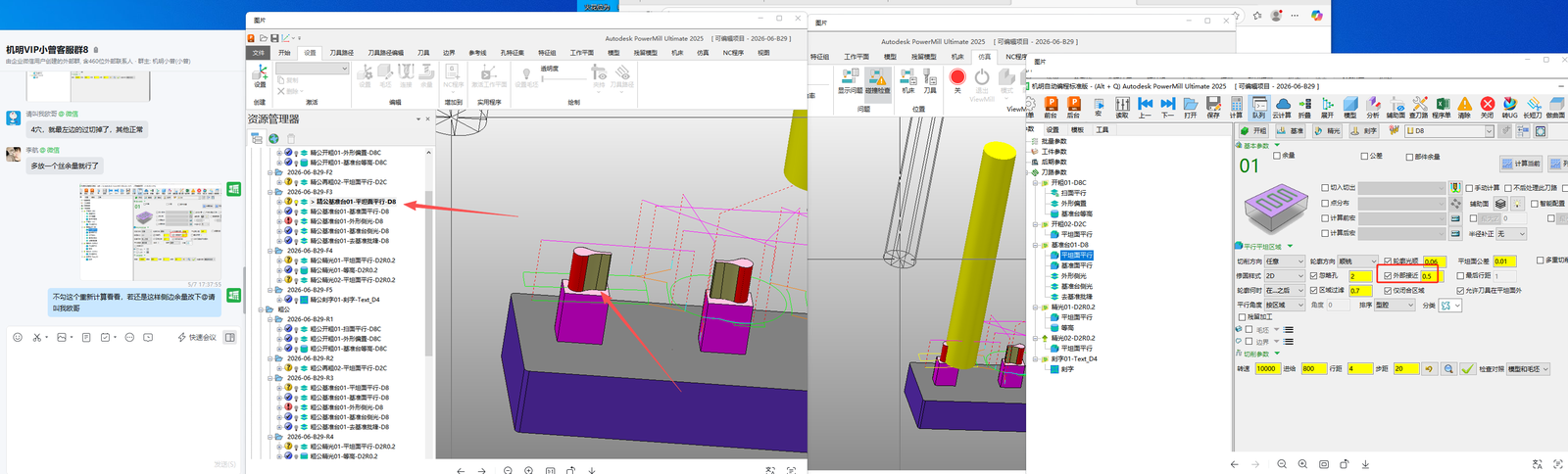
在刀路参数里勾选了「外部接近」,但生成的刀路仍未从外部接近,设置不生效。
① 先确认刀路参数对话框中已勾选「外部接近」;
② 若仍不生效,用进刀设置兜底:进入「进刀设置」,手动指定一个起始点,用鼠标在图形外侧点选要接近的位置;
③ 把「起始点」强制设为手动指定,这样无论系统怎么计算,刀路都会从指定的外部位置接近。
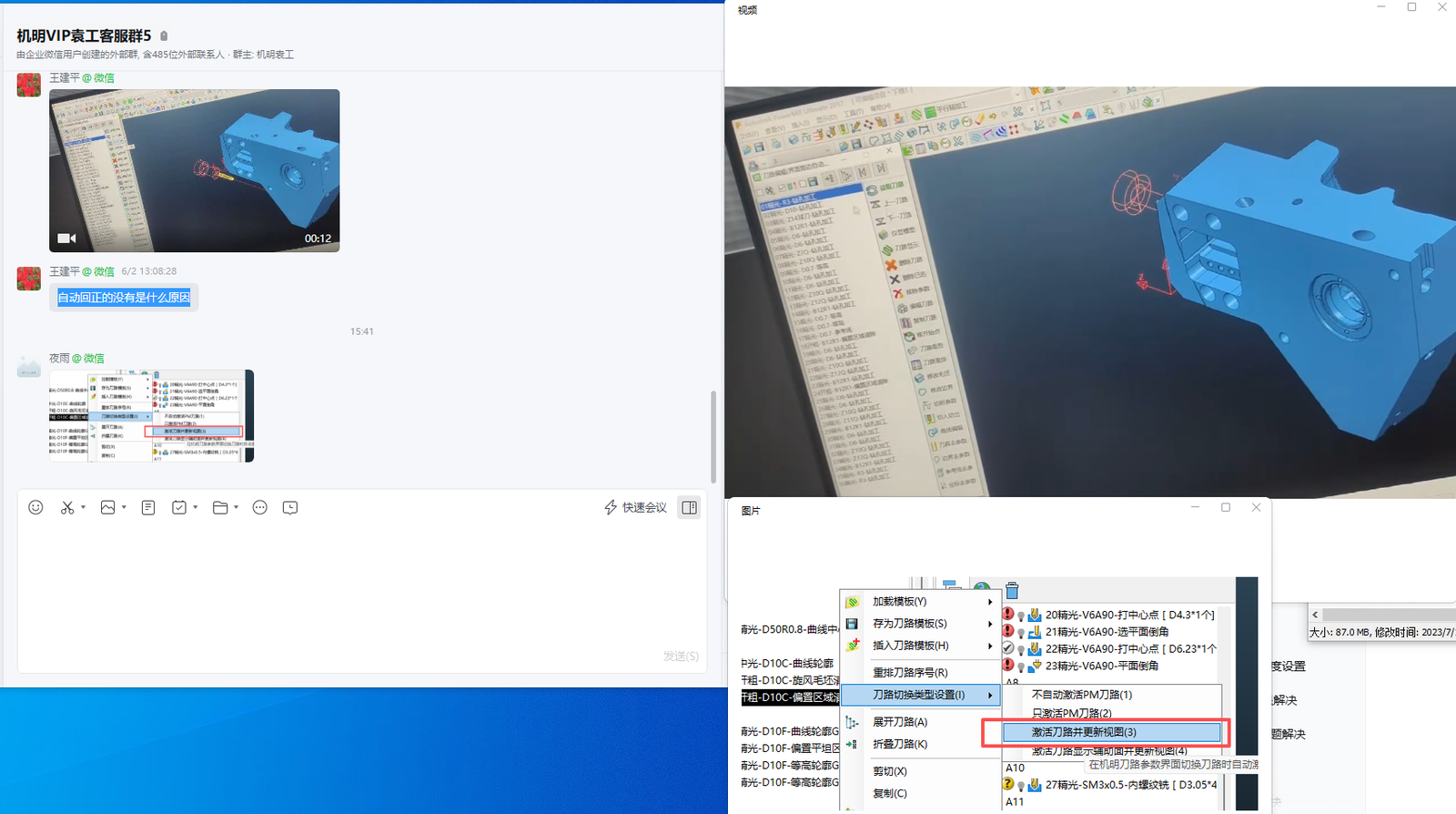
在刀路列表中切换/检查刀路时,视图不会自动激活并回正到对应刀路。
在刀路列表上点右键,进入「刀路切换类型设置」,选择「激活刀路并更新视图」。设置后,点击某条刀路时机明会自动激活该刀路并刷新视图。
刀路列表中的刀路序号顺序乱了。
在刀路列表上点右键,选择「重排刀路序号」,即可重新按顺序排列刀路编号。
加工参数-刀路参数
刀路参数包括:基本参数、策略参数、毛坯、边界、切削参数和右键菜单(后面逐项展开)。
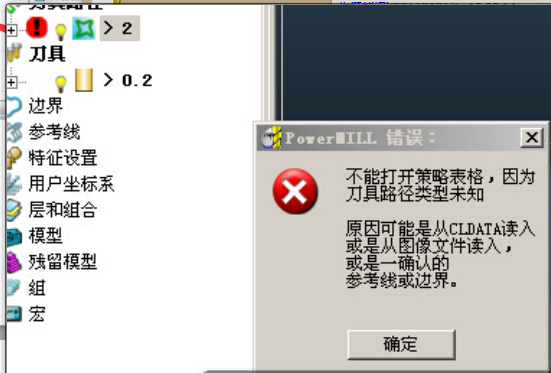
PM打不开策略表格,提示「刀具路径类型未知」。
该刀路是直接由参考线转化而成的,不是PM策略计算生成的,因此没有策略参数,无法编辑、打不开策略表格。
如需修改,请重新用PM策略生成对应刀路。
计算中提示 PM 错误。
PM 点分布中「保存接触点法线」和「修圆」不能同时应用。请二选一:①不勾选「保存接触点法线」,或②不使用「修圆」,然后重新计算即可。
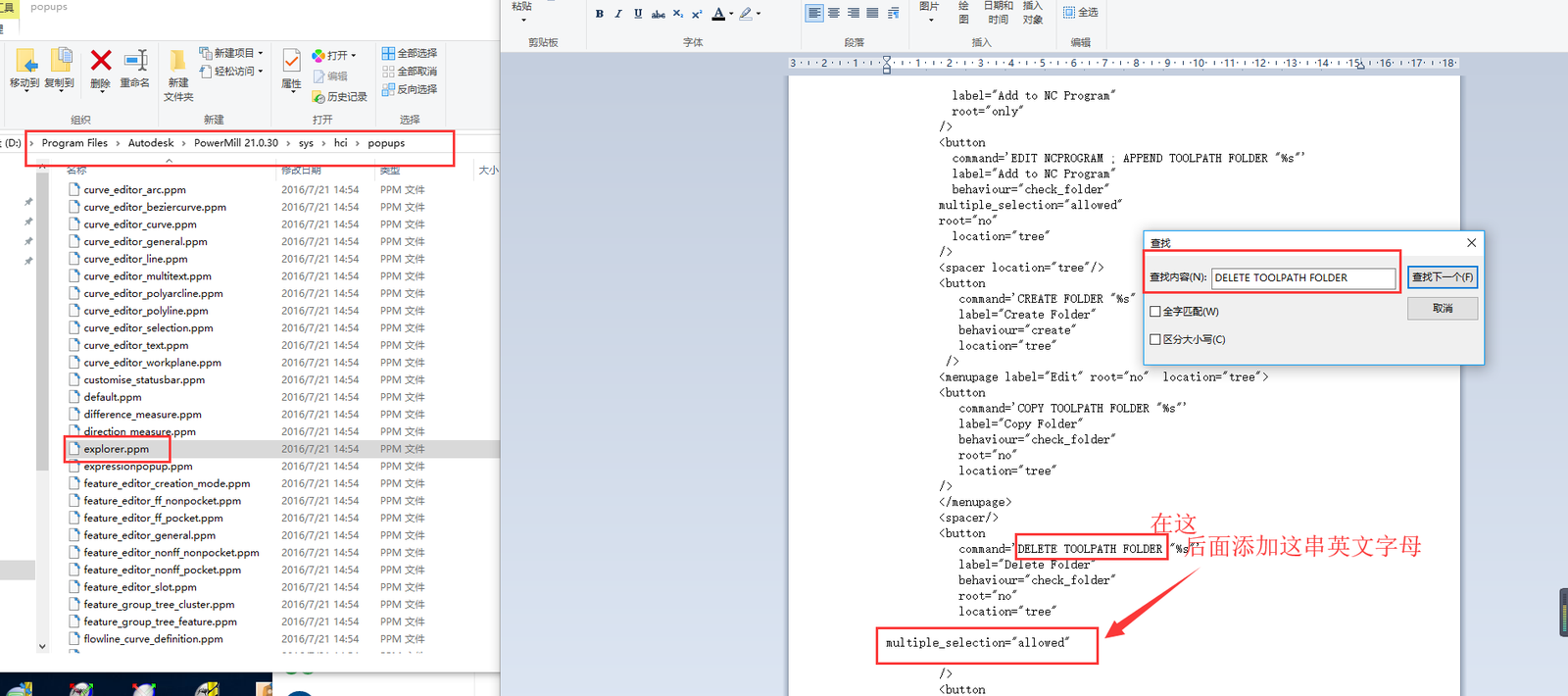
如何在 PM 中批量删除刀路文件夹。
客服整理具体步骤发送,或语音/远程协助直接演示操作。
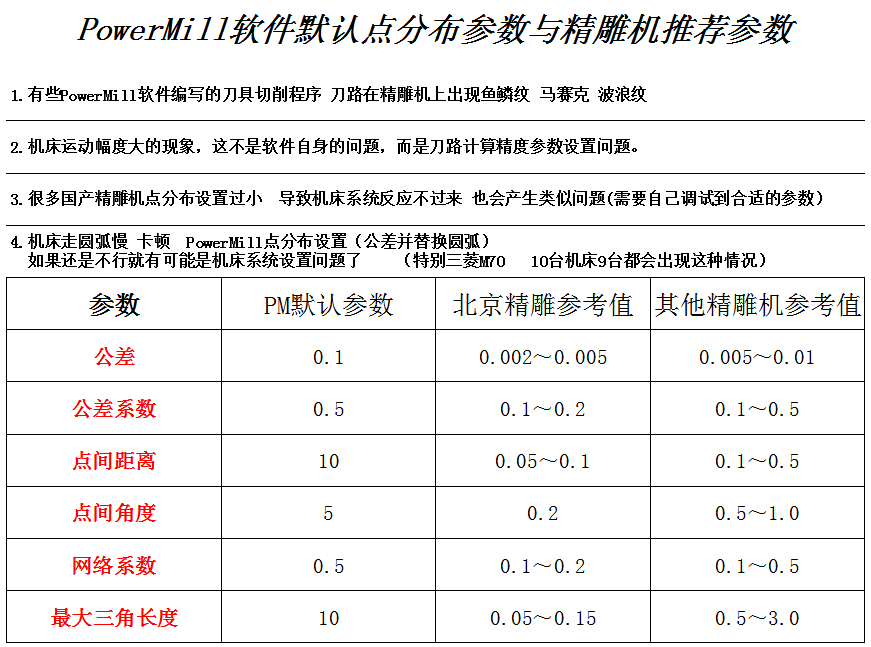
PowerMill 生成的刀路在精雕机(尤其北京精雕、三菱 M70 系统)上出现鱼鳞纹、马赛克、波浪纹、走圆弧慢卡顿,因点分布/计算精度参数设置不当。
通过调整点分布参数(公差并替换圆弧)解决。推荐对照值——公差:PM 默认 0.1,北京精雕 0.002~0.005,其他精雕机 0.005~0.01;公差系数:默认 0.5,北京精雕 0.1~0.2,其他 0.1~0.5;点间距离:默认 10,北京精雕 0.05~0.1,其他 0.1~0.5;点间角度:默认 5,北京精雕 0.2,其他 0.5~1.0;网络系数:默认 0.5,北京精雕 0.1~0.2,其他 0.1~0.5;最大三角长度:默认 10,北京精雕 0.05~0.15,其他 0.5~3.0。若调整后仍异常,可能是机床系统设置问题。
加工参数-刀路参数-电极刀路参数
介绍电极模块中不同加工类型(首粗、再粗、基准、光刀、刻字)的参数功能与用法。每个加工类型相当于一把刀具,含多个加工策略可选,所以一个加工类型可以包含多个刀路。
①首粗参数:第一把开粗刀具中各刀路的参数设置。
②再粗参数:第一把开粗以外其它开粗刀具中各刀路的参数设置。
③基准台光刀:含有基准台光刀的刀具中各刀路的参数设置。
④光刀:不含基准台光刀的刀具中各光刀刀路的参数设置。
⑤刻字参数:仅用于刻写工件编号字码的刀路参数设置。

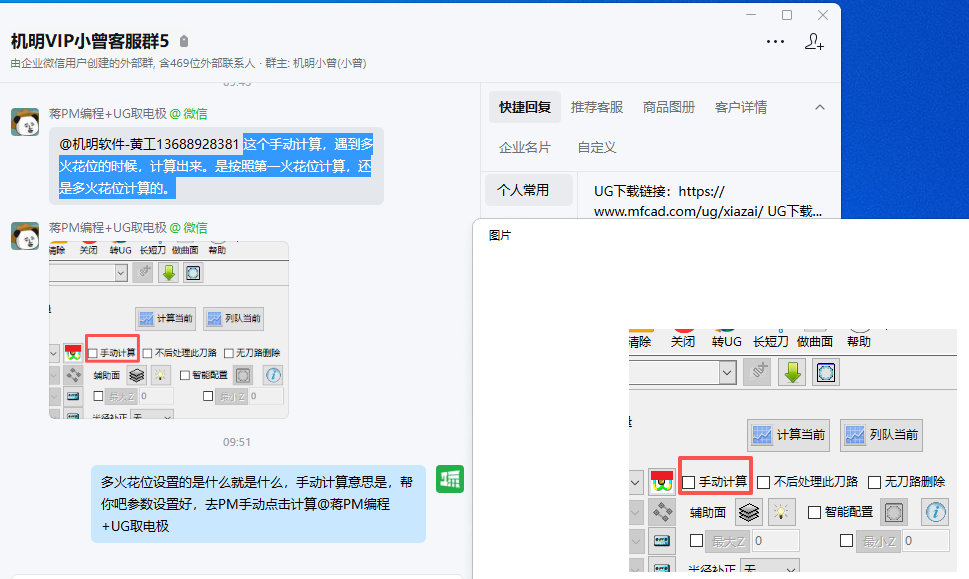
勾选手动计算后遇到多火花位时,是按第一火花位还是按多火花位计算。
多火花位设置成什么,计算结果就按什么来,不会只取第一火花位。
另:「手动计算」指软件先帮你把参数设置好,再由你到 PowerMill 中手动点击「计算」完成刀路计算。
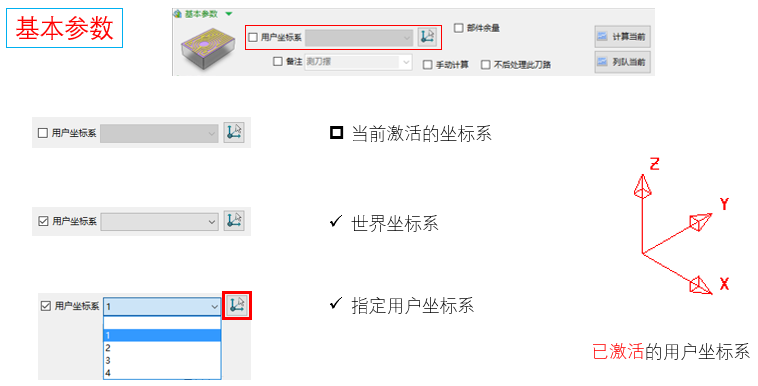
加工参数-刀路参数-基本参数:包含多个独立选项,每个策略文件夹的基本参数内容相同。
①用户坐标系:编程时选用坐标系,可激活当前用户坐标系。
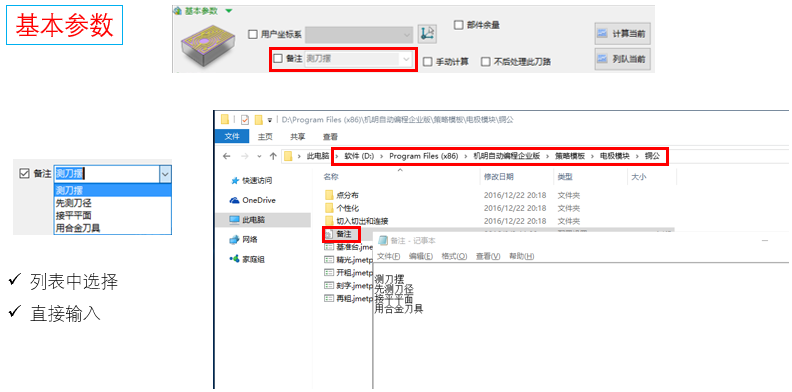
②备注:为程序添加备注。多个文件夹合并成一条NC时应在第一个文件夹设置;可下拉选择或直接输入;要新增到下拉列表,可在软件安装目录下找到当前所调用策略模板的备注文件录入。备注须在计算刀路前设好,生成程序单时显示在对应程序备注栏。
③手动计算:当前文件夹在PM刀路列表中只显示策略,不计算刀路。
④不后处理此刀路:计算完成后,当前文件夹的所有策略放入单独的“参考刀路”文件夹,作为参考、不参与后期处理。
⑤部件余量:对当前文件夹下所有策略指定局部余量。
⑥计算当前 / 队列当前:计算当前仅算当前文件夹策略;队列当前在PM后台计算,不影响前台操作。
子页面基本参数:
· 余量与公差:通常不用理会,特殊情况可对某条刀路单独设余量和公差;
· 切入切出:软件内部已设好可满足大部分编程;特殊情况可在下拉菜单选其它方式,已计算的刀路选好后右键末尾的切入切出图标即可应用、马上看到效果;
· 点分布:电极模块按默认基本够用,也可在子策略修改;末尾的点分布应用按钮需当前刀路处于编辑或未计算状态才能应用。
· 加工区域记录:通过右键菜单可定义加工区域或清空指定曲面,用于设置刀路模板时记录策略适用范围,加载模板时可预览。

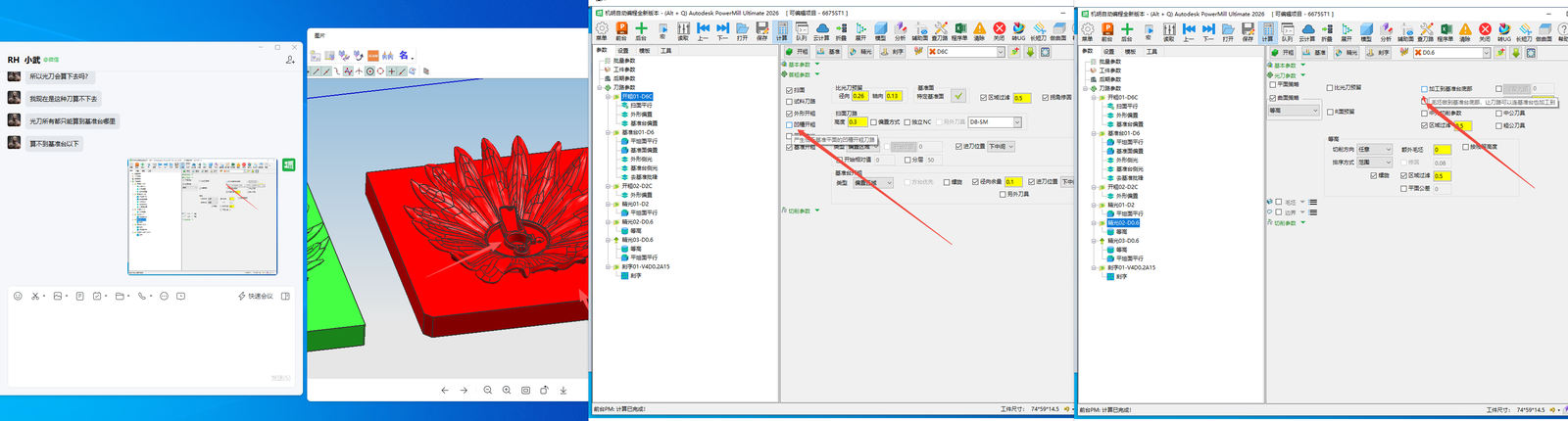
铜公比基准台低(凹槽),刀路只能算到基准台高度,加工不到基准台底部/以下。
1. 开粗时勾选「凹槽开粗」,可生成基准面以下的凹槽开粗刀路。
2. 精光时勾选「加工到基准台底部」,则无论检测到的基准台高度如何,刀路都会加工到基准台以下。
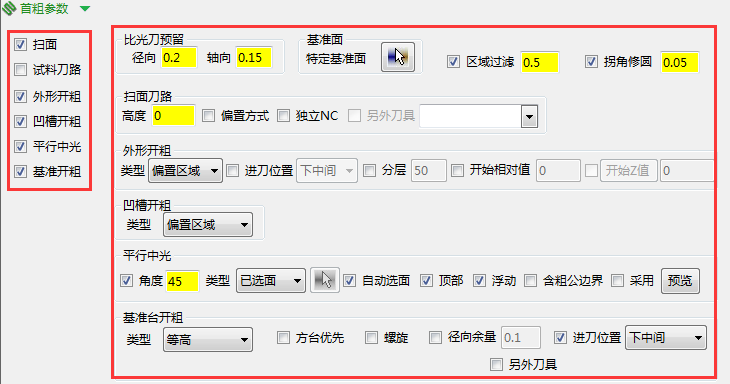
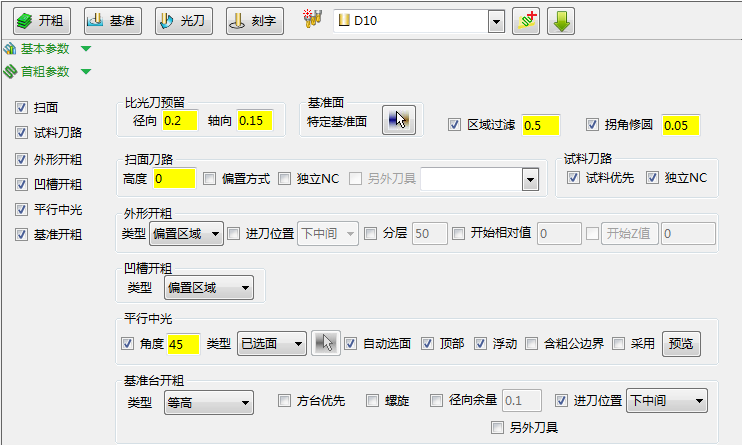
加工参数-刀路参数-首粗参数:第一把开粗刀具中各刀路的参数设置。
节点工具栏:策略类型(加载策略文件夹)、选择刀具、合并与拆分文件夹(把相同刀具的相邻文件夹合并或拆分)、插入策略文件夹(按顺序插入或在选定刀路后插入)。
首粗公共参数:
①比光刀预留:相对精光到数时当前刀路预留的余量,与火花位无关(如火花位-0.1、预留0.2,则实际预留-0.1+0.2=0.1)。
②基准面:定义电极的基准平面(放电时的Z向碰数面)。一般仅在基准台不完整(某侧面与基准面上外形共面)或无基准台时才需定义;无基准台时把工件最底平面定义为基准面。
③区域过滤:过滤掉太小的封闭区域不产生刀路(按刀具直径为单位,如设0.5则D10刀加工时自动过滤掉小于10+10×0.5=15mm孔里的刀路),保证小区域加工安全、防踩刀底。
④拐角修圆:将轮廓刀路尖角做修圆,按刀具直径为单位。
扫面:可设高度、偏置方式(勾选用偏置加工否则平行)、独立NC、另外刀具。
试料刀路:试料优先(相对扫面,勾选优先走试料)、独立NC。
外形开粗(默认启用):开粗类型有等高/偏置区域/平行区域;进刀位置八向可选;分层(按电极头高度自动分多层、生成多条独立NC);开始相对值、开始Z值(多用于电极底为零、顶部杀料)。
凹槽开粗:用于基准面以下胶位开粗(不含基准台侧边),类型同外形开粗。
平行中光:角度(相对X正向)、边界类型(浅滩/已选面/其他/无)、选面。
基准开粗:针对基准面以下、基准台外形区域;方台优先(先开粗方台,勾选自动取消基准开粗)、螺旋、径向余量、进刀位置(同外形开粗)、另外刀具。
具体某参数怎么取值,把工件发我,结合实际帮您定。


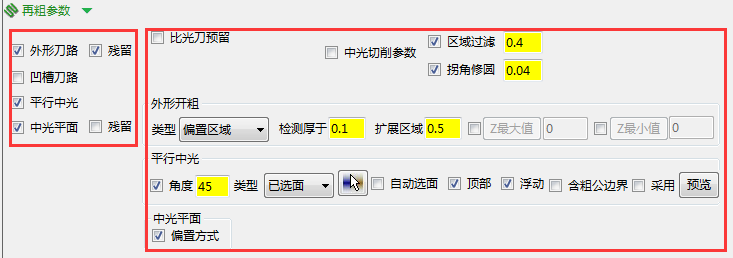
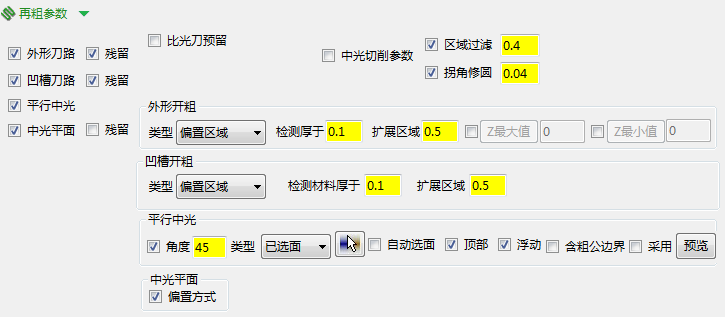
加工参数-刀路参数-再粗参数:第一把开粗以外其它开粗刀具中各刀路的参数设置。再粗在按“开粗”时增加,最多可增加99把刀的开粗刀路。左侧下方显示可选策略,右侧显示已启用策略的扩展参数。
公共参数:
①比光刀预留:相对精光的预留余量,与火花位无关(火花位-0.1、预留0.2则实际-0.1+0.2=0.1)。开启此项可设不同于首粗的参数,否则自动继承首粗的比光刀预留。
②中光切削参数:加载刀具的中光切削参数。
③区域过滤和拐角修圆:同首粗。
再粗参数:
· 残留:偏置/平行/等高中光刀路中用于确定残留加工区域;
· 外形开粗:同首粗;
· 检测厚于:残留量大于设定值才产生刀路,少于则忽略;
· 扩展区域:放大需产生残留刀路的区域;
· 最大值和最小值:设Z轴限界、控制高度方向加工范围。
选等高时:方向、排序(按层或按范围)、额外毛坯(同Z层相邻两刀路距离小于设定值时自动连接,避免挤刀)、参考刀具、放大(加大参考刀具直径使残留区域增加)。
其它:凹槽再粗(参数同上)、平行中光(同首粗)、中光平面(中光电极头部平坦面,默认径向余量比首粗大0.1、轴向比光刀预留多0.05)。

基准台等高刀路只生成了一刀,不知在哪里设置。
在工件/电极参数中,把「调整基准台高度」保持勾选(不要勾掉),重新计算即可正常分多刀。
加工参数-刀路参数-基准参数:增加基准台光刀策略到刀路参数列表。用于铜公体平面光刀、基准面光刀、基准侧边光刀、铜公体外形直身位光刀及基准面去披锋刀路。左侧下方显示可选策略,右侧显示已启用策略的扩展参数。
区域过滤:同首粗,仅对平坦面、基准面两项有效。
①平坦面:
· 侧边精光:勾选则平面侧边直接精光到数,不勾留余量给下一把刀;
· 平面优先:勾选则平坦面最先加工;
· 偏置方式:勾选用偏置否则平行;
· 拐角修圆(同首粗);
· 次数和下刀量:设走刀次数和每刀下刀量。
②基准面:偏置方式、侧边比开粗预留量(光基准面时侧边预留比开粗大、防碰侧壁,对平坦面也起作用)、拐角修圆。
③外形光刀:
· 底部光刀侧预留:仅精光基准面且侧边预留大于开粗预留,常用于取代基准面光刀;
· 径向次数(需取消勾选“底部光刀侧预留”才可用);
· 仅垂直面上产生轴向分层;
· 轴向分层下切步距:刀刃不够长时按设定步距Z向分层;
· 在所有平面产生侧光刀路。
④基准光刀:方台以等高方式精光、基准光刀优先、侧光分层光刀次数、轴向分层下切步距、另外刀具光基准台。
⑤去基准批锋:产生仅去披锋的刀路,输入数值定义相对基准面的轴向余量,默认轴向余量-0.01。


精光曲面后清角时刀路会抬起,询问重新计算时改哪里才不抬起。
在策略的「曲面策略参数」中取消勾选「R预留」,清角刀路就不会抬起。
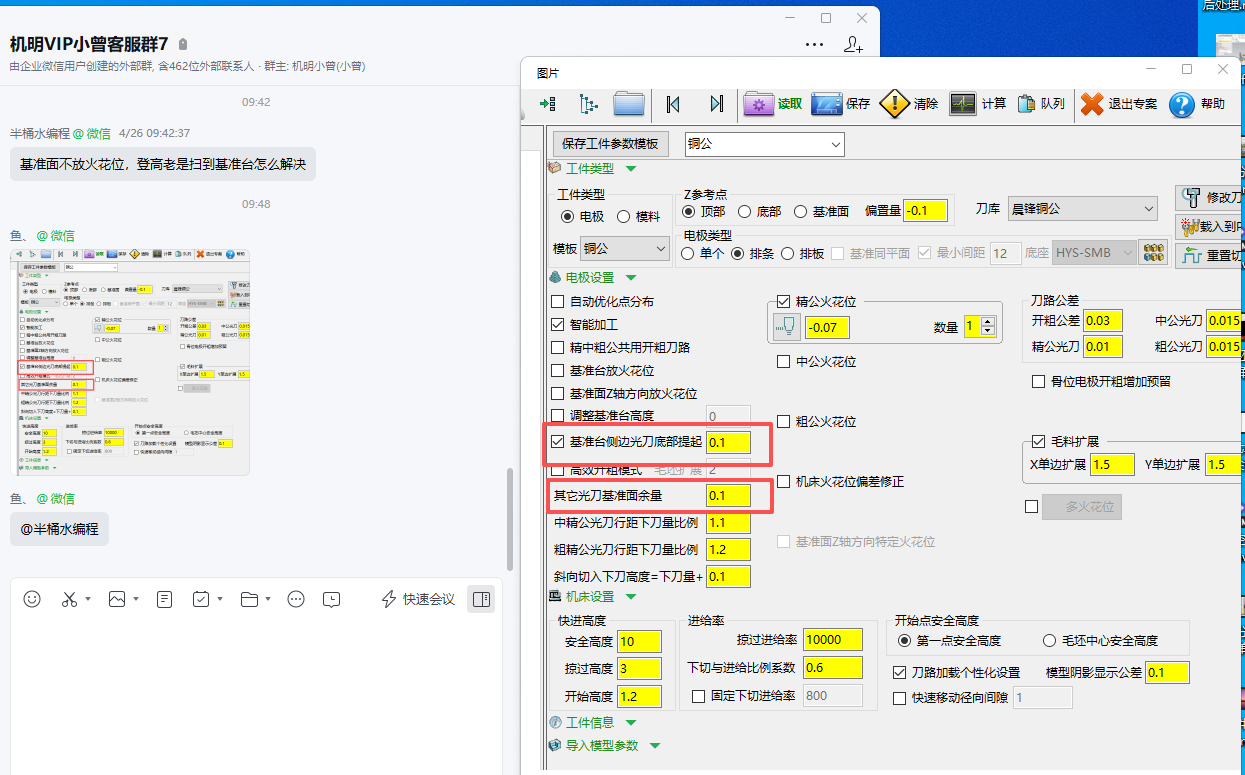
基准面不放火花位时,等高刀路老是扫到基准台。
在电极参数中设置抬刀/余量避让:
1. 勾选并设置「基准台侧边光刀底部提起」(如 0.1)。
2. 将「其它光刀基准面余量」设为 0.1。
使光刀从底部提起、避免扫到基准台。
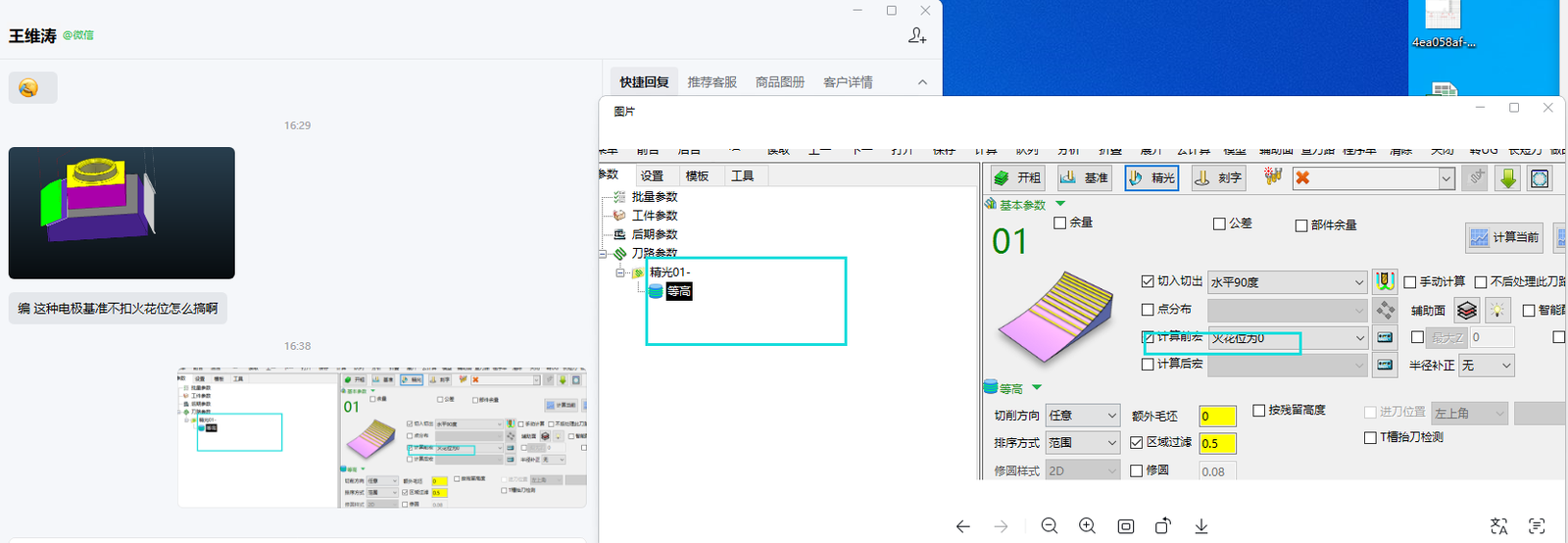
希望电极的基准面/基准台加工时不扣减火花位,如何设置。
在该刀路(精光)参数中勾选「计算前公」,并将其下拉选项设为「火花位为0」。这样基准面计算时火花位按 0 处理,即不扣减火花位。
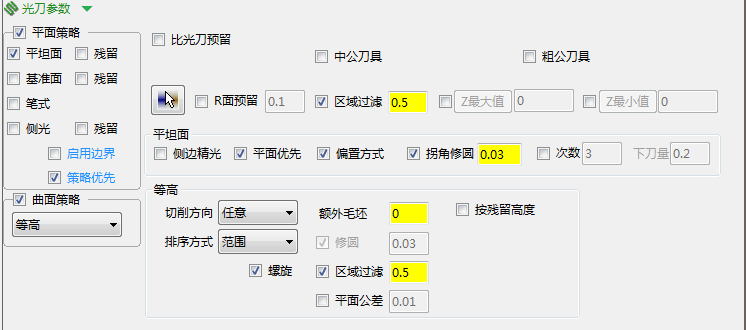
加工参数-刀路参数-光刀参数:精光刀具中各刀路的参数设置。光刀在点“光刀”时增加,最多可增加99把刀。左侧下方显示可选策略,右侧显示扩展参数。
①比光刀预留:设置接刀余量,可在火花位基础上增加预留量并用不同于刀库的步距加工,主要用于做中光刀路(如火花位-0.1、径向设0.01,则加工出的火花位为-0.1+0.01=-0.09)。
②设置不同刀具:单独设置中公和粗公的刀具。
③手动选面:定义需预留保护的曲面,不选则自动继承除等高外一些曲面策略走过的面(与选面先后无关)。
④R面预留:设置需抬高的径向余量,仅对等高策略起作用。
⑤区域过滤:仅对平面策略有效,含义同首粗。
⑥最大值和最小值:仅对曲面策略有效,定义Z轴坐标控制轴向加工范围(可输坐标值或手动点取模型上的点)。
其它:平坦面、基准面、侧光里的参数与基准台一致,只是多了“勾选后自动参考相邻上一条策略”;启用边界(勾选对平面和曲面策略均有效,不勾仅对曲面有效);策略优先(勾选平面优先、不勾曲面优先)。曲面策略里的参数请参考“模料刀路参数”。

刻字刀路提示「非法值」。
原因一般是刻字刀具没有设置转速进给。①检查刻字刀具的转速、进给;②在刀库里给刻字刀添加转速进给,或在 PM 里手动输入;③重新计算即可。

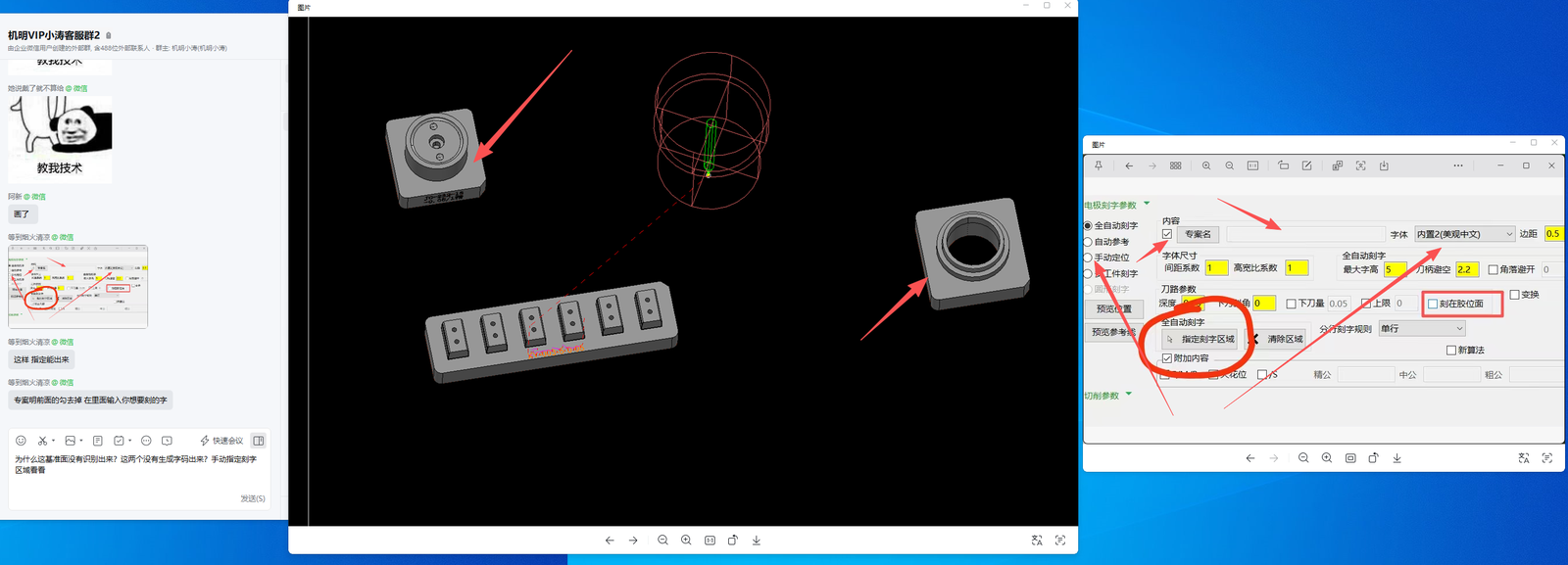
基准面未被识别,刻字出不来、生成不了刻字码。
改用手动刻字:
1. 在「内容」区把「专案名」前的勾去掉,在框里手动输入想刻的文字。
2. 点「指定刻字区域」手动框选要刻字的区域(必要时勾选「刻在胶位面」)。
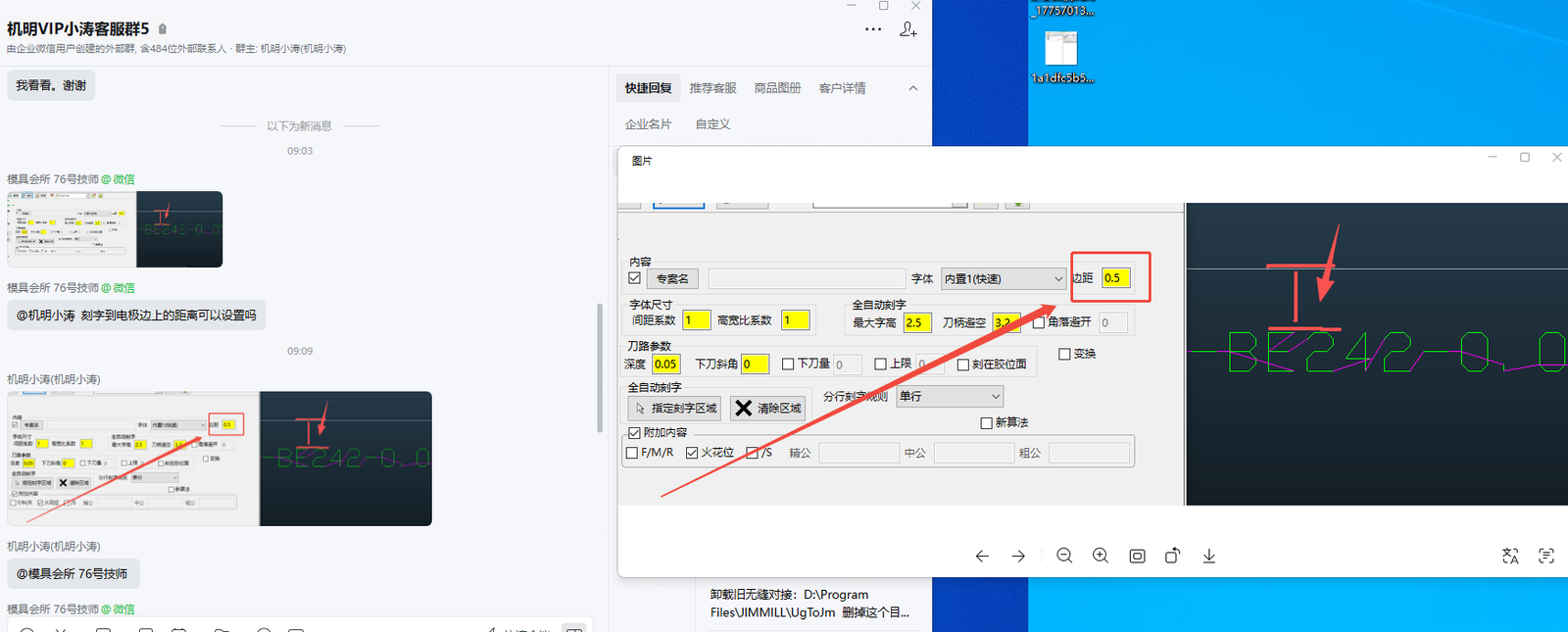
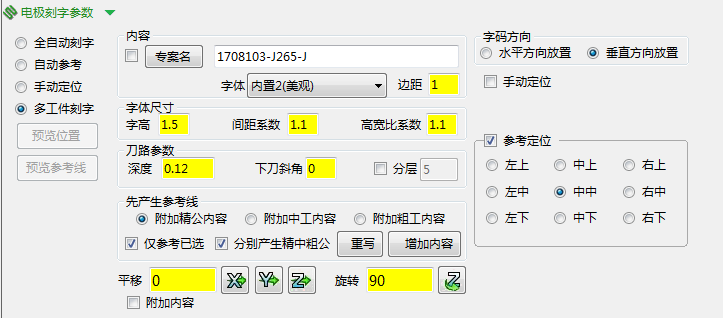
想设置刻字到电极边缘的距离。
在电极刻字参数界面的「边距」一栏填入数值,即可控制刻字到电极边缘的距离。
电极刻字字体太小,基准台小时刻出来的字看不清。
在电极刻字参数里调大「最大字高」的数值,即可把字加大、更清晰。
铜公自动刻字时,希望字码两边多预留一点位置。
在「全自动刻字」参数里调整「边距」数值(如默认 0.5 可加大),即可让字码两边预留更多位置。
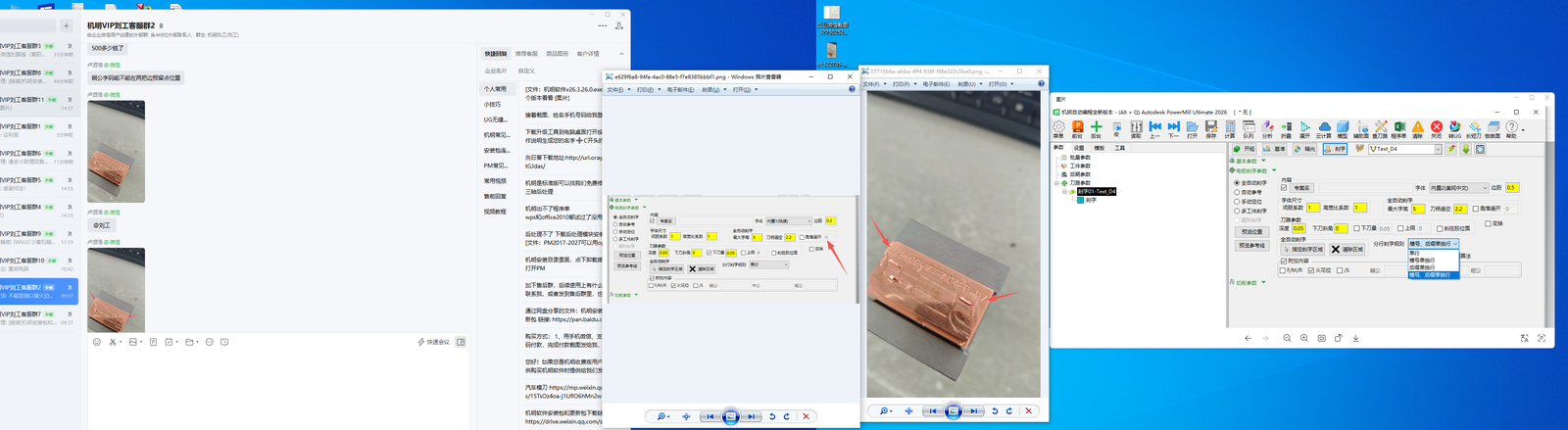
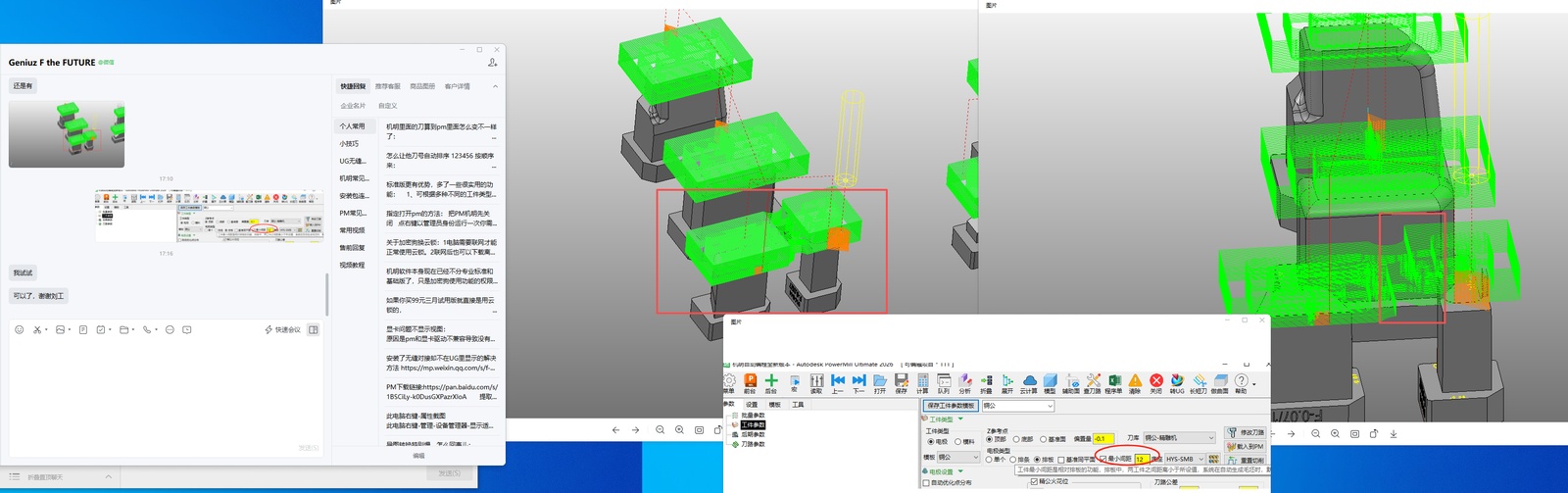
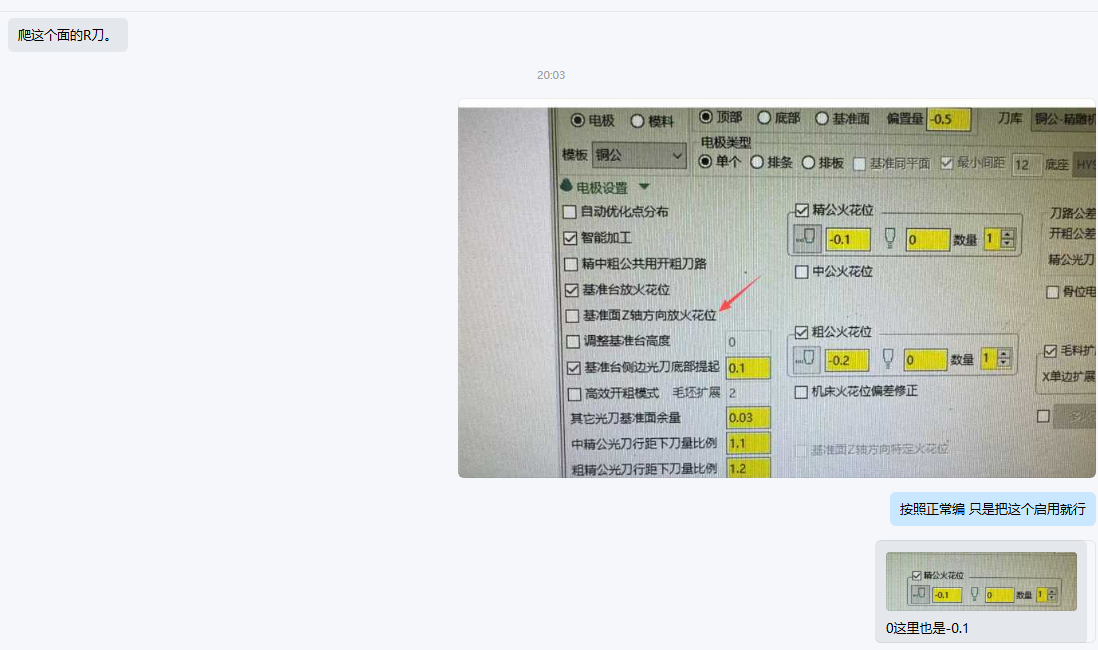
铜公要求Z轴不放火花位时,自行把底面余量改0、侧面改负值导致结果与UG不符、过不了三次元,正确做法是什么。
按正常电极编程流程设置即可,只需在「电极设置」中取消勾选「基准面Z向放火花位」这一项(见截图红箭头),不要手动去改各刀路余量。其余火花位、底面留量按常规参数设置(如示例放电值 -0.1)。
加工参数-刀路参数-刻字参数:刻字刀路的参数设置。刻字在点“刻字”时增加,每个工件仅能使用一次刻字刀路。
刻字方式:
①全自动刻字:针对单个电极自动定位并生成,无需参考;
②自动参考:针对单个电极,手动指定刻字位置、自动生成;
③手动参考:手动指定基准面上一点作为开始位置;
④多工件刻字:需先定义刻字参考线,一般用于整板或多个工件同专案加工。
可用“预览位置/预览参考线”查看效果。
内容与字体:内容勾选则用图档专案名,不勾可手动输入;字体可选类型(部分中文只有库里有的字才能刻);边距=字码与基准侧边的距离。
字体尺寸:字高;间距系数(1为默认,>1增间距、0~1之间减间距);高宽系数(规则同上);最大字高(按空白自动取尽量大但不超限);刀柄避空(刀柄与侧壁最小安全间隙)。
分行刻字规则:单行 / 模号单独行 / 后缀单独行 / 模号.后缀单独行。
刀路参数:指定/清除刻字区域、字码方向、指定参考、手动定位、先产生参考线、仅参考已选(勾选以选中曲面定位,不勾以整个专案定位)、分别参数精中粗公、重写、增加内容、平移、旋转、附加内容(附加火花位/放电数,取消勾选可编辑其它附加内容)。
温馨提示:若区域范围不够大会导致刻字尺寸很小,这时可用其它刻字类型来定义刻字位置。


计算刀路时提示「边界计算失败/边界太小,不能产生刀具路径」。
原因是边界相对刀具太小、刀具放不进去。二选一:①放大边界;②改用更小的刀具,然后重新计算。
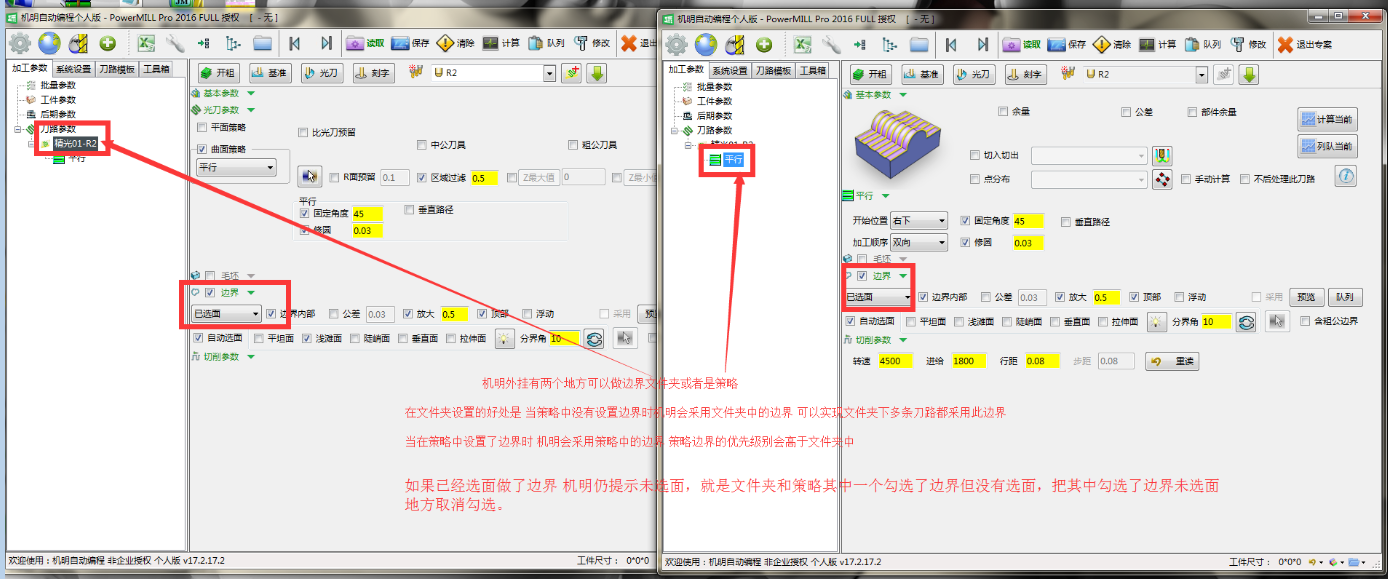
明明选择了曲面,计算刀路时机明仍提示「没有为边界选取曲面」。
机明一条刀路有两处可选用边界:一处是「电极共用参数」文件夹,一处是「子刀路参数」。其中一处选了面,而另一处勾上边界却没选面,就会提示此问题。请检查这两处,确保勾选了边界的地方都选好曲面。两处边界的关系可参考视频教程:10.第二章、03.电极刀路参数-边界.wmv。
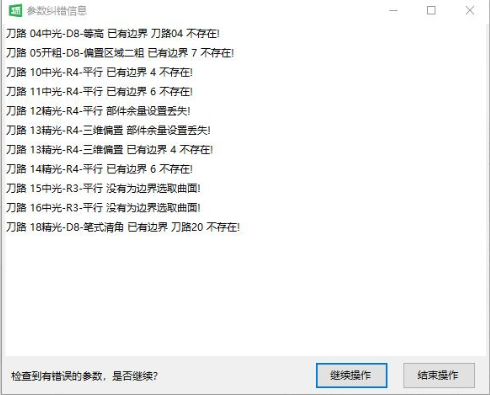
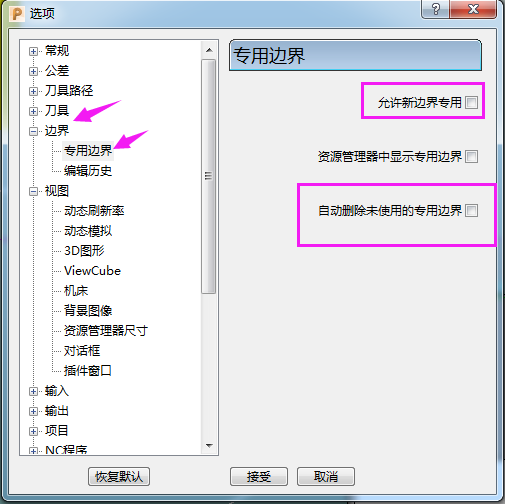
参数纠错信息提示「边界不存在」(有时同时提示「部件余量没有设置」)。
①打开 PowerMill 的「应用程序选项」;②进入「边界—专用边界」;③去掉该项勾选,即可消除「边界不存在」提示。
若同时提示「边界不存在、部件余量没有设置」,可参考图文教程:https://mp.weixin.qq.com/s/lTxCQJ87YYEik6ZEjg6w9w
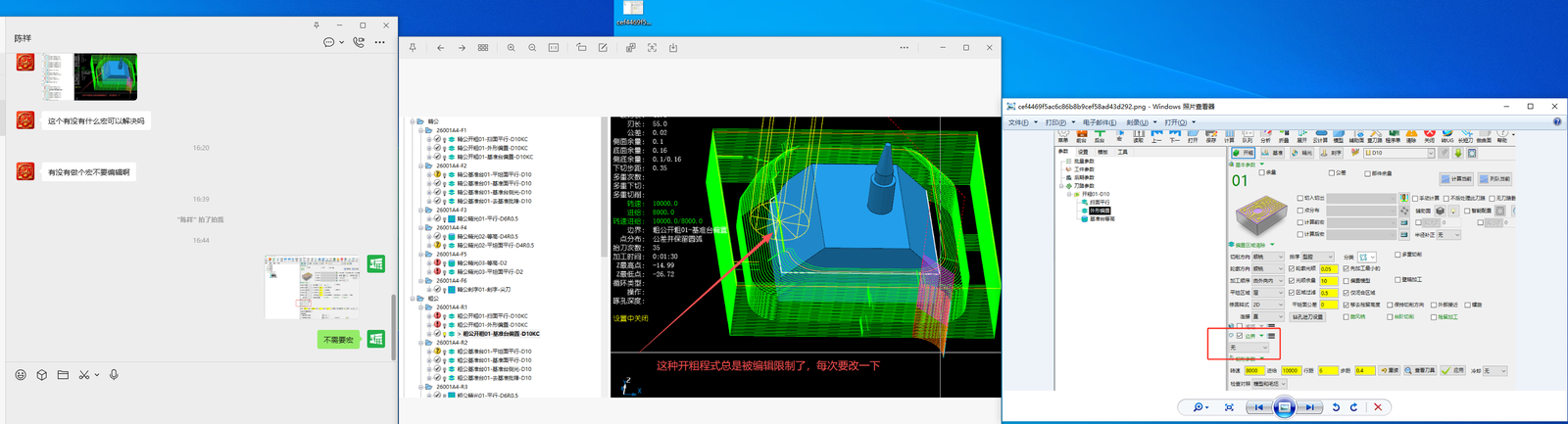
导入后刀路总是被一个边界限制住,每次都要手动改,询问是否有宏可以一劳永逸解决。
不需要做宏。在机明刀路参数编辑器中找到「边界」一项,将其下拉框改为「无」,即可取消边界对刀路的限制。
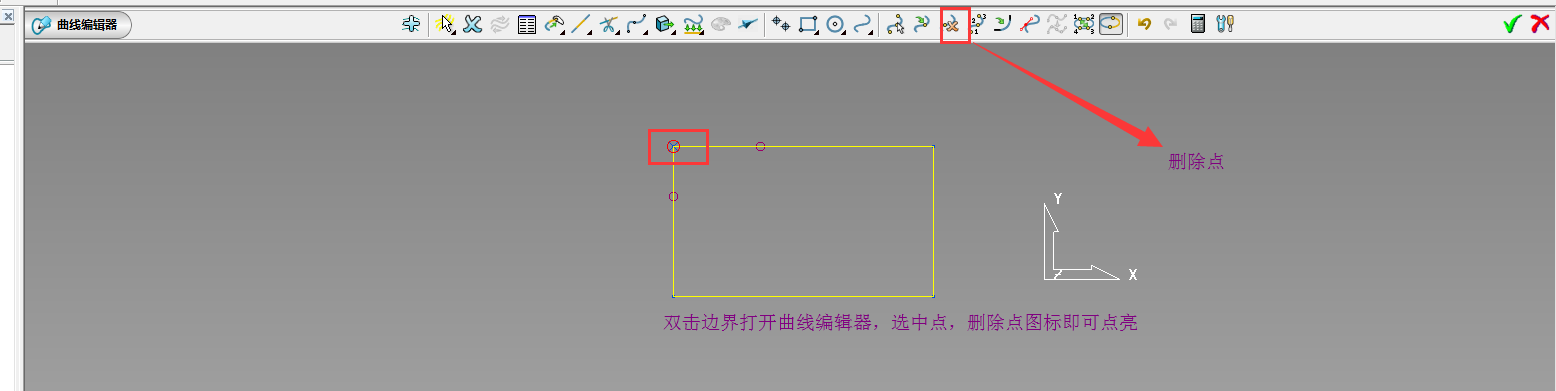
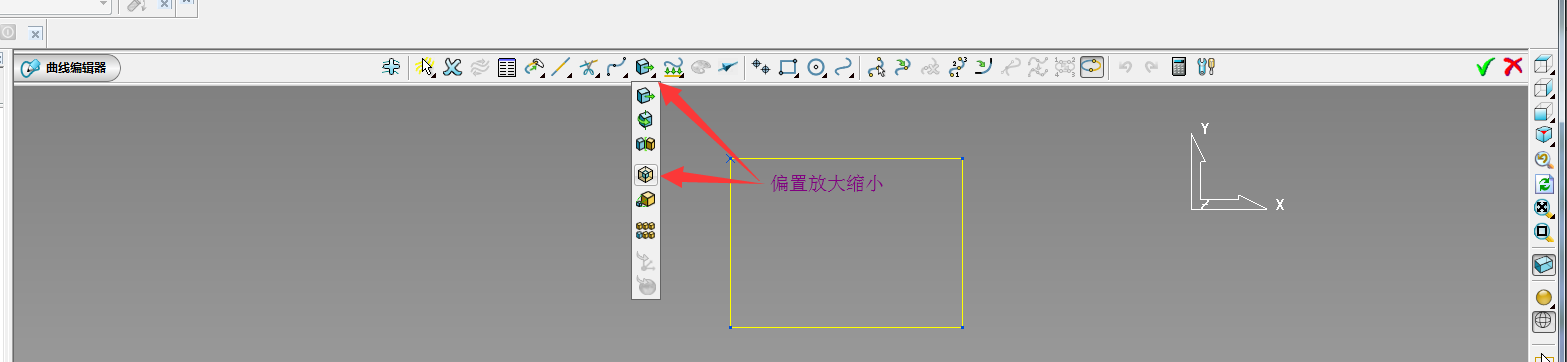
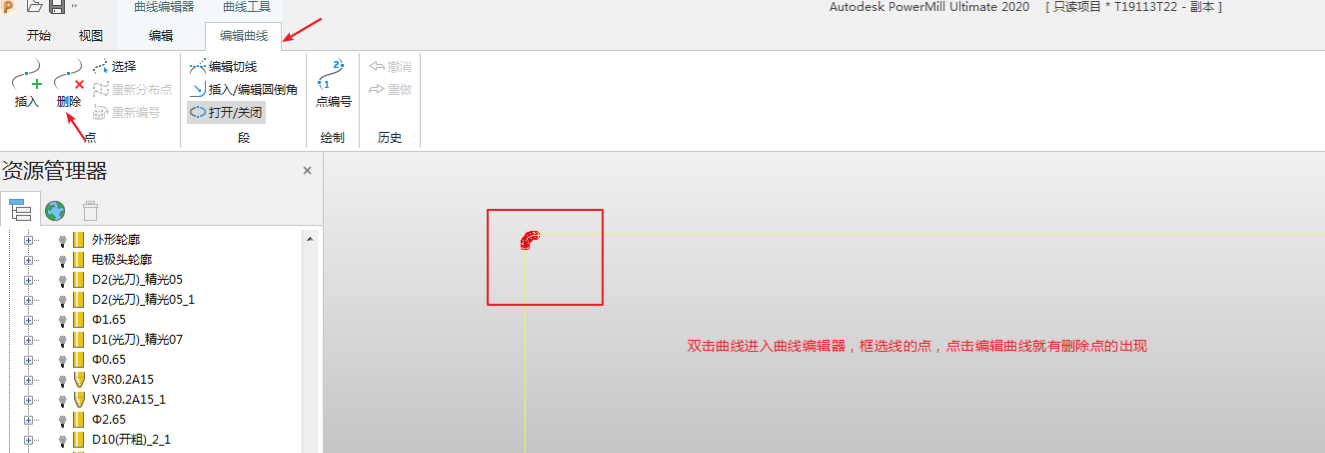
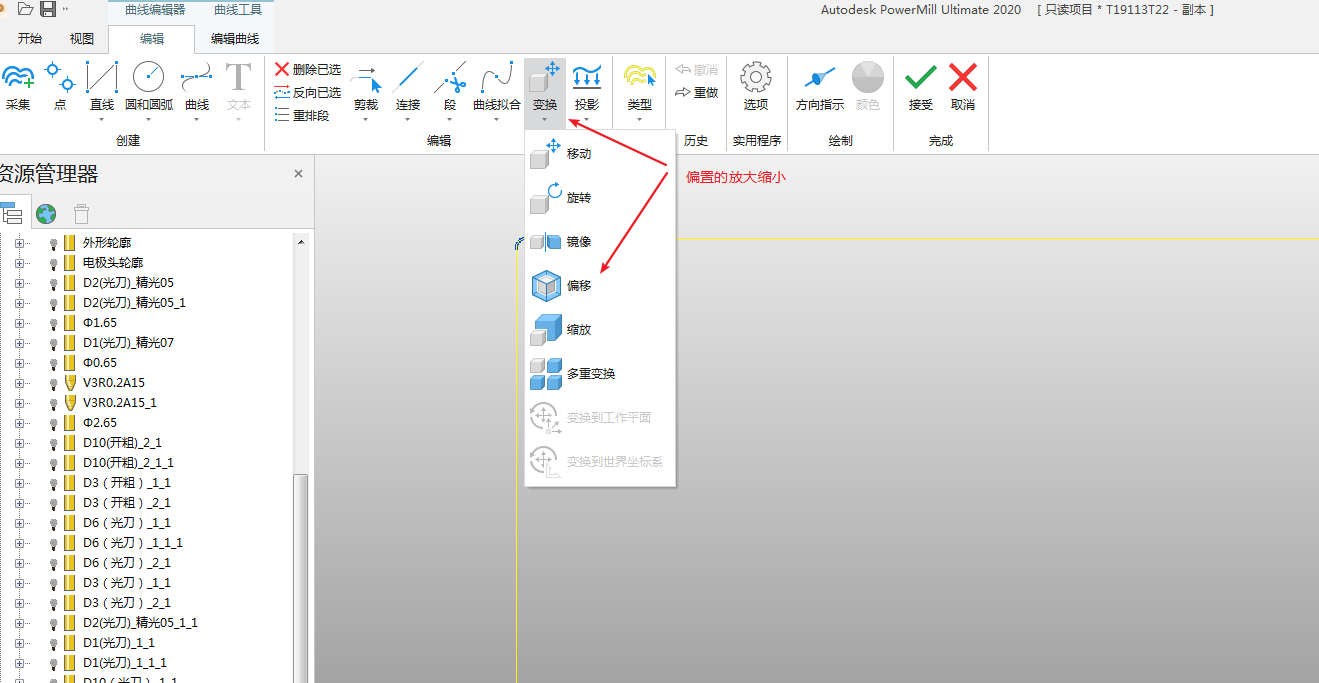
PM 不同版本里「边界删除点、边界偏置放大/缩小」的入口位置不同。
PM2012、PM2017 为一种位置,PM2018 及以上版本为另一种位置(见下图)。请告知所用 PM 版本,提供对应操作位置;也可将边界界面截图发来直接指出。
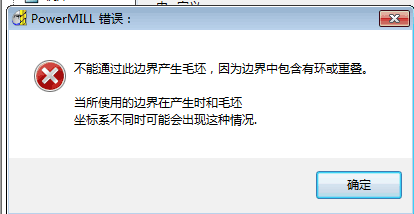
PM 创建边界毛坯提示错误。
把这条边界先放大一下再缩小回去(刷新边界),然后重新创建毛坯即可。
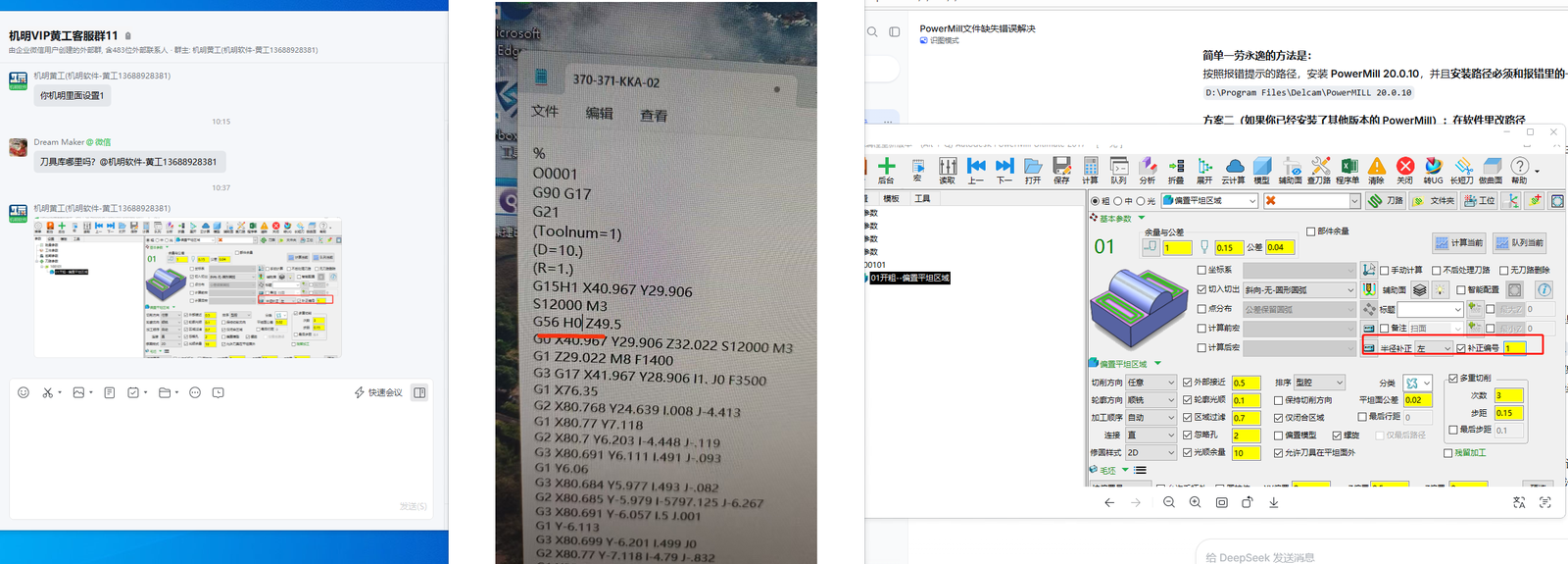
出程序时刀具补偿(补正编号)每次都是0,想改成1,不知道在哪里设置。
在机明刀路参数里找到「半径补正」一项,勾选「补正编号」并把数值填为1(如截图红框所示),即可让补偿号输出为1。
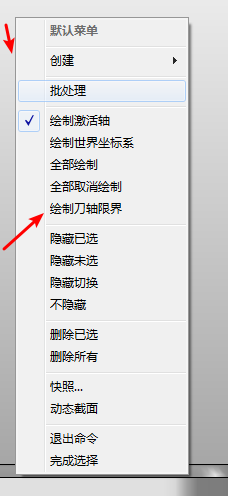
PM 坐标里出现了实体圆。
由「绘制刀轴限界」被勾上导致。①在坐标空白处点鼠标右键;②把「绘制刀轴限界」取消勾选即可,实体圆会消失。
刀路设置了分层,但只加工到了最上面一层。
该刀路参数中的「平坦区域」被设为「关」,导致只加工顶层:
① 把「平坦区域」打开(或开启「残料分层」),使其按层加工;
② 重新计算即可加工到下面各层。

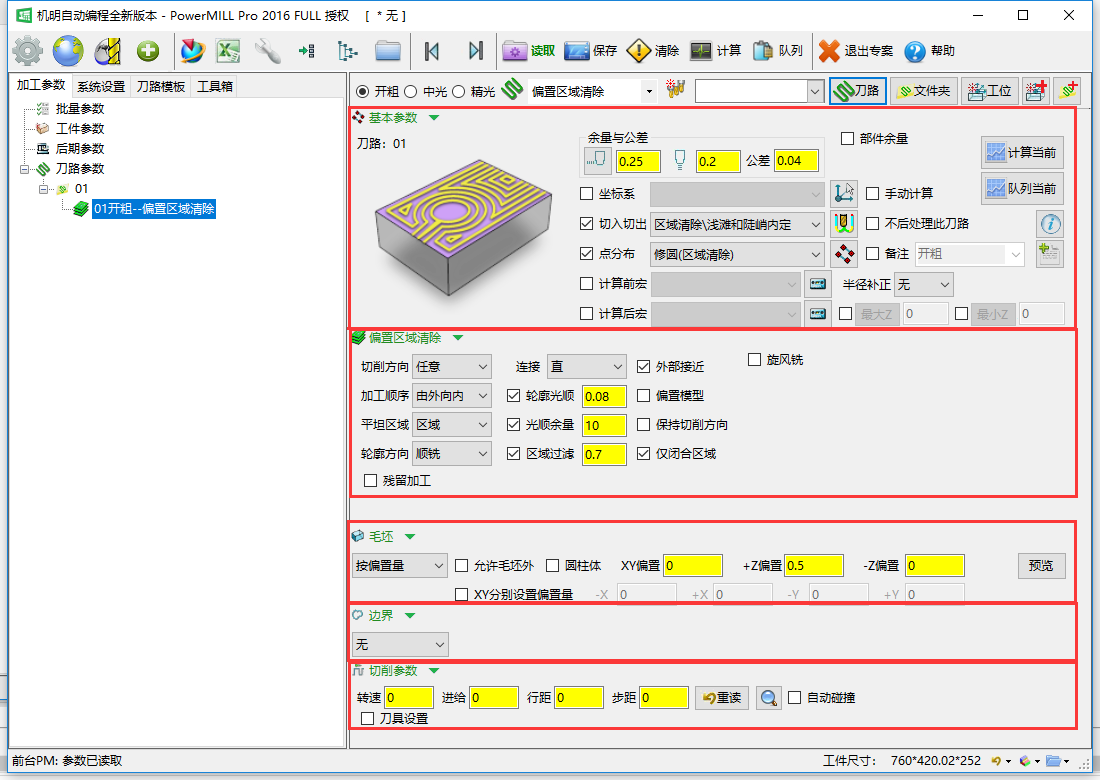
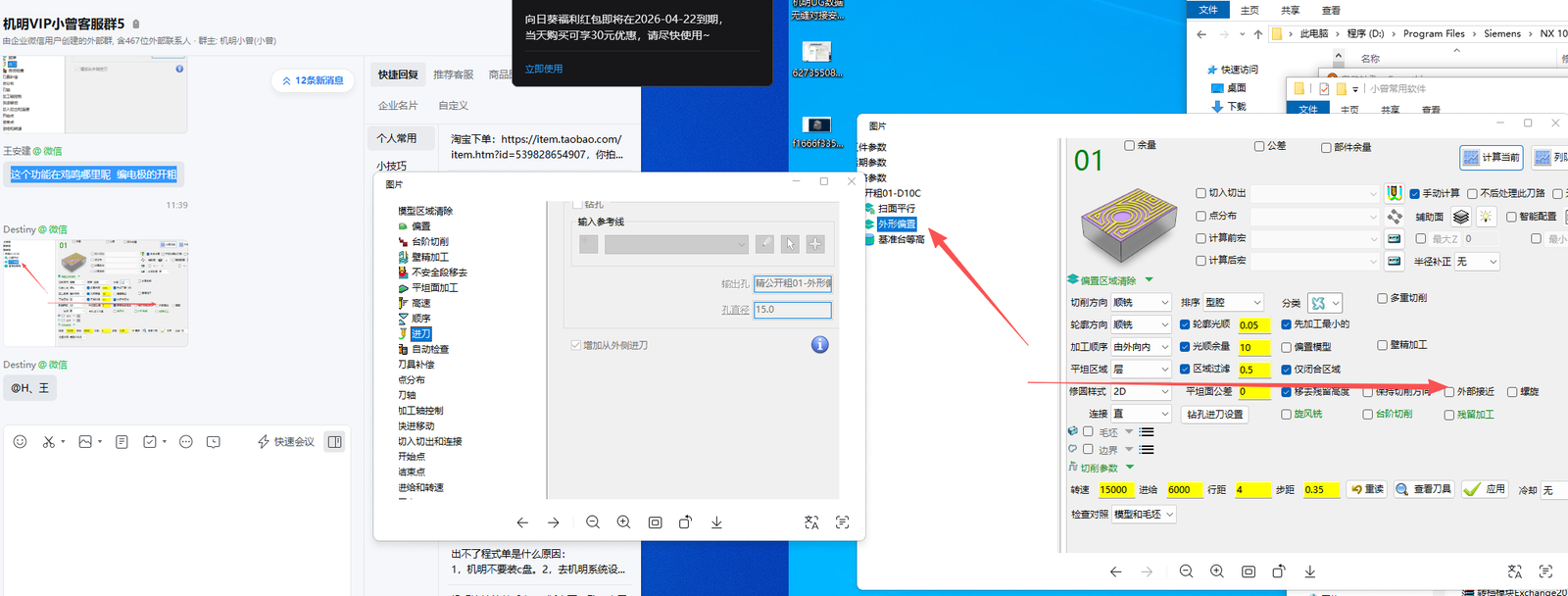
编电极开粗时,想用「外侧进刀(从外侧进刀)」功能,不知在机明哪里。
在机明开粗(偏置区域清除)参数面板中勾选「外部接近」选项,即可实现从外侧进刀。
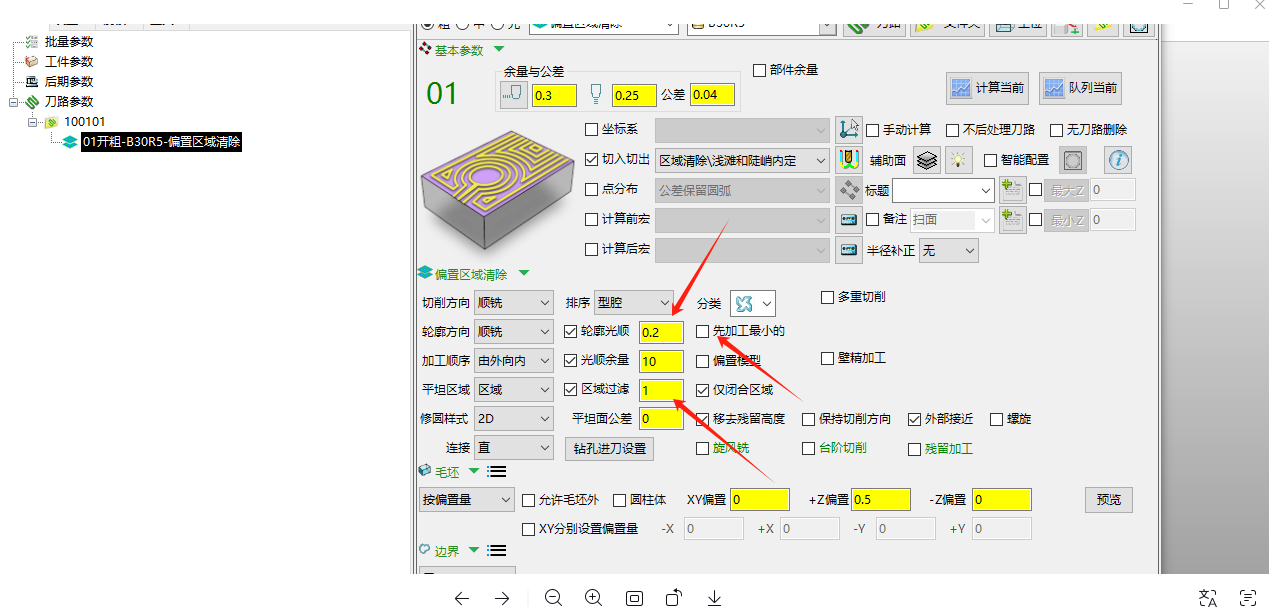
开粗加工时拐角处声音大,想知道改哪个参数。
在「偏置区域清除」参数里调整:
① 勾选「轮廓光顺」并设置光顺值;
② 配合「区域过滤」一起用,让拐角更平顺以降低噪音。
光平面加工时发生过切,平面被直接铣平(多件排板中个别件过切)。
①适当多放一点余量(约一个丝);②在「平行平坦区域」加工参数中取消勾选「外部接近」后重新计算。若仍过切则需进一步检查侧边余量设置。
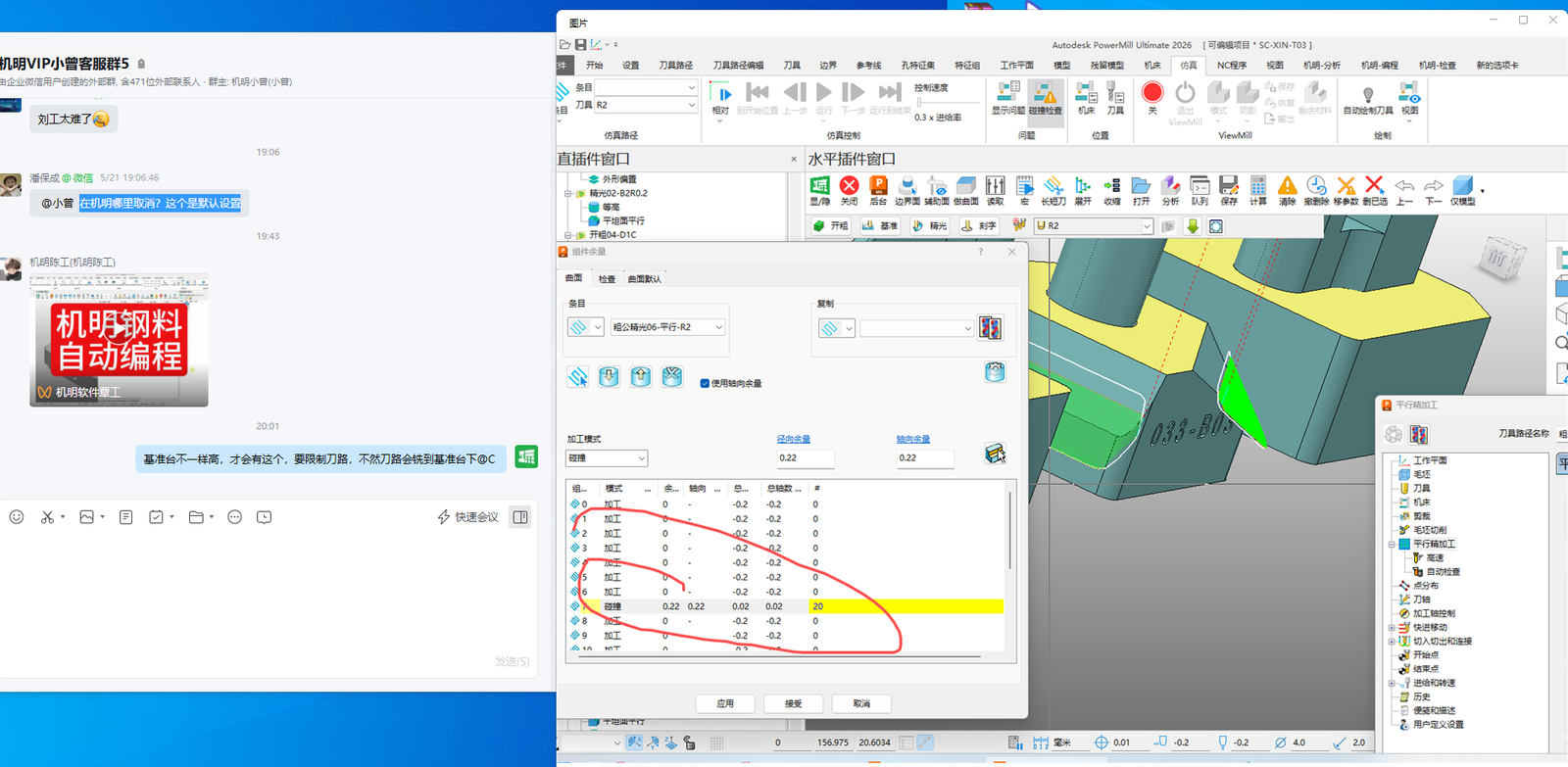
基准台高度不一致时等高刀路会扫到台面,问是否为默认设置、在机明哪里取消。
该现象是因基准台高度不一样才出现,并非可直接取消的默认项。需在加工参数中限制刀路(对相应加工区域设置加工/避空模式),否则刀路会继续铣到基准台。
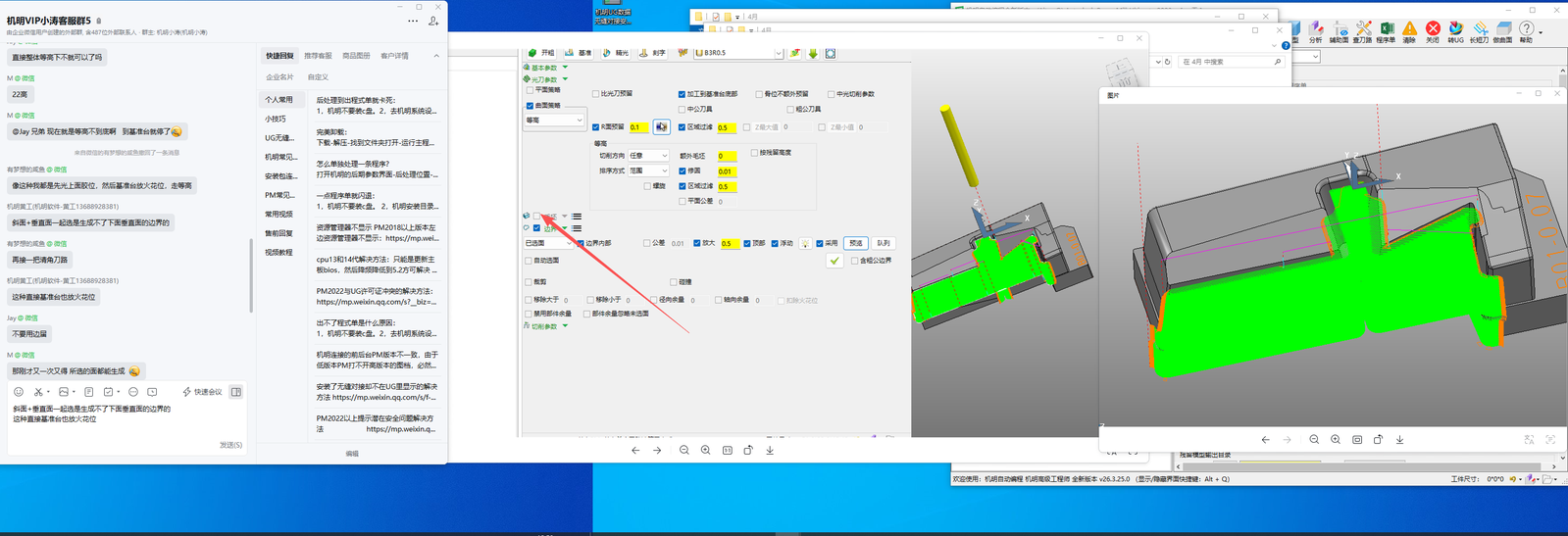
做等高(恒定Z)时勾选了已选面作为边界,刀路无法下到基准台下方的面。
斜面和垂直面一起选作已选面边界时,生成不了下面垂直面的边界,所以等高下不去。建议这种情况不要用已选面边界,直接在基准台上放火花位即可。
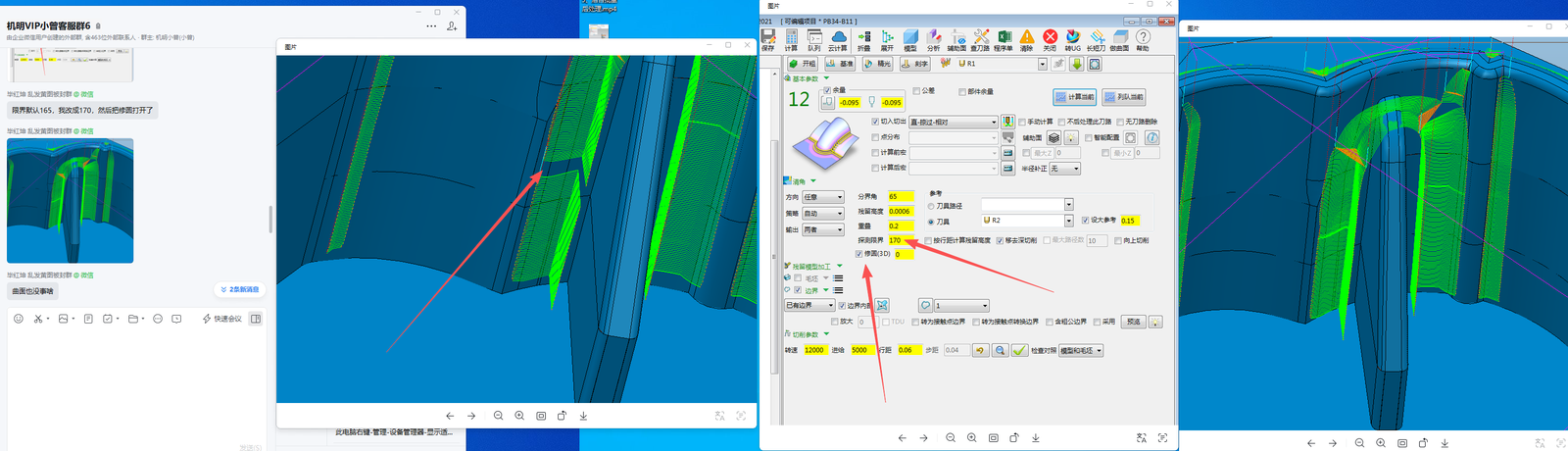
曲面清角刀路计算出来后会断开、不连续。
①在清角参数中将「探测限界」由默认165适当调大(如改为170);②勾选「修圆(3D)」选项。重新计算后曲面刀路即不再断开。
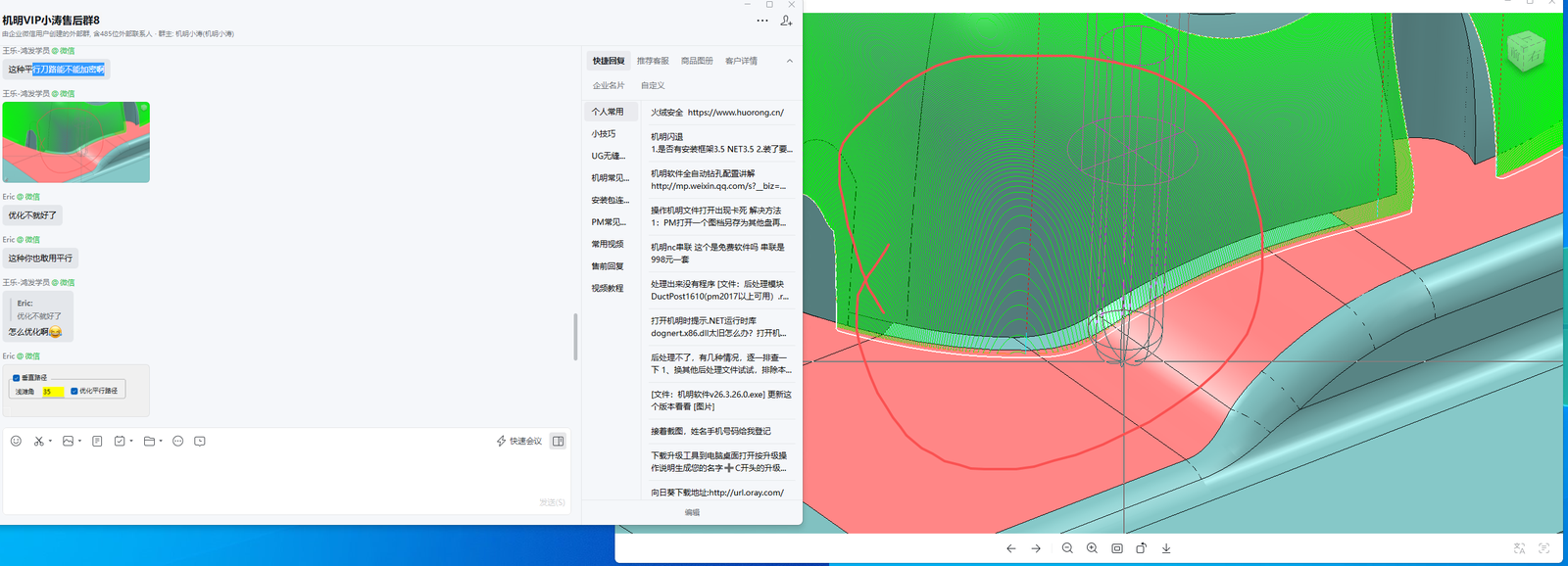
平行精加工刀路太稀疏,想加密/优化。
在「垂直路径」选项里勾选「优化平行路径」即可对平行刀路进行优化加密(可配合设置浅滩角,如35),改完重新计算。
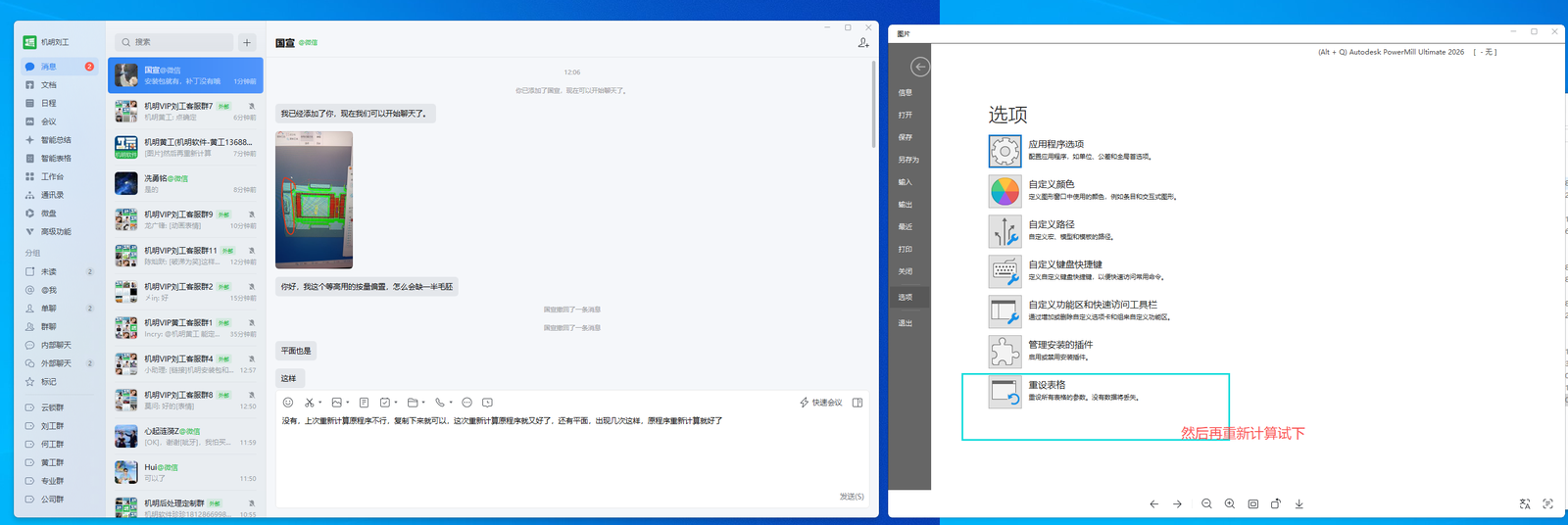
等高使用毛坯偏置计算时,刀路只覆盖一半毛坯,平面也出现同样情况,且时好时坏。
属于偶发的计算异常。进入 PowerMill「文件—选项」,点击「重设表格」恢复默认设置,再重新计算刀路即可正常生成。
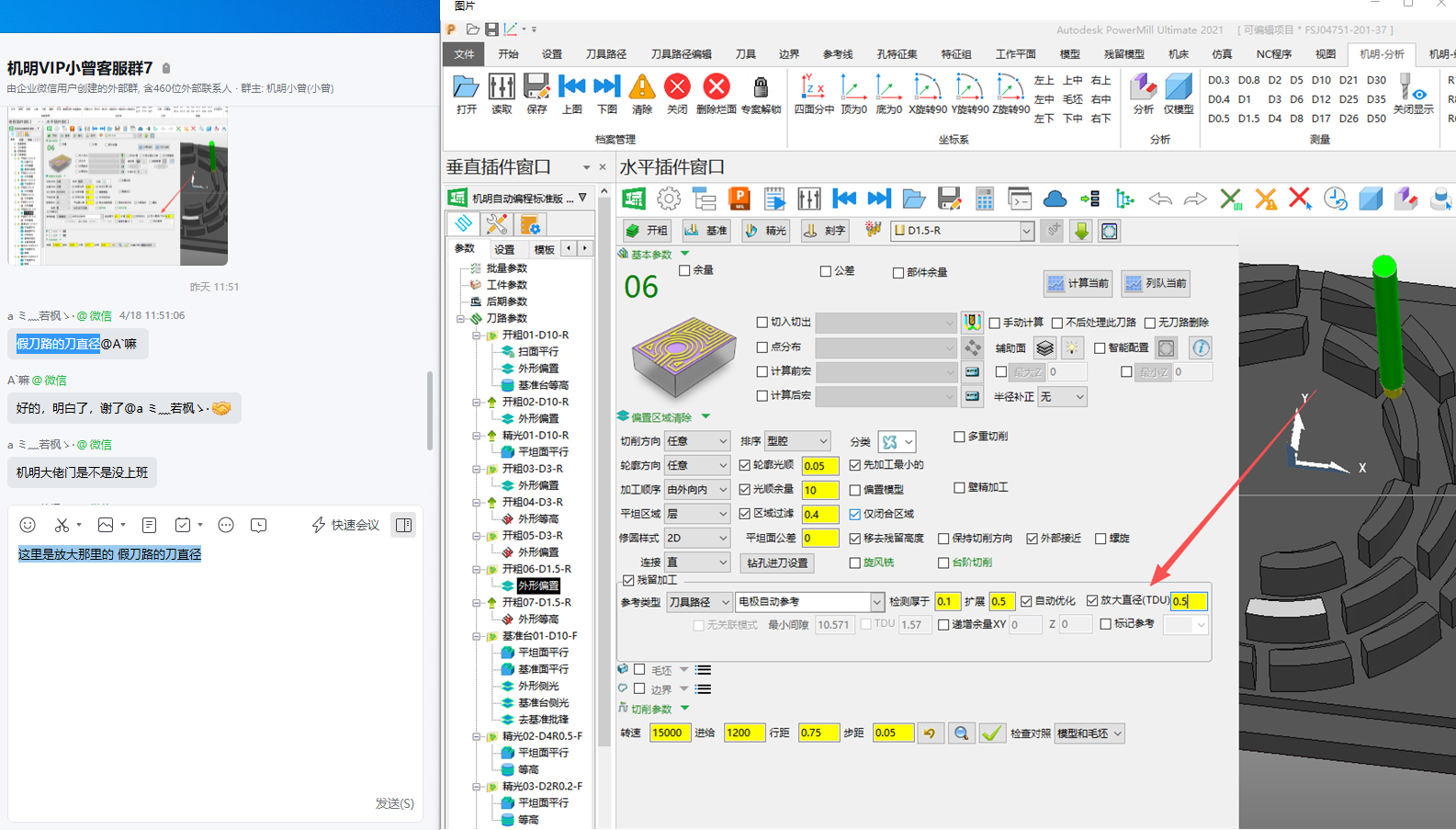
想放大"假刀路"(参考/虚拟刀路)的刀具直径,不知在软件哪个位置设置。
在该刀路参数面板的「参考设置」中调整假刀路(参考刀路)的刀具直径,即可放大。
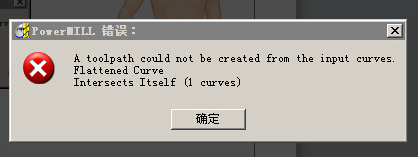
倒角刀路提示错误。
原因是参考线没做好、参考线之间有相交。①重新检查并修整参考线,确保无相交;②重新计算倒角刀路。
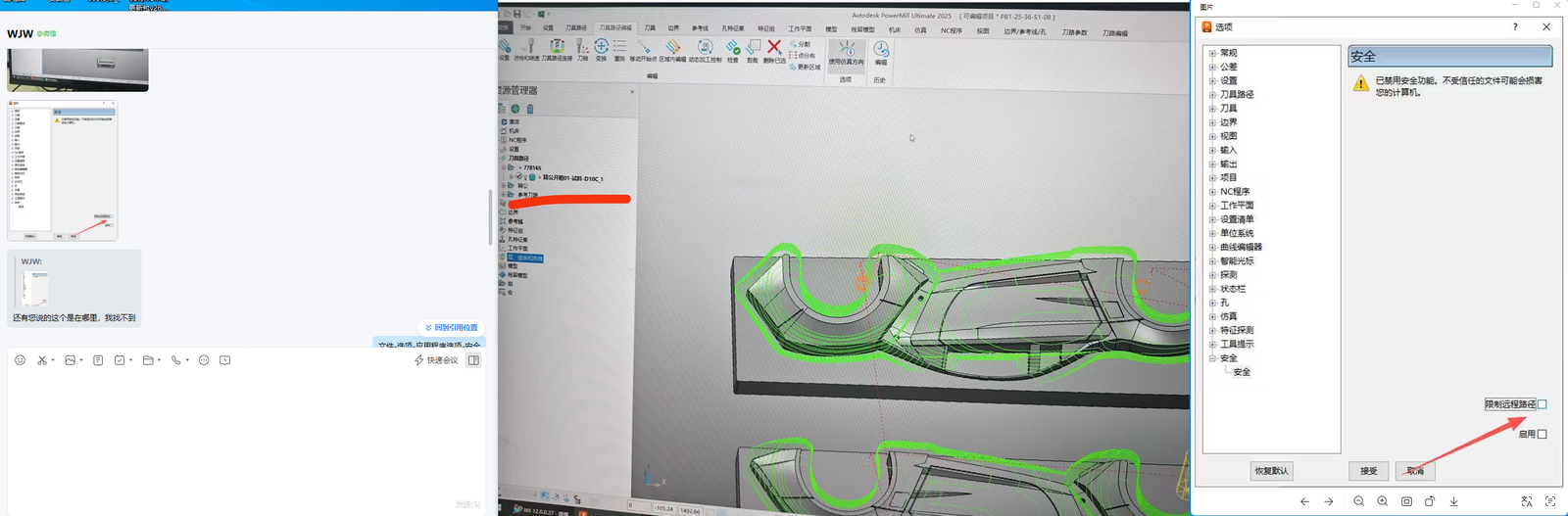
试刀刀路计算不出来/被自动删除,找不到对应设置位置。
在 PowerMill→选项→安全(选项树最下方「安全」节点)中找到「限制远程路径」复选框进行设置。
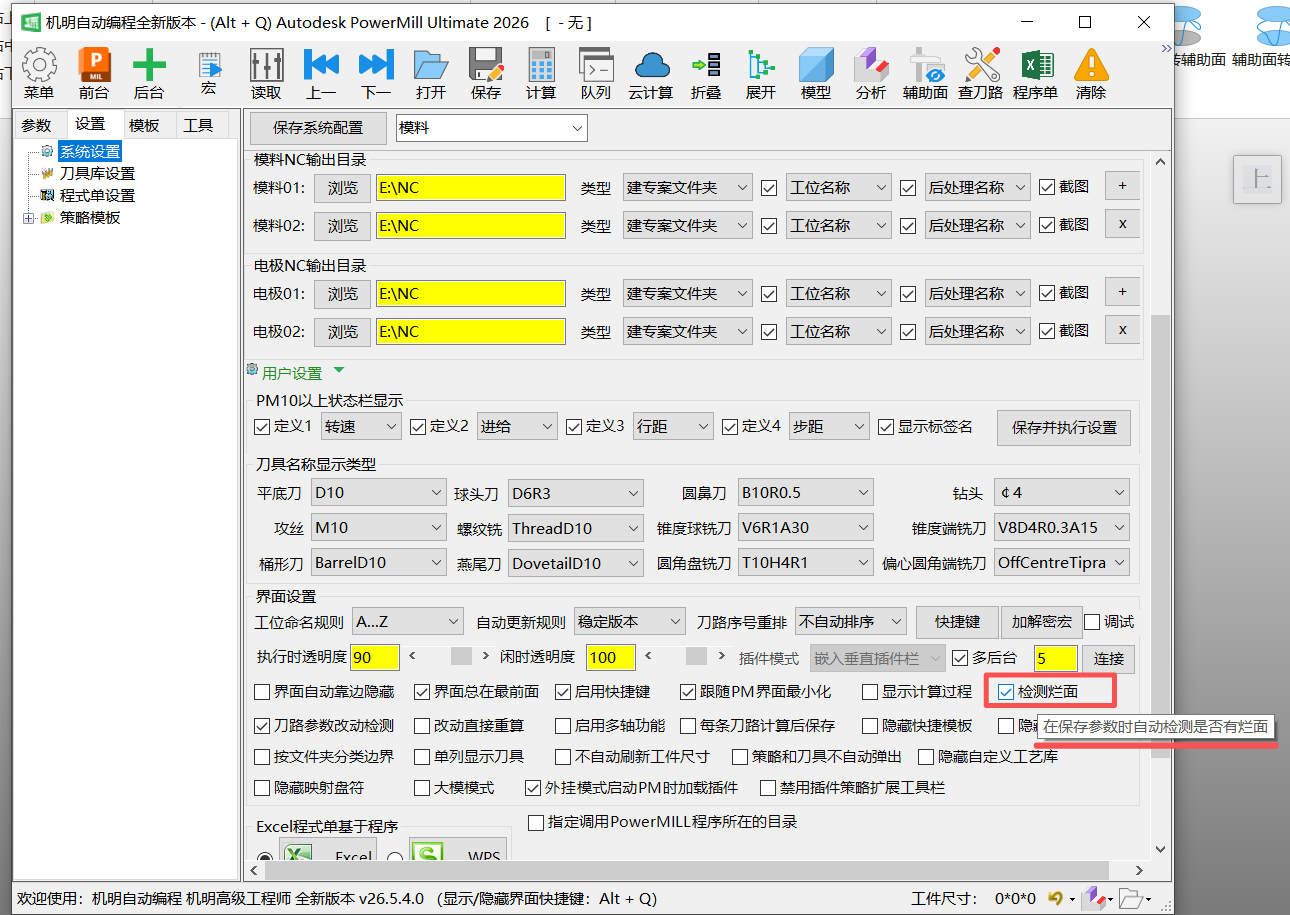
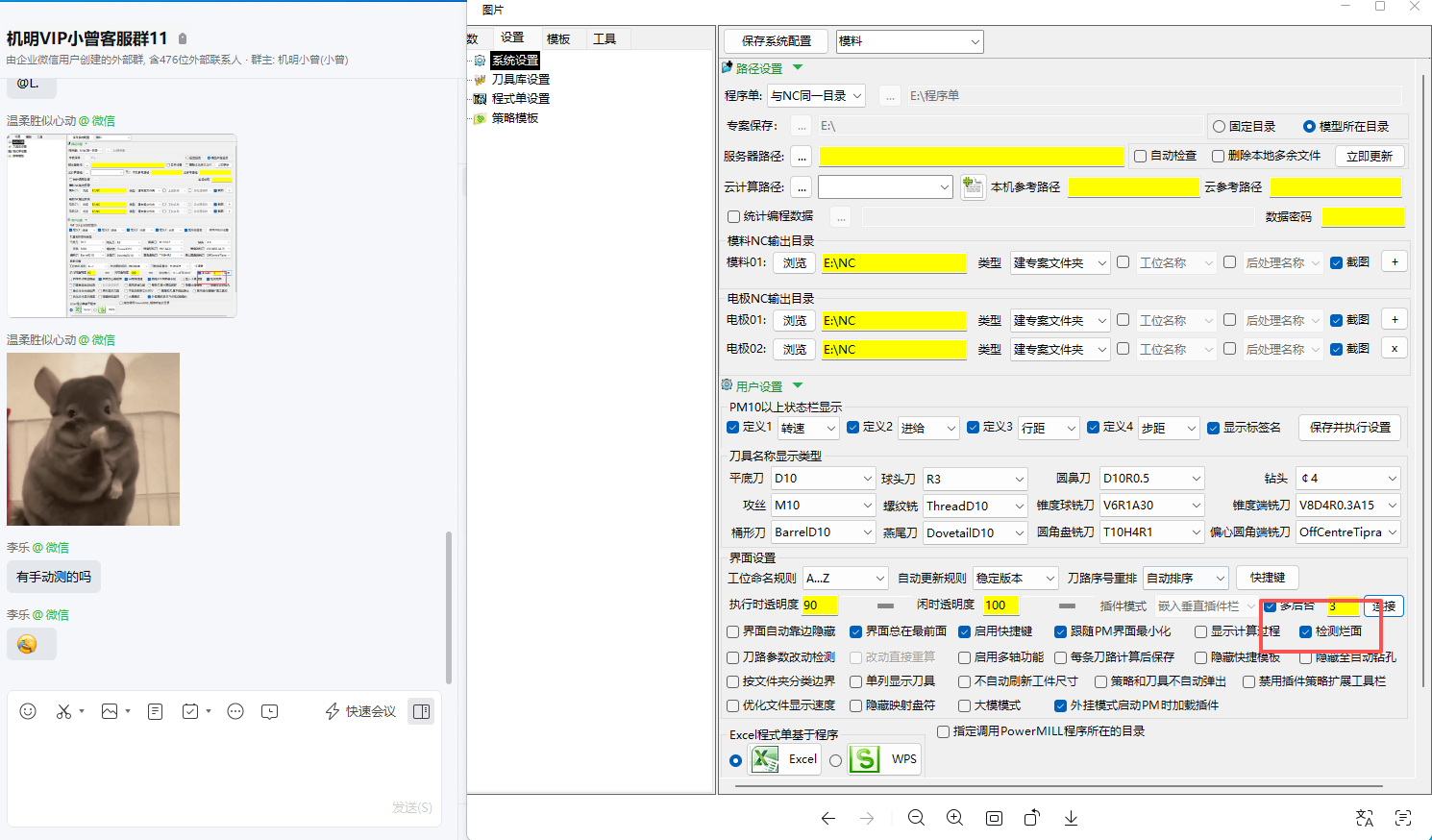
机明是否有检测烂面功能,能否手动取消。
机明在「系统设置」中提供「检测烂面」选项,由复选框控制:勾选则导图时自动检测烂面,取消勾选即关闭(见截图系统设置右下角红框处的「检测烂面」选项)。
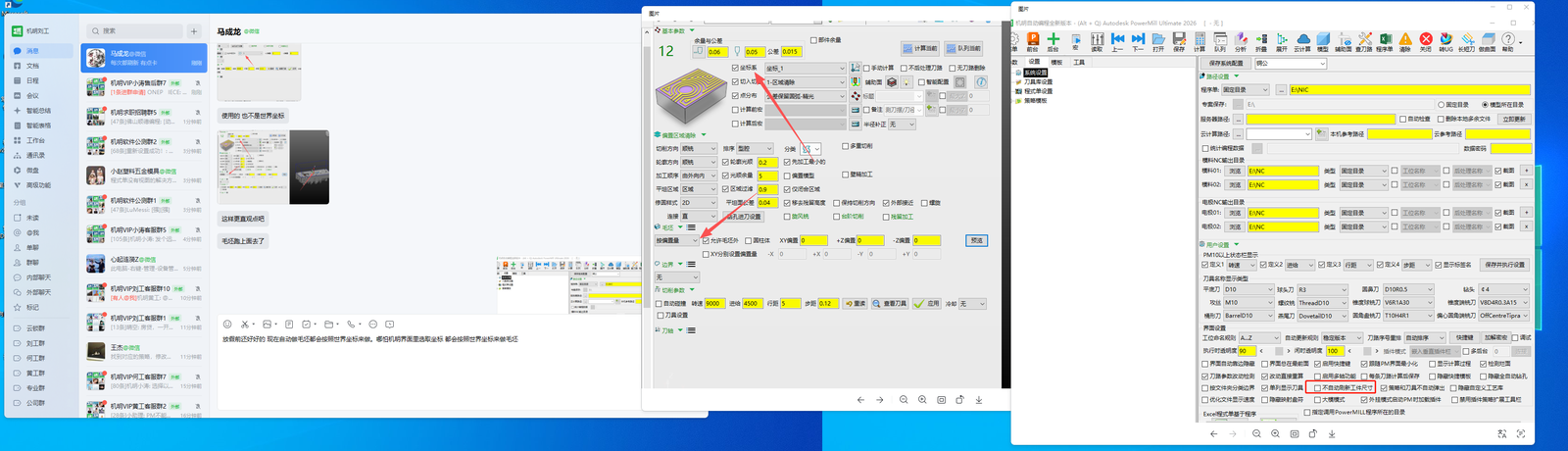
在机明界面选取坐标时,毛坯总按世界坐标生成,工件尺寸不随坐标系自动刷新。
该行为由「系统设置→界面设置」里的「不自动刷新工件尺寸」选项控制。取消勾选「不自动刷新工件尺寸」,之后切换坐标系,工件尺寸(毛坯)即自动刷新。
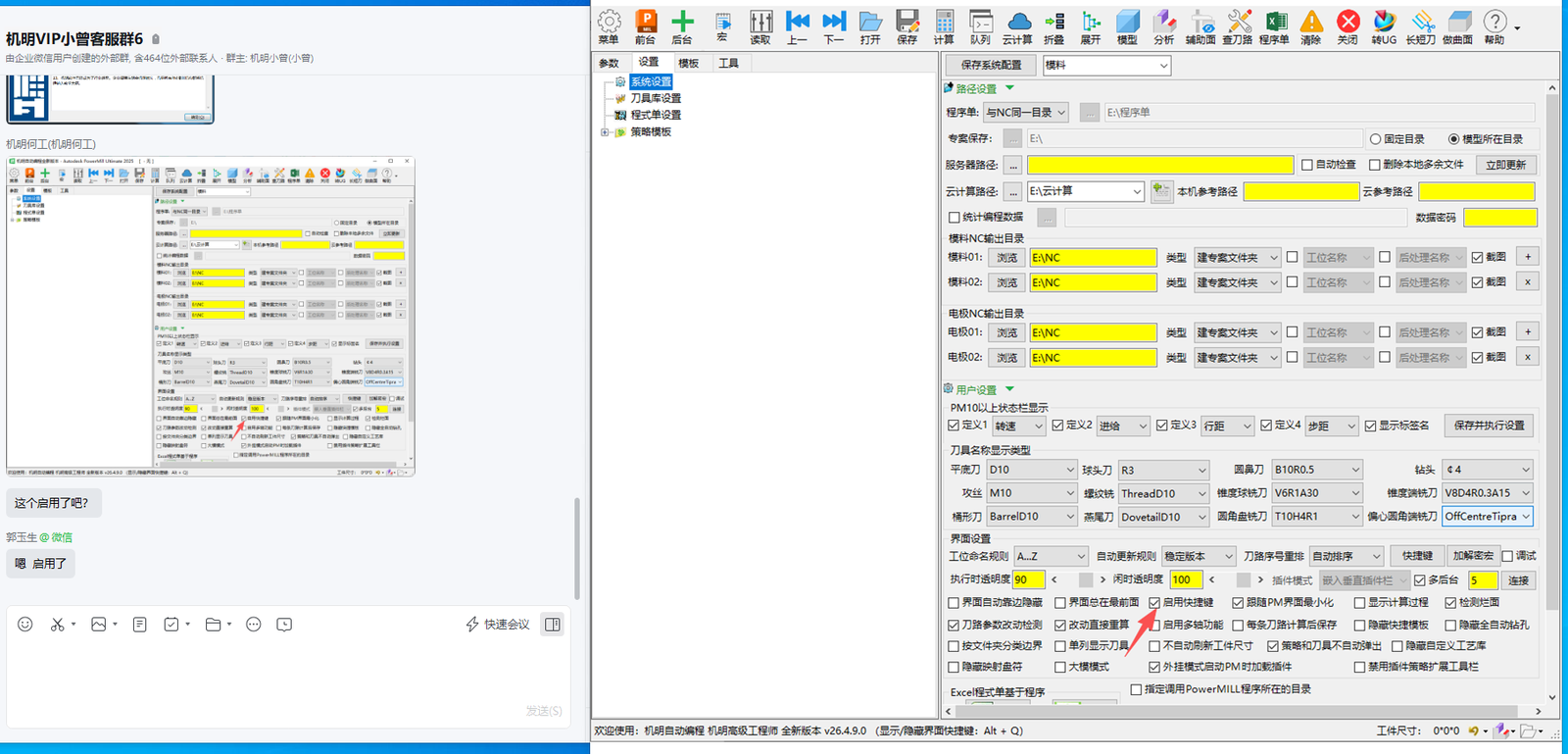
做好程序保存并重启软件后,策略(刀路)全部不见了。
原因是刀路未计算就保存,重启后未计算的刀路不会保留。①在【系统设置-用户设置-界面设置】中勾选「每条刀路计算后保存」,使每条刀路算完后自动保存;②或保存前先把刀路计算一遍再保存。

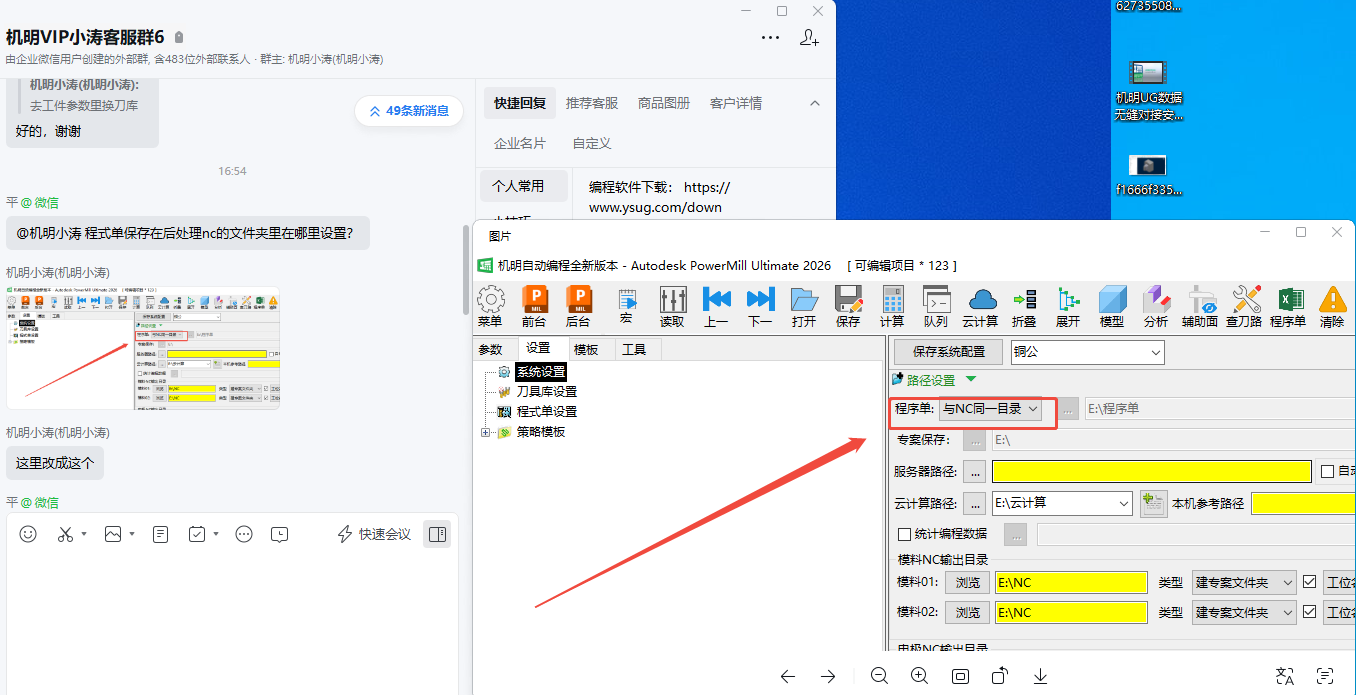
想让生成的程序单保存到后处理NC所在的文件夹,不知在哪里设置。
在「系统设置—路径设置」中,把最上方的「程序单:」路径方式下拉框设为「与NC同一目录」,程序单就会输出保存到后处理NC所在的文件夹。
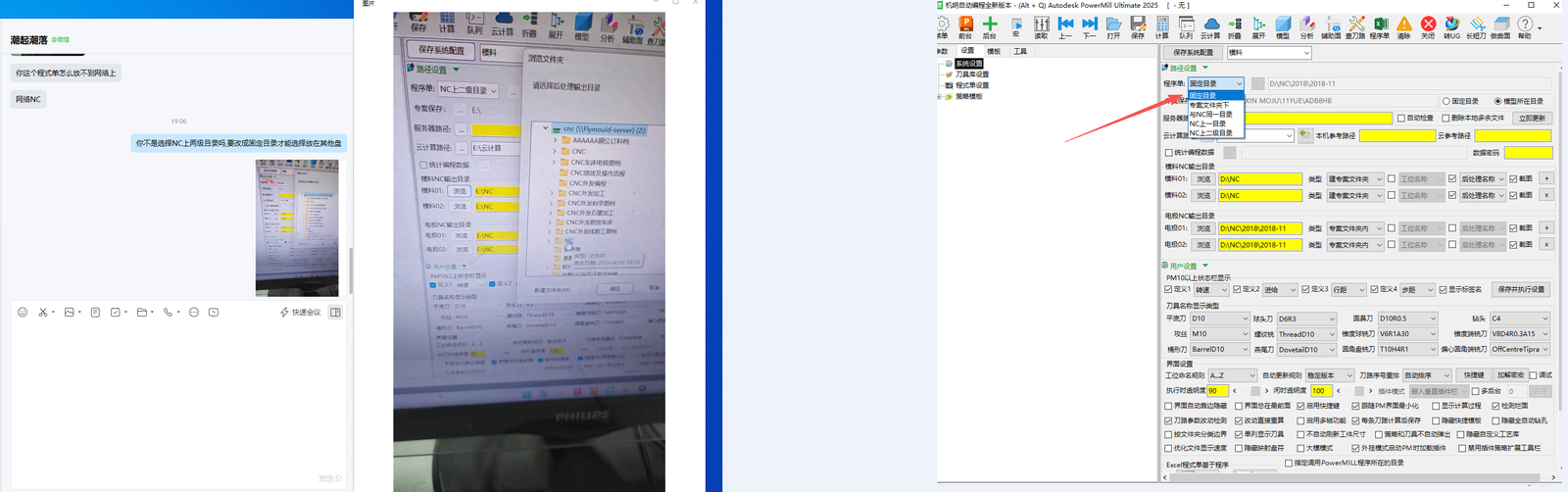
程序单放不到网络盘(网络NC路径)上。
原因是「程序单」路径方式选成了「NC上二级目录」(跟随NC相对路径),无法指定到网络盘。在「系统设置—路径设置」中,把「程序单:」下拉改为「固定目录」,然后浏览选择网络盘(如 \\服务器\cnc)下的目标文件夹即可。
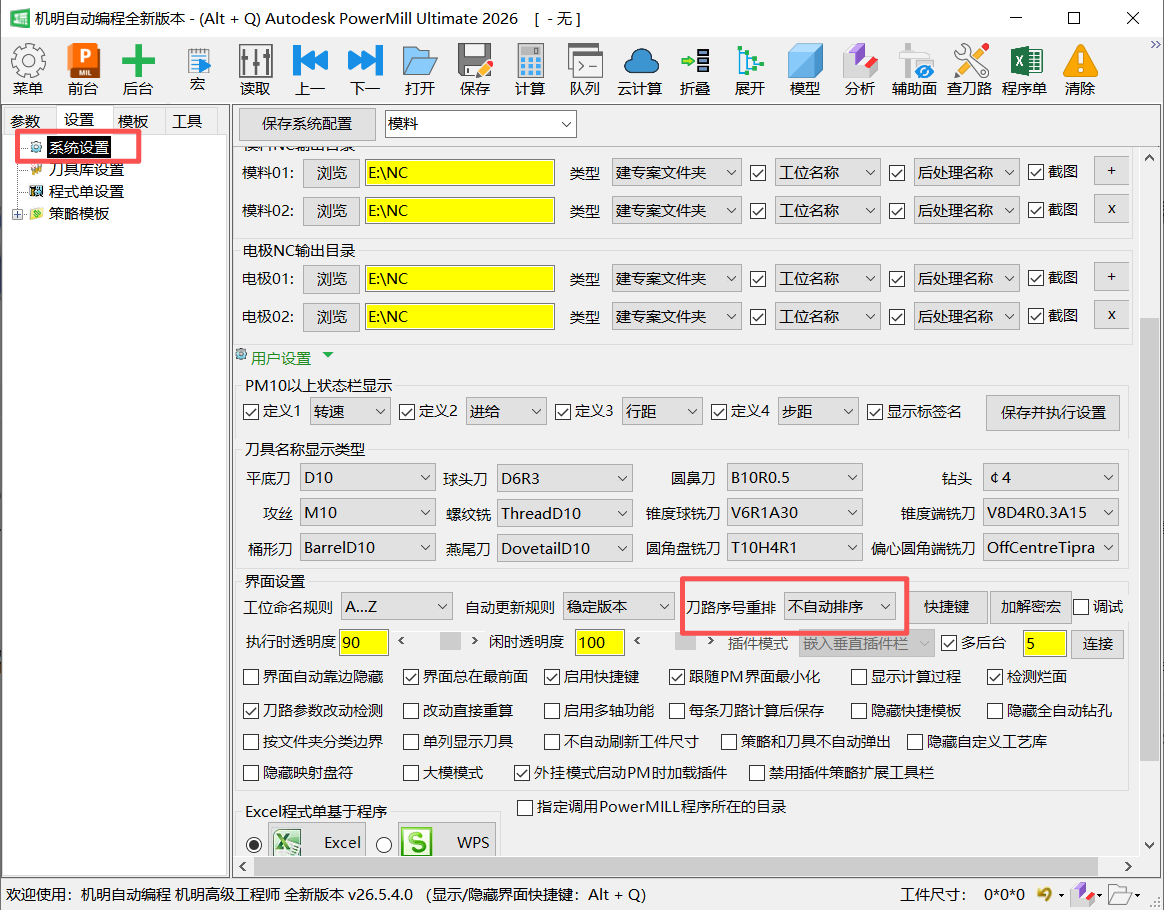
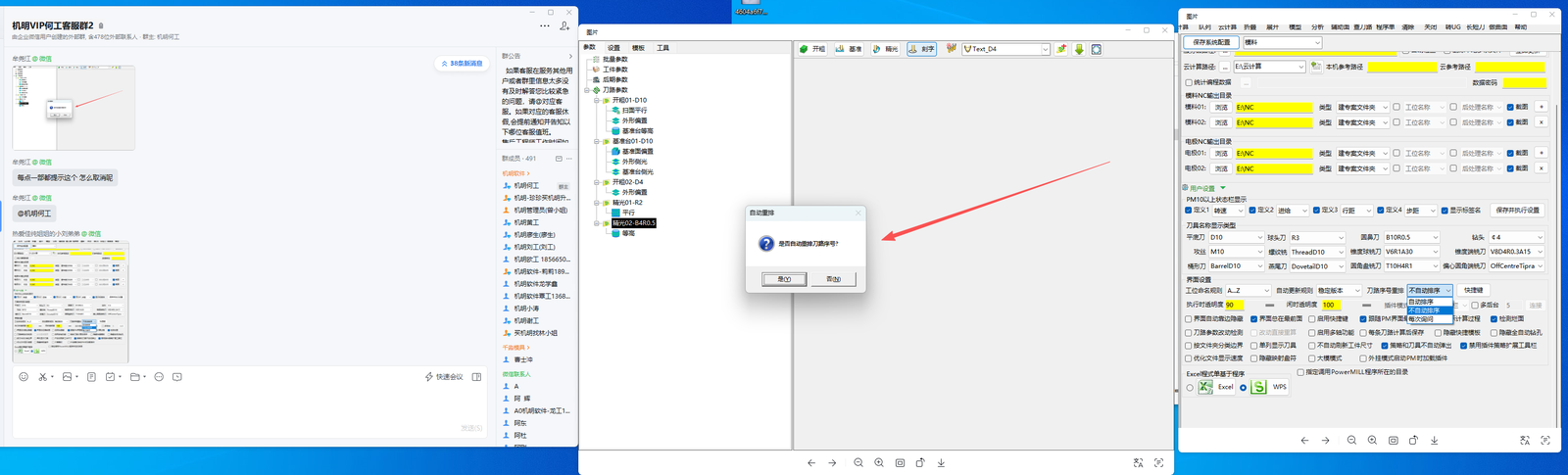
默认开启了「自动重排刀路序号」功能,计算刀路时会触发是否重排的提示。
进入机明系统设置—界面设置,把「刀路序号重排」改为「不自动排序(不自动重排)」即可,之后不再弹出该提示。
点击文件管理(专案打开)按钮直接卡死。
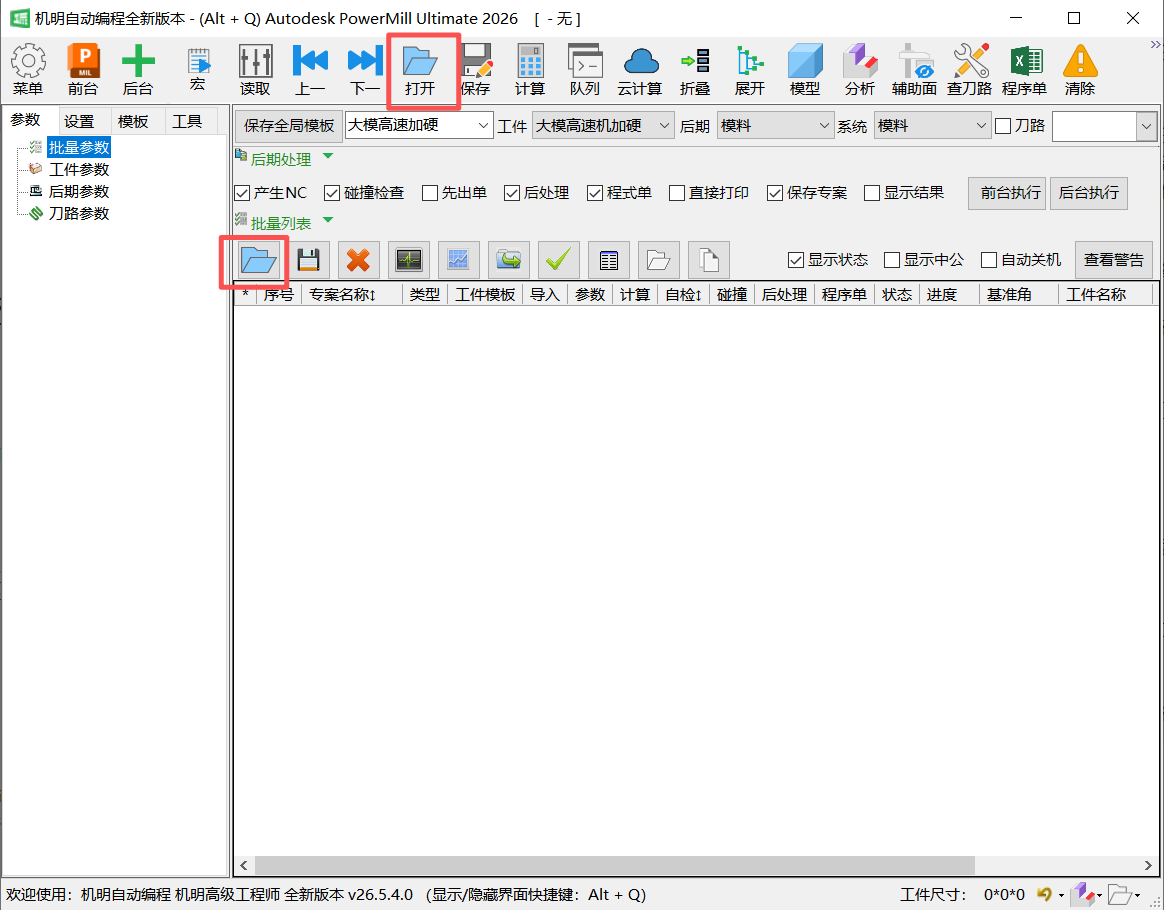
上次打开/关闭的图档在网络盘,网络盘内文件夹太多,点击文件管理瞬间会读取里面所有文件及图标,文件太多读取不过来导致卡死。
进入机明系统设置界面,勾选【隐藏映射盘符】并保存【系统配置模板】,再打开文件管理即可。
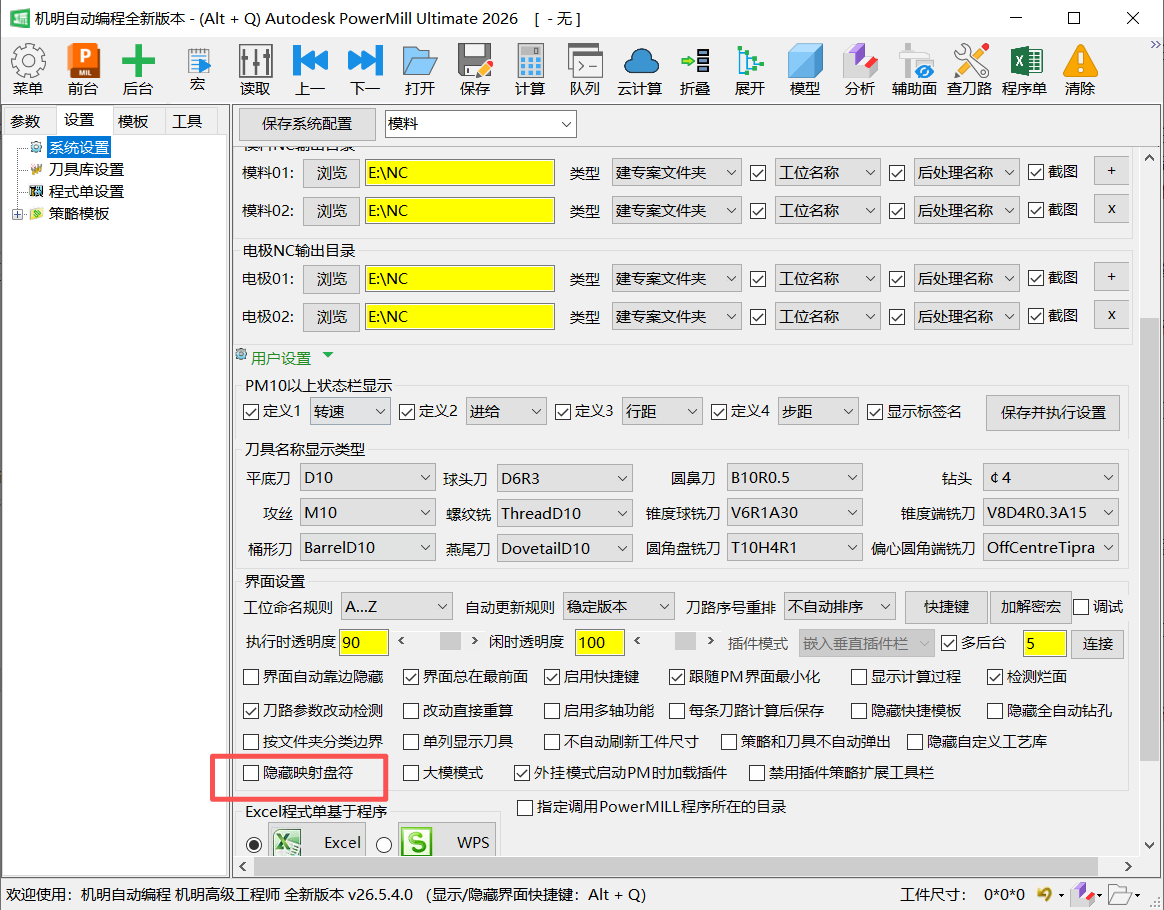
退出机明,手动在PM中打开一个本地盘的专案并保存,再退出PM,重新打开机明即可正常使用文件管理。
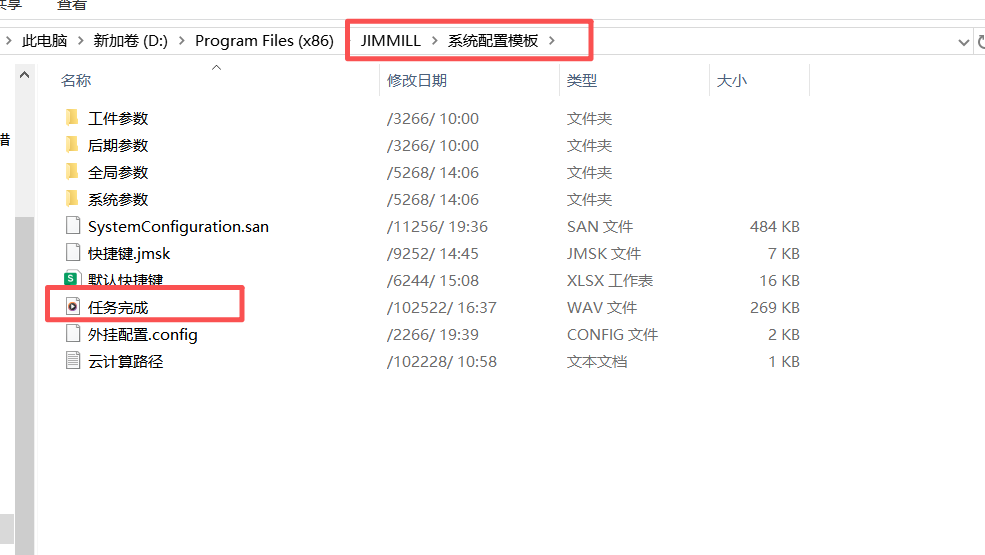
机明计算任务完成后默认播放提示音,删除对应音频文件即可关闭该功能。
第一步:找到机明软件安装目录。不清楚位置可右键桌面机明快捷图标,选「打开文件所在的位置」直接进入安装根目录。
第二步:在安装目录中依次进入路径 JIMMILL\系统配置模板,找到名为「任务完成」的音频(wav)文件(如 D:\Program Files (x86)\机明安装目录\系统配置模板)。
第三步:直接删除该「任务完成」音频文件即可,删除后软件完成计算时不再播放提示音。
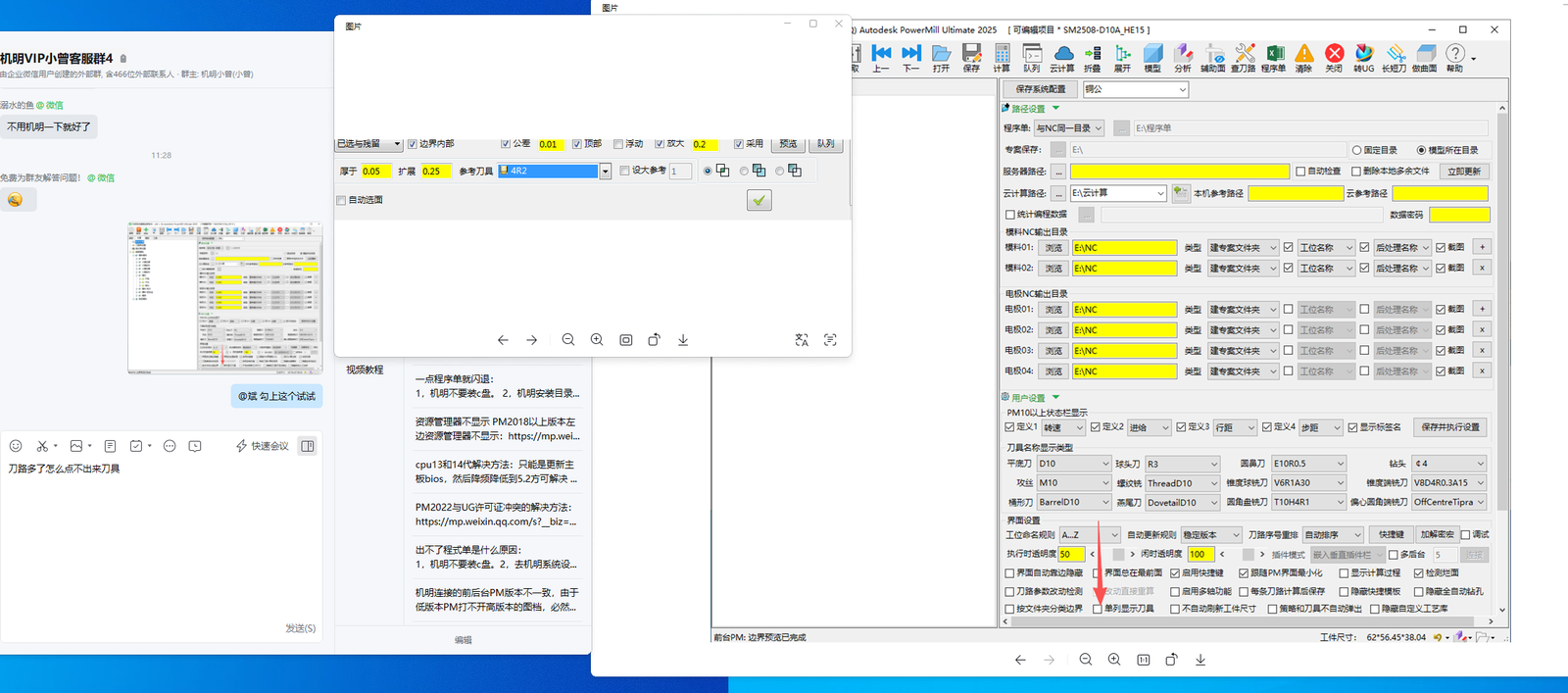
刀路数量较多时,刀具区域拥挤、点选不出刀具。
在【系统设置—用户设置—界面设置】中勾选「单列显示刀具」,使刀具以单列方式显示,刀路多时也能正常点选。
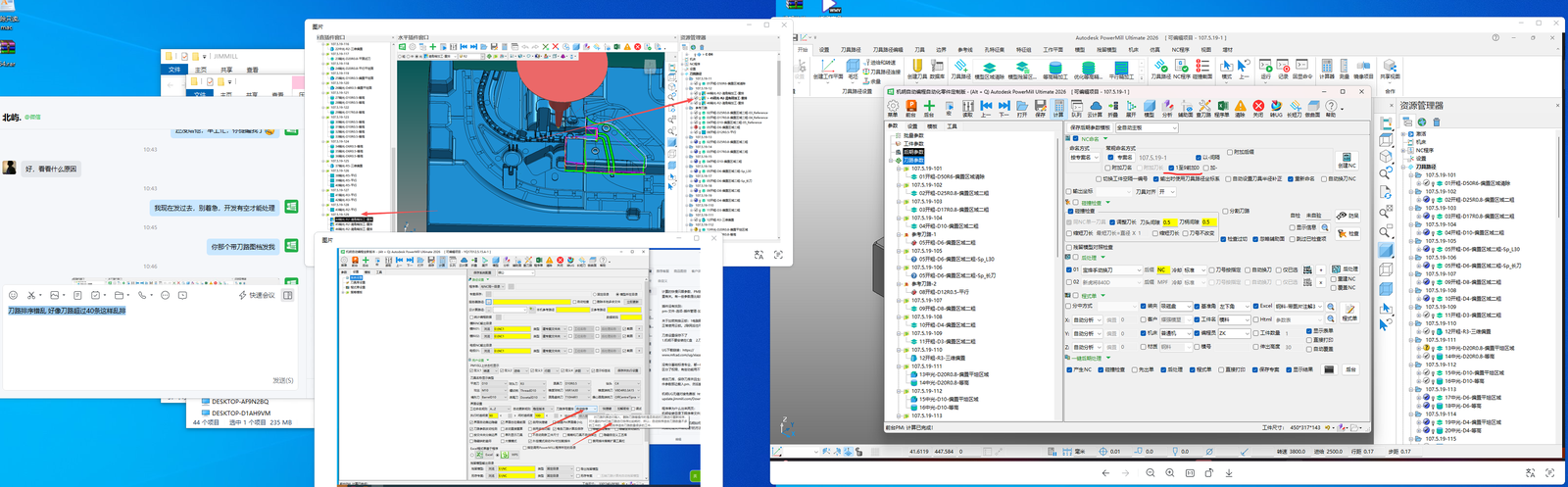
刀路数量超过40条(即由个位数进位到两位数)后顺序乱排。
原因是【系统设置—界面设置】中「刀路序号重排」用「自动排序」时按名称排序,序号1-9为个位数会排在两位数之间导致错乱。把序号1-9前面补0改成01-09,使位数一致,排序即正常。
Alt+Q 快捷键突然不起作用了。
进入机明系统设置,重新启用对应选项(快捷键相关设置)即可恢复。
插件模式显示异常,不确定是哪里的设置出了问题。
在机明「系统设置→界面设置」中检查并调整界面模式:确认「界面模式」选项及「嵌入垂直插件栏」等设置是否正确,按需重新选择对应模式即可恢复正常。
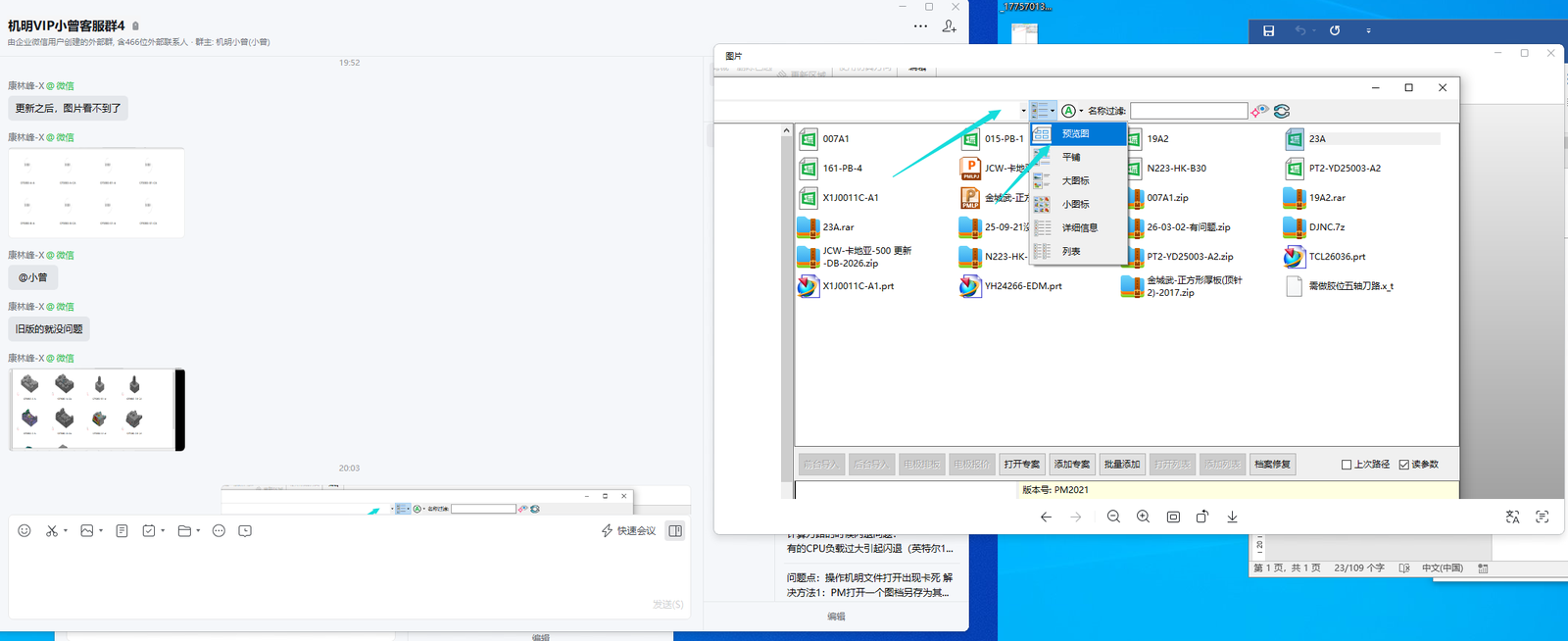
更新机明后,在打开文件对话框里看不到图片(缩略图)预览,旧版本正常。
在机明的打开文件对话框中,点击右上角的视图方式下拉框,由「列表/详细信息」切换为「预览图」(或大图标)显示,即可重新看到图片缩略图。
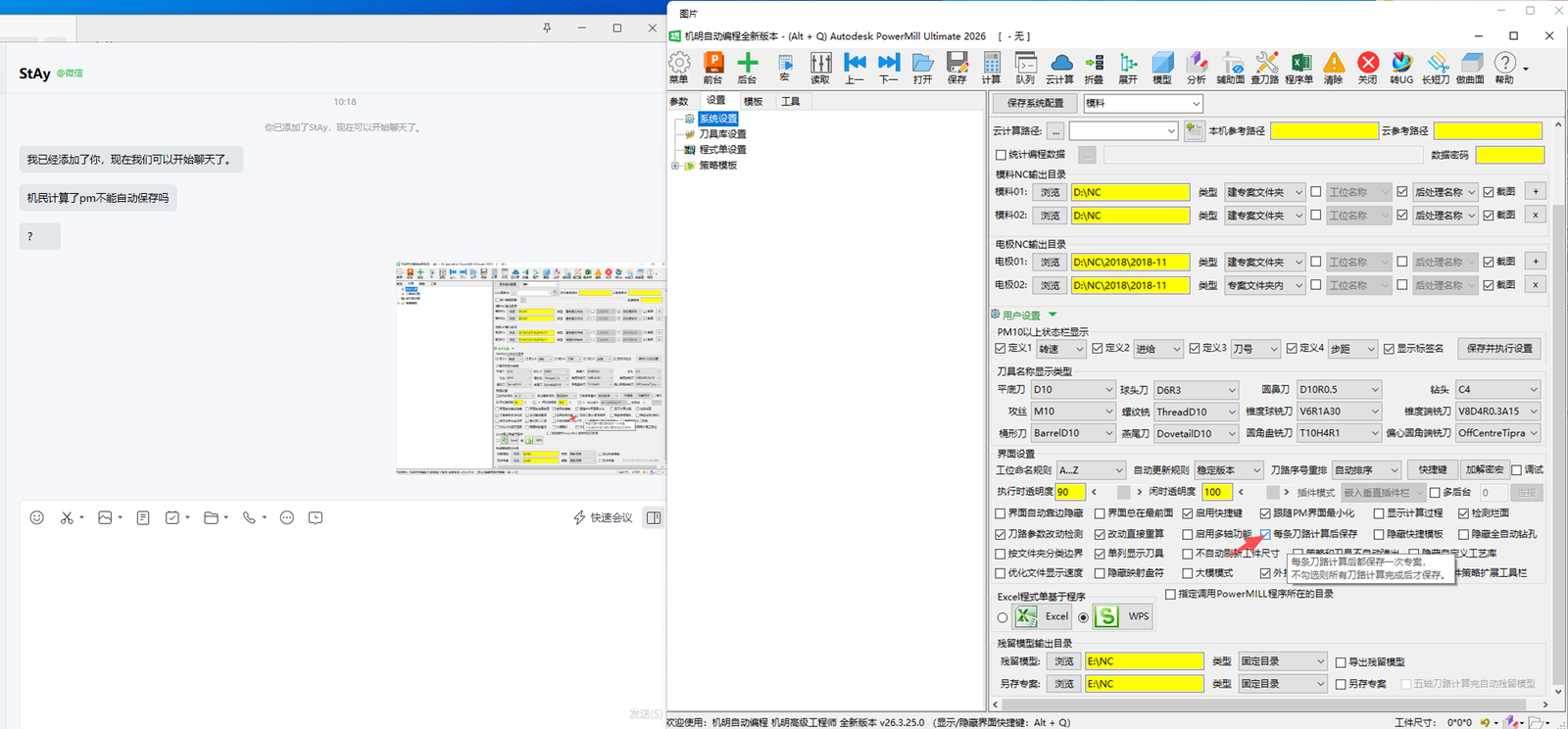
机明计算完成后,PowerMill 专案不会自动保存。
在系统设置中勾选「每条刀路计算后自动保存」选项,开启后每条刀路计算完成会自动保存一次专案,即可实现计算后自动保存。
新建工序时策略和刀具对话框总是自动弹出,希望关闭自动弹出。
在机明「设置—保存自定义参数」界面的用户设置区,勾选「策略和刀具不自动弹出」选项,之后即不再自动弹窗。
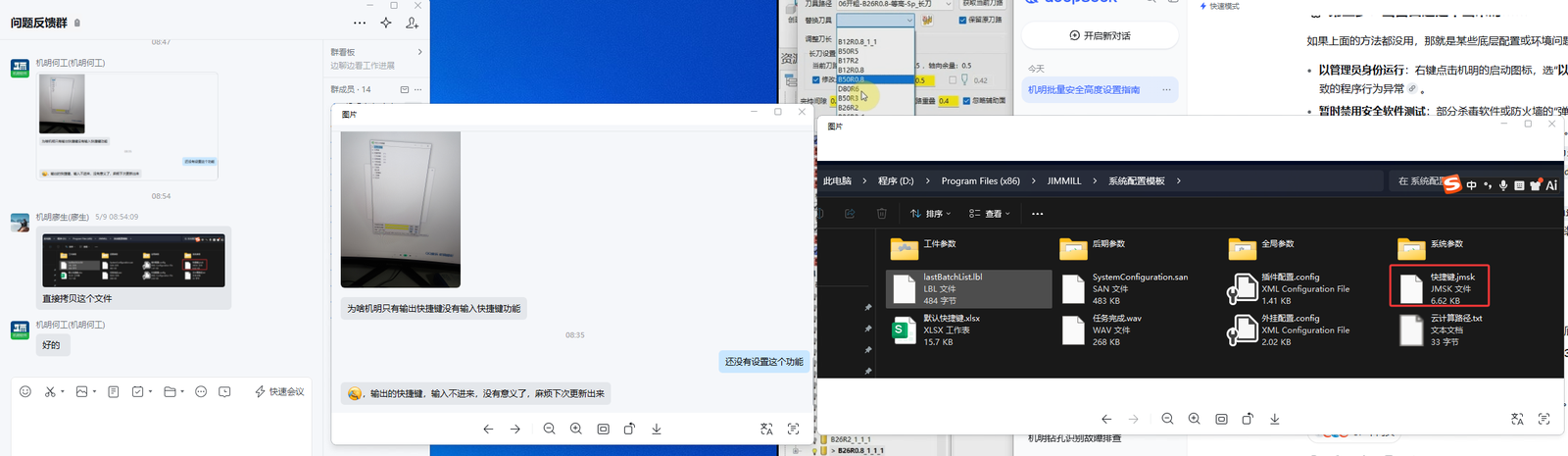
机明的输出快捷键输入不进、无法生效。
拷贝快捷键配置文件即可应用:
①配置文件名为「快捷键.jmsk」,位于安装目录 Program Files(x86)\JIMMILL\系统配置模板\系统参数 文件夹中。
②拷贝该文件应用,快捷键设置即生效。
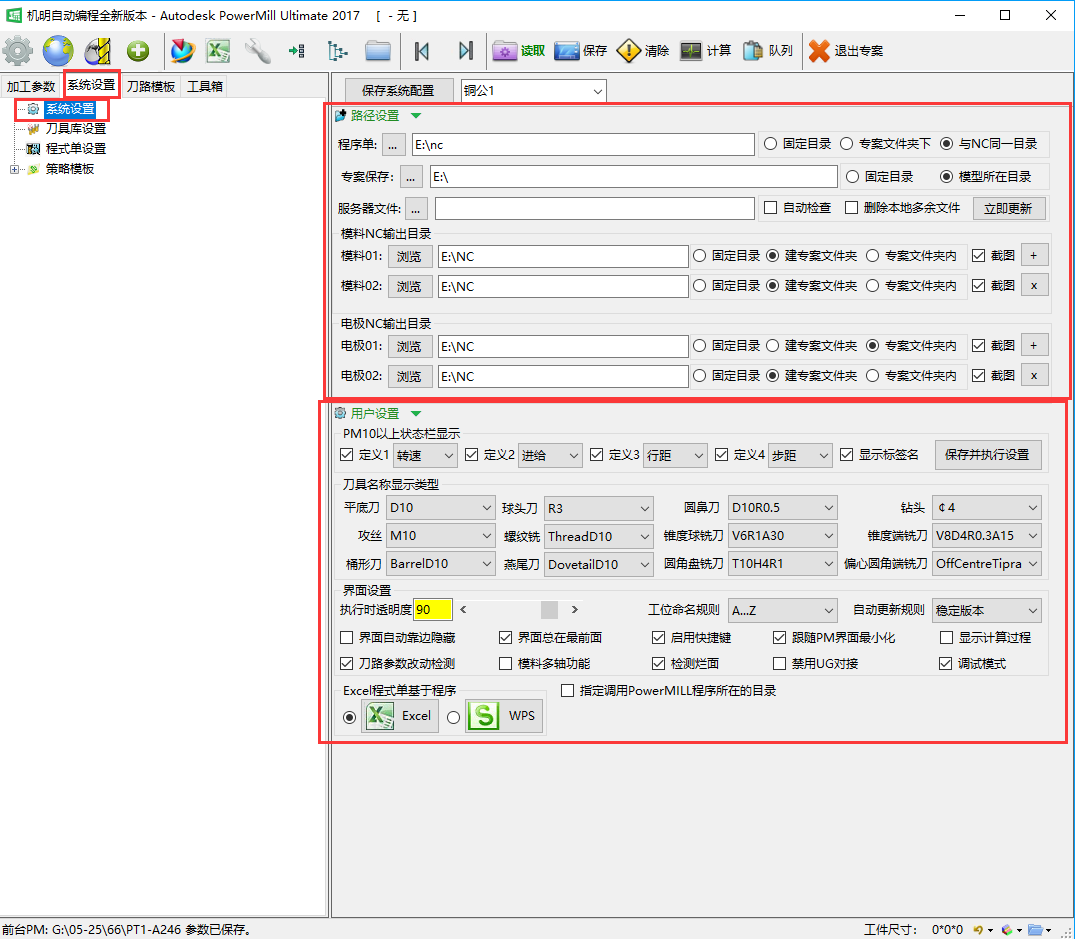
系统设置-系统设置:配置NC输出目录、导入模型保存目录、程序单输出目录、PM状态栏、刀具类型显示、指定要连接的PowerMill程序路径、机明界面设置、快捷键以及多轴功能启用等高级项。
·程序单输出目录:可固定目录、输出在PM专案内或与NC程序同目录。
·导入模型时专案保存目录:固定目录或自动存在模型所在目录。
·服务器系统文件目录:在编程员电脑填入如 D:\Program\机明自动编程-主管(按主管电脑实际路径设置),可实时更新本机工艺数据、达到资料库统一。
·模料/电极NC输出目录:可固定目录、PM专案内或与NC同目录,并支持同时输出多个目录对应不同机台的后处理NC。
·PM10以上状态栏显示:在状态栏显示用户定义信息。
·刀具名称显示类型:如R3或D6R3,及程序单刀具名称显示。
界面设置:
· 执行时透明度:前台执行任务时界面呈一定透明度,方便观察图形窗口;
· 工位命名规则:多面加工时每个加工面作为工位的命名规则;
· 启用快捷键:ALT+Q快速隐藏/显示机明主界面、ALT+W启用文件管理器;
· 禁用UG对接:勾选后禁用机明UG无缝对接;
· 界面自动靠边隐藏:界面移到屏幕上/左/右边时自动隐藏;
· 界面总在最前面:置顶,以免被其它软件遮挡;
· 跟随PM界面最小化;
· 模料启用多轴功能:在专业版和定制版上生效;
· 启用刀路参数改动检测:在标准版、专业版、定制版上生效;
· 检测烂面、显示计算过程、Excel程序单基于Excel/WPS、指定PM调用目录等。


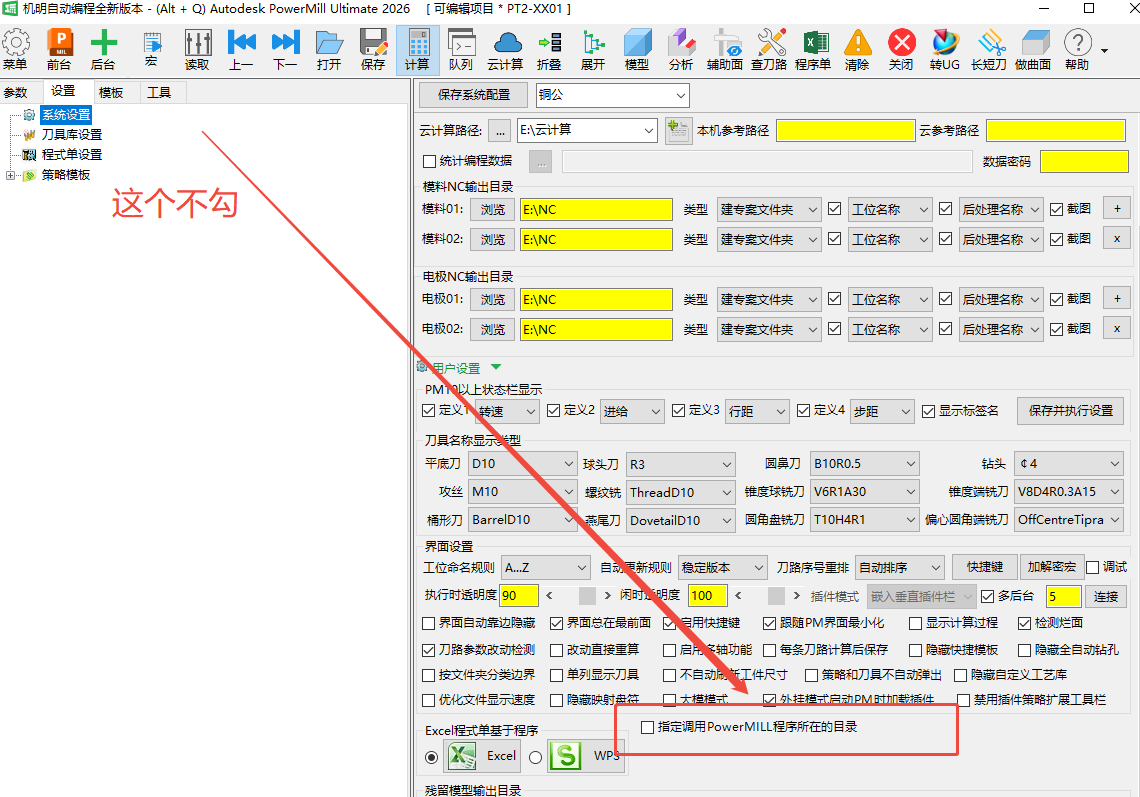
机明提示「指定调用的 PowerMill 文件不存在」。
原因分析:系统设置中设置了调用指定的 PowerMill 程序目录,但电脑上没有这个 PowerMill 程序。
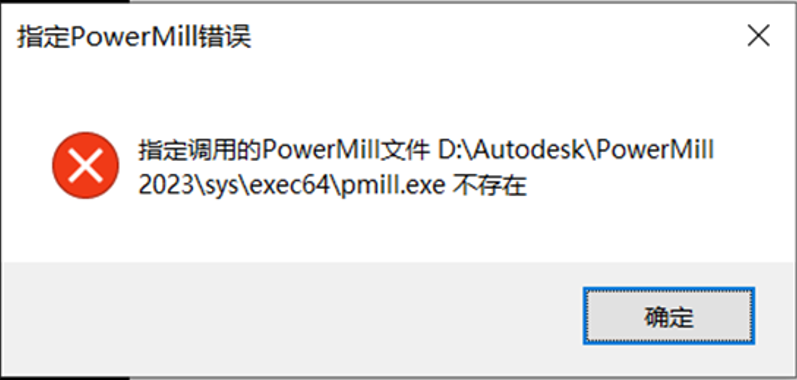
在系统设置中关闭「调用指定的 PowerMill」选项即可。
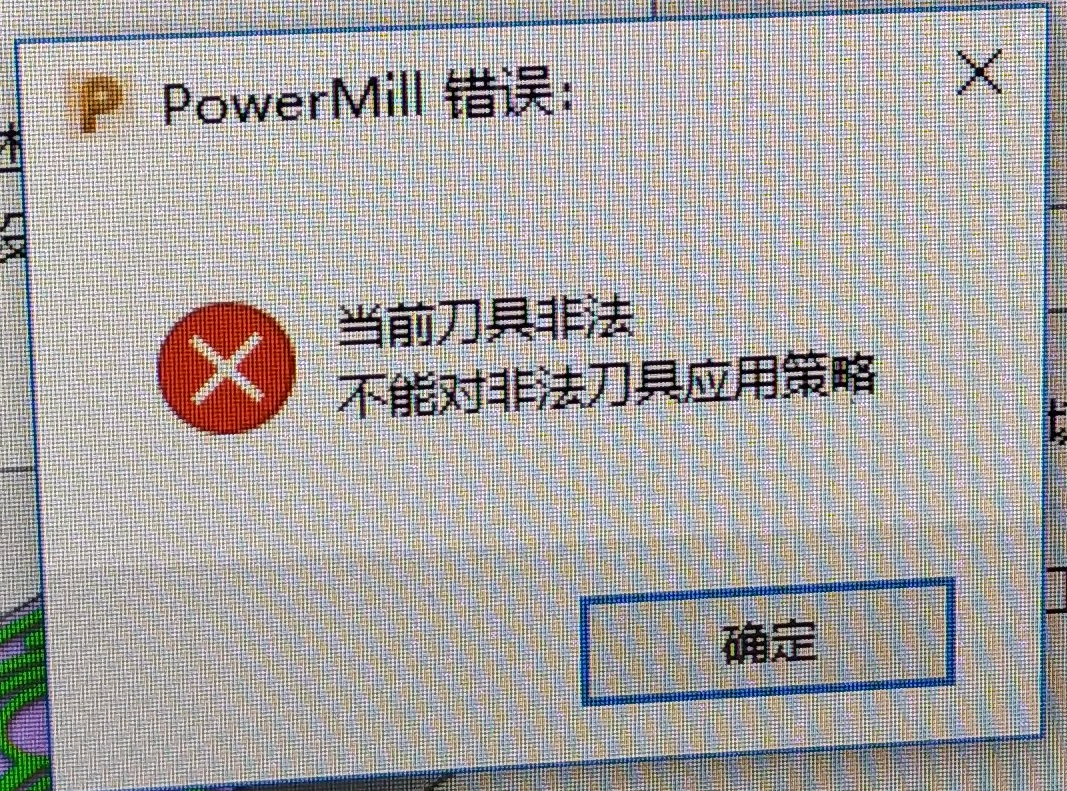
刀路计算时报 PowerMill 错误:当前刀具非法,不能对非法刀具应用策略。
原因是当前刀具没有设置直径或刀长等参数。把刀具的直径、刀长等数值参数设置完整即可解决。
PM刀库与机明刀库参数不同步,原因是在机明改完刀库后未执行「重新生成PTF刀库」,PowerMill载入的仍是旧参数。改刀号、新增刀具、改刀头夹持、改刀柄等都会触发。
①在机明里完成刀号、刀具、刀头夹持、刀柄等所有修改;
②保存机明刀库;
③执行「重新生成PTF刀库」,生成PM可识别的PTF文件;
④在机明工件参数里重新载入新生成的PTF刀库,参数即同步。
注意:每次改完刀库都要走完「保存机明刀库→重新生成PTF刀库」整套,漏掉生成PTF必然不同步。
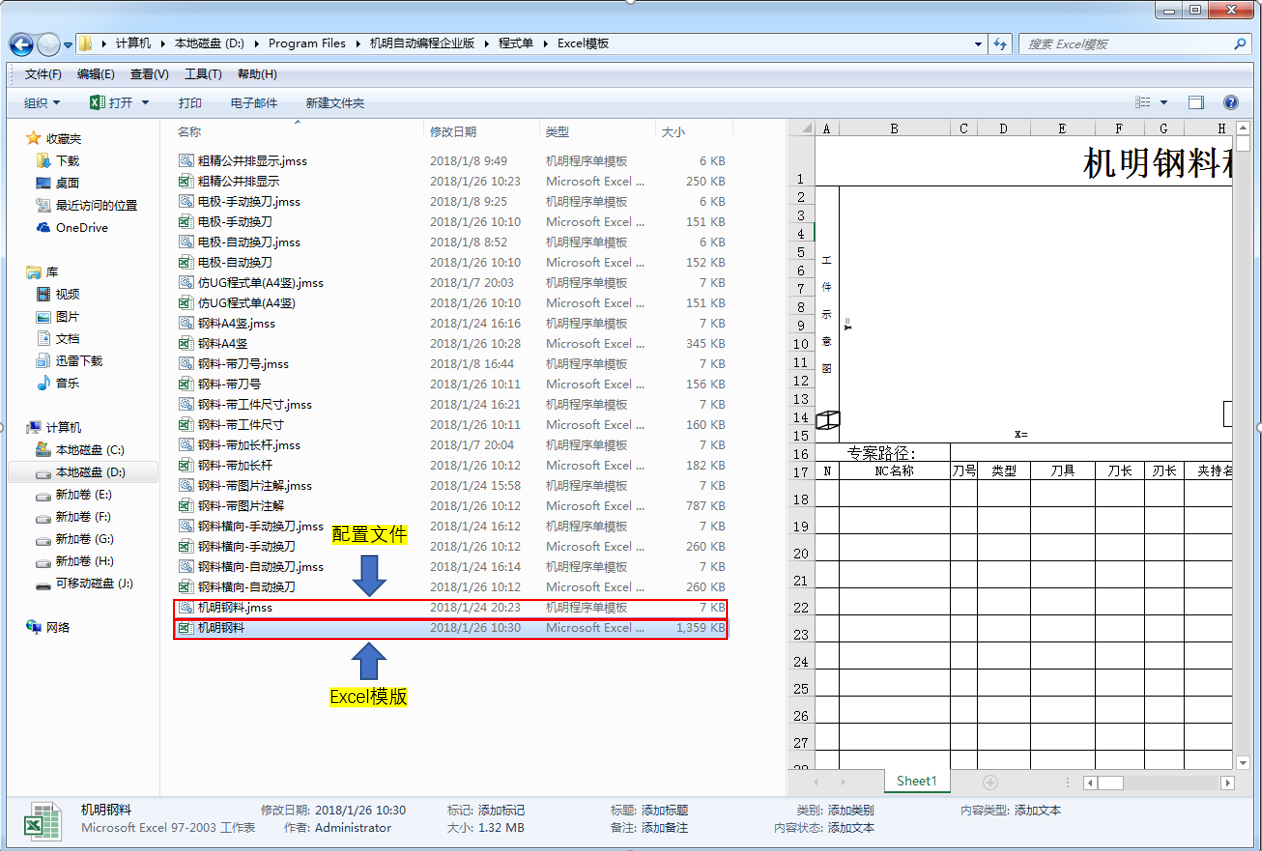
修改刀具库/程序单后提示保存完成,但切换页面或重启软件就自动还原。核心原因有两类:模板文件被设为只读,或软件对安装目录无写入权限(多见于装在C盘系统目录)。
找到机明安装目录(默认 D:\Program Files (x86)\JIMMILL,找不到可右键桌面快捷方式选「打开文件所在位置」);找到刀库模板(.jmtb)、程序单配置(.jmss)、Excel程序单模板(.xls)这几个文件;分别右键「属性」→「常规」查看是否勾选「只读」;若勾选则取消→「应用」→「确定」,重启机明后改完保存、切换页面验证是否生效。
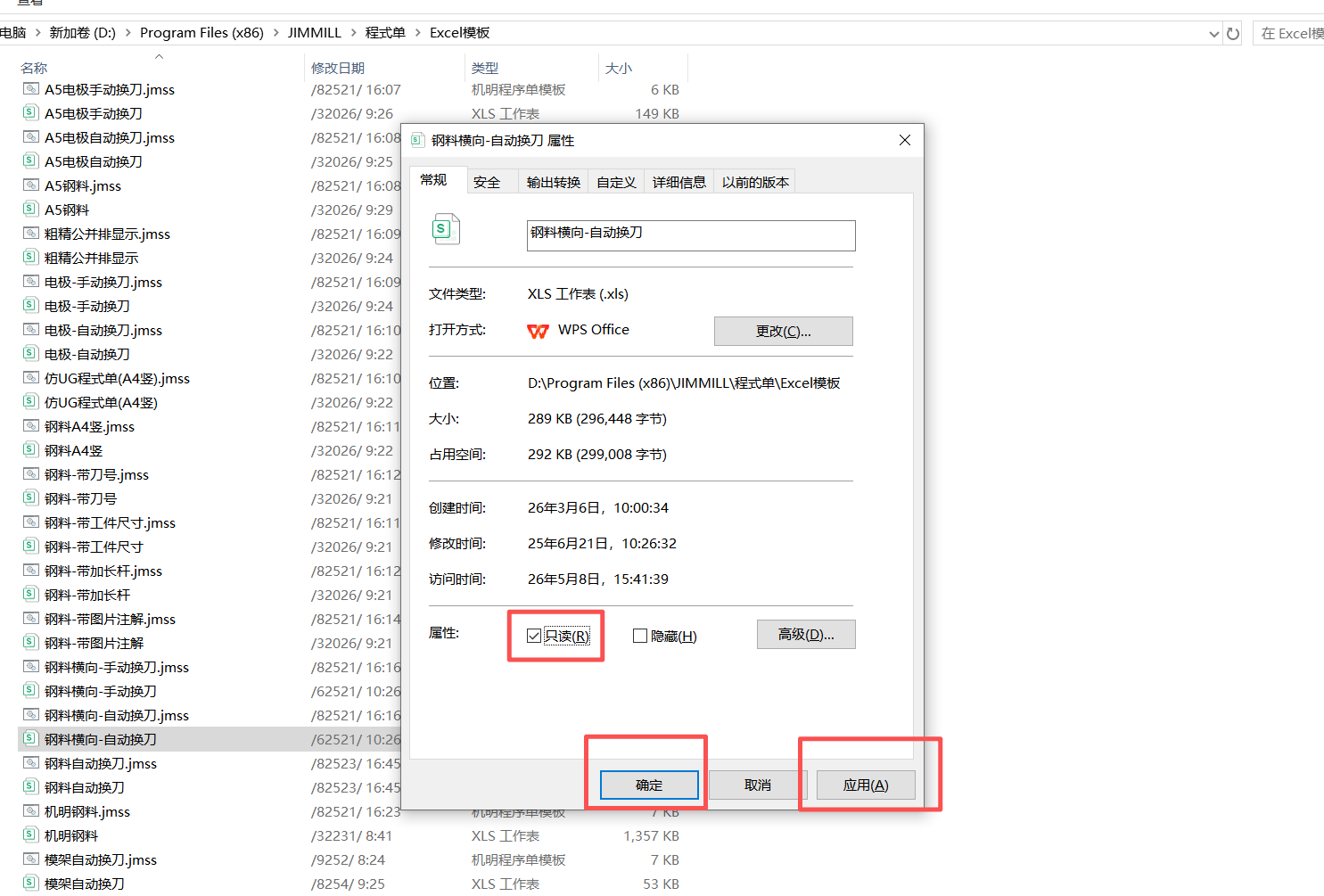
若取消只读后仍还原,多为系统权限限制。若机明装在 C:\Program Files 或 C:\Program Files (x86) 等系统保护目录,请把机明改装到其它非系统盘路径,避免写入权限不足。
参数纠错提示「刀具库文件不存在」。
原因是参数里未选到刀库。进入「工件参数」→「选择现有刀库」,重新选取对应刀库即可。
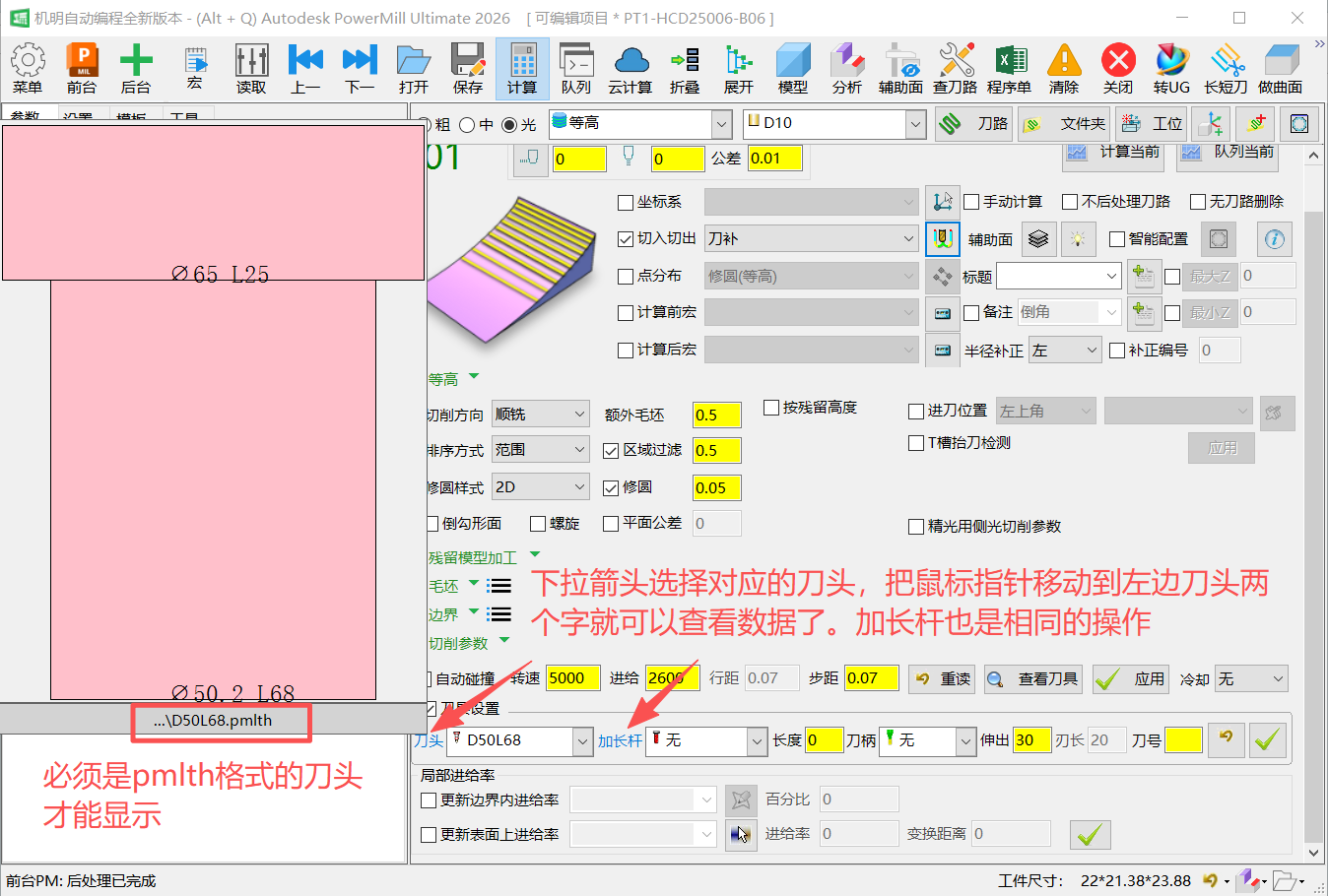
自建刀头导出为 .dgk 格式后机明识别不了,或在机明查看刀头加长杆数据时不显示。
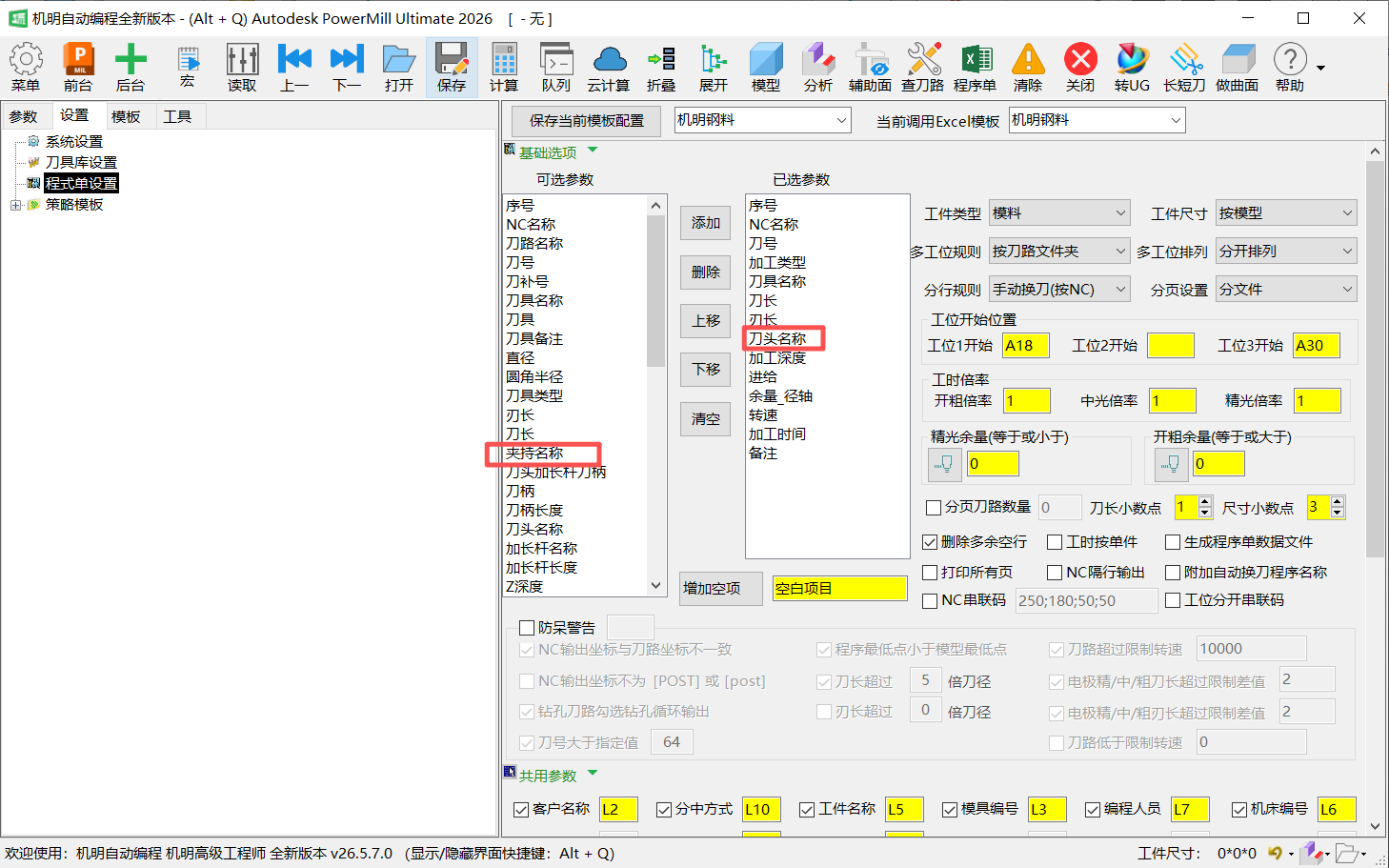
机明只识别 .pmlth 格式的刀头夹持,其他格式(如 .dgk)不会显示数据。将刀头/加长杆夹持另存或导出为 .pmlth 格式即可正常识别使用。
如何在机明里设置刀头夹持;或刀头、刀柄、加长杆设好后显示效果与预期不符。
参照教程视频《刀柄-加长杆-刀头创建》操作,视频讲解刀柄、加长杆与刀头的创建/设置流程。显示效果不符多为组件尺寸未设到位,按视频在刀柄选项卡里依次设好顶部直径、底部直径、长度、切削长度、刀柄长度等参数,即可正确创建刀头、刀柄与加长杆。
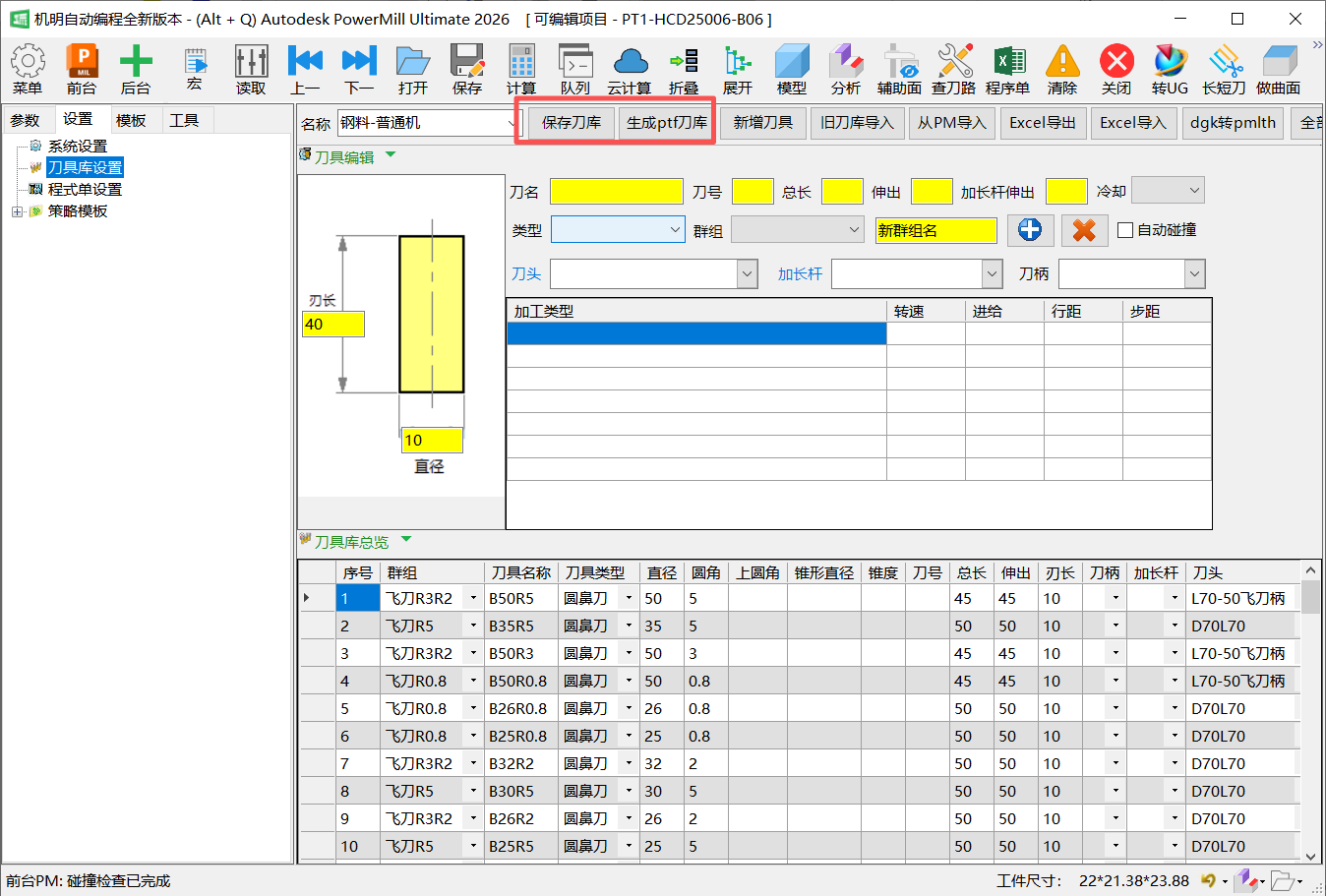
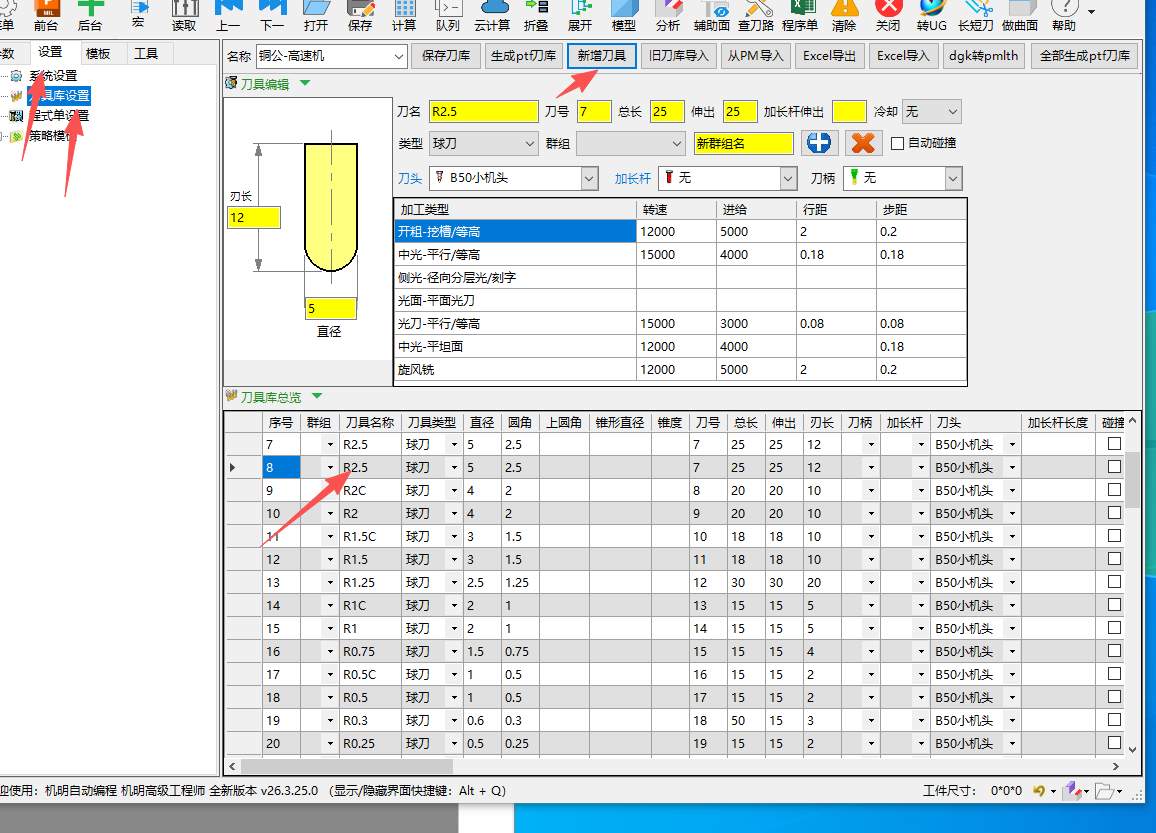
想往刀具库里新增一把刀具,不知道入口在哪。
①在机明菜单「设置」→「刀具库设置」中,点击右上方「新增刀具」按钮;②在「刀具编辑」区填写刀名、刀号、直径、刃长、伸出、类型、刀头等参数后保存。新刀具会加入下方「刀具库总览」列表。
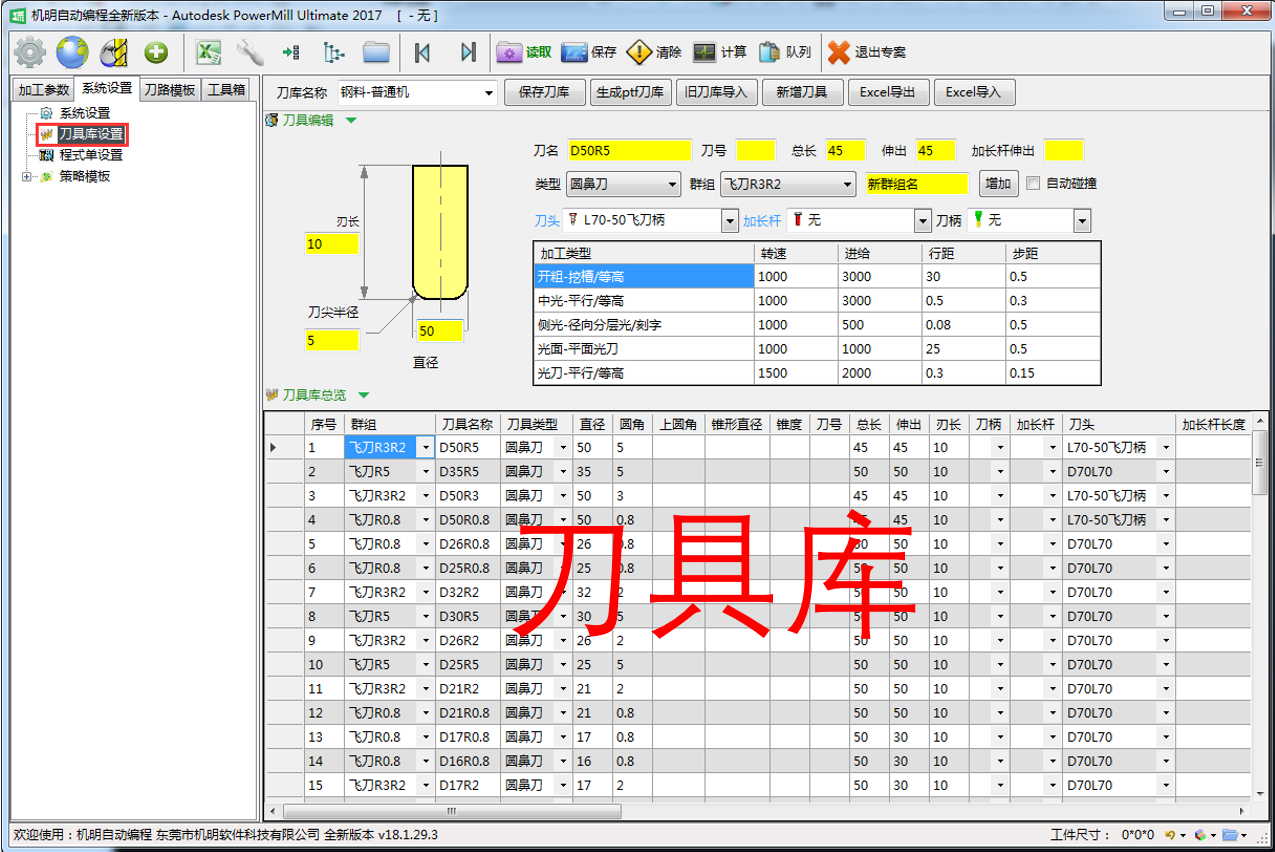
系统设置-刀具库设置:包括刀库创建、旧版刀库导入、刀具参数设置、刀头刀柄加长杆加载、刀库修改等。
·刀库名称:创建新刀库或选择已有刀库。
·保存刀库:保存修改好的刀库,配合“生成Pdf刀库”使用。
·生成Pdf刀库:生成后刀库变更即生效(需重启本软件)。
·旧刀库导入:新版机明导入旧版机明刀库,无需重建刀具、输参数(旧版刀库后缀为mdb)。
·新增刀具:设好参数后点保存刀库再点生成Pdf刀库完成。
·Excel导出/导入:把刀库导成Excel快速编辑,再导入(导入后输刀库名称、保存刀库、生成Pdf刀库)。
·刀具编辑:可改刀名、直径、刃长、刀长、刀号、圆角半径、锥角、牙距、刀具类型、刀柄刀头加长杆、切削参数等。
关键参数:刀名、刀号(自动换刀刀库需用、手动换刀可不用)、总长、伸出(伸出夹持的长度)、加长杆伸出、类型、群组、自动碰撞(按刀库夹持刀长参与刀路计算、限制加工深度)、刀头/加长杆/刀柄、切削参数(转速、进给、行距、步距,可定义开粗-中光-侧光-光平面-光刀)。
·刀具库总览:查看全部刀具,右键可快速删改、单选多选,并用下拉快速替换刀柄/加长杆/刀头。


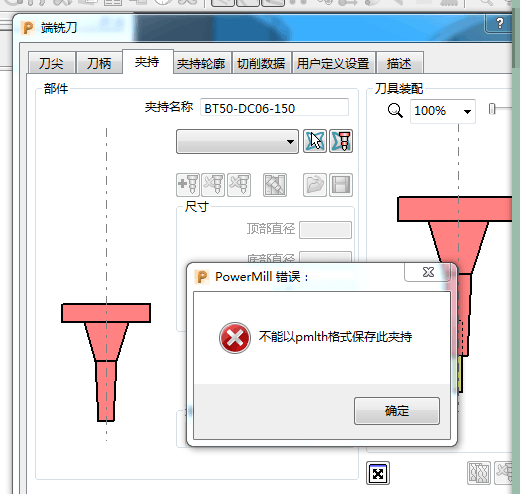
保存刀具类型时提示「不能以 pmlth 格式保存此夹持」。
原因:该线框是在 UG 或其他软件里做好再导入 PM 的,并非在 PM 里绘制,故不能保存为 pmlth。①在 PM 里重新绘制刀具的线框轮廓;②用 PM 里做出的线框即可正常保存为 pmlth 格式。
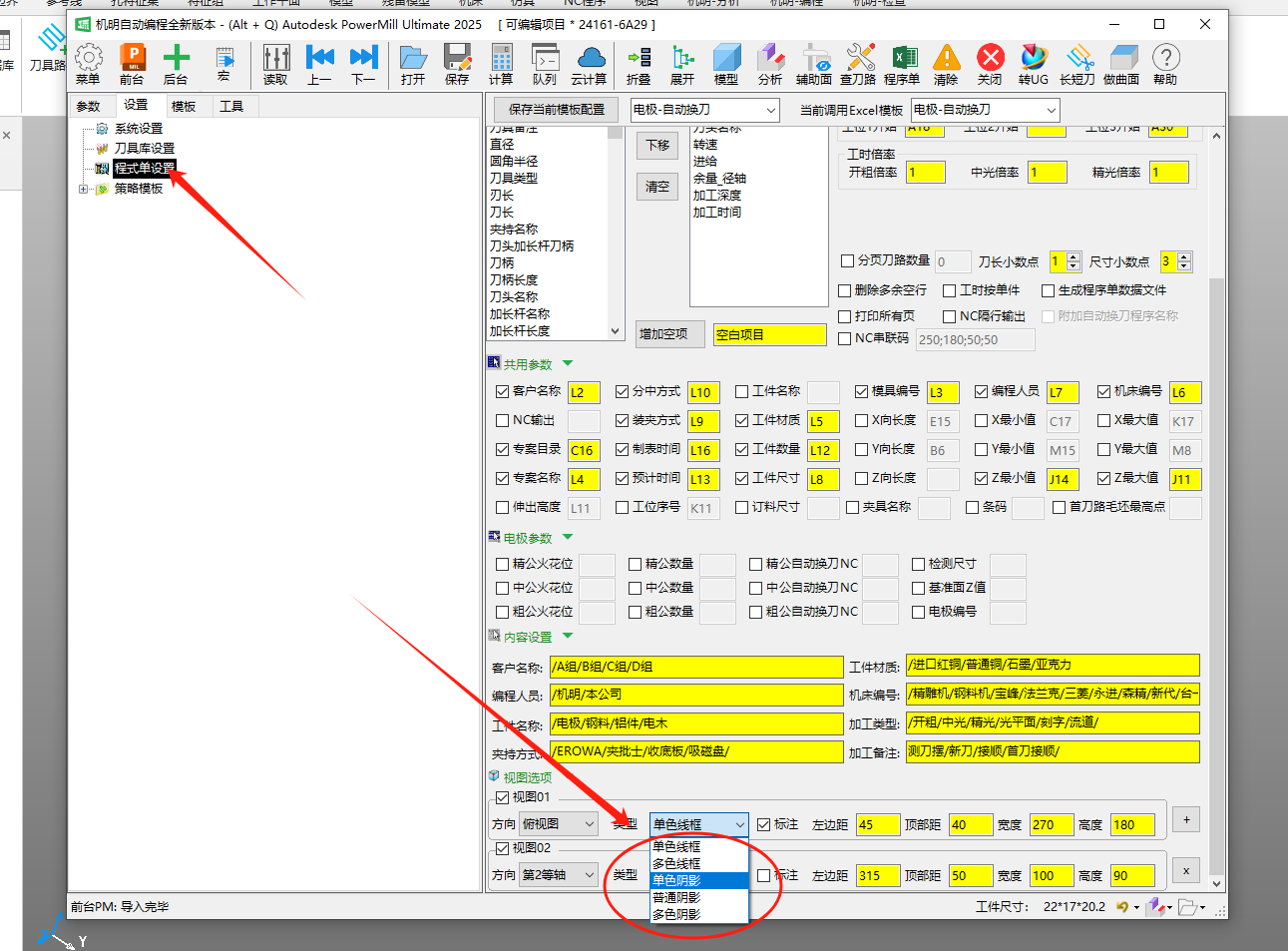
生成的程序单工件示意图为线框显示,需改成阴影/实体着色显示。
进入机明【设置】→【程序单设置】,在视图配置区找到对应视图(视图01/视图02)的「类型」下拉框。类型可选:单色线框、多色线框、单色阴影、普通阴影、多色阴影。将「类型」由线框改为阴影类(如单色阴影/普通阴影/多色阴影),并按需设置「方向」(俯视图/第2等轴等),即可让工件示意图以阴影实体方式显示。
生成程序单后出现刀头名称或夹持名称显示错误:刀头与夹持名称对应关系错乱,或显示名称与实际刀具不符。夹持名称来源于 PowerMill 刀具库,刀头名称来源于机明刀具库,两边名称未对应/未同步即会错乱。
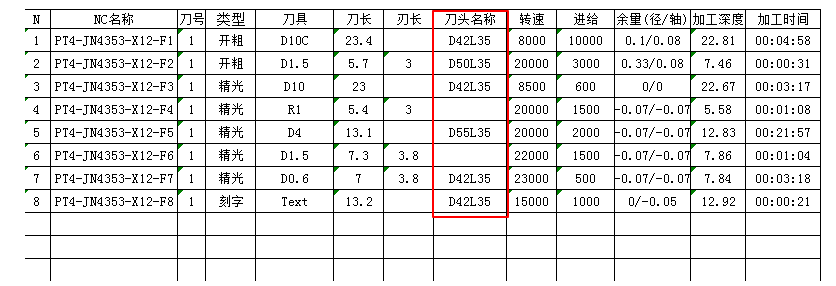
①打开机明程序单参数设置界面;②将原设置中「夹持名称」改为调用机明设置的刀头名称(或把刀头名称改成「夹持名称」,按实际错位方向对调);③确认后保存配置参数;④重新生成程序单,检查刀头、夹持名称显示是否正确。
修改后需在对应设置库内选择正确名称保存;仅保存参数而不重新生成程序单不会生效;若仍错误,检查机明刀具库与 PM 刀具库的名称匹配关系,确认刀具信息已正确同步。
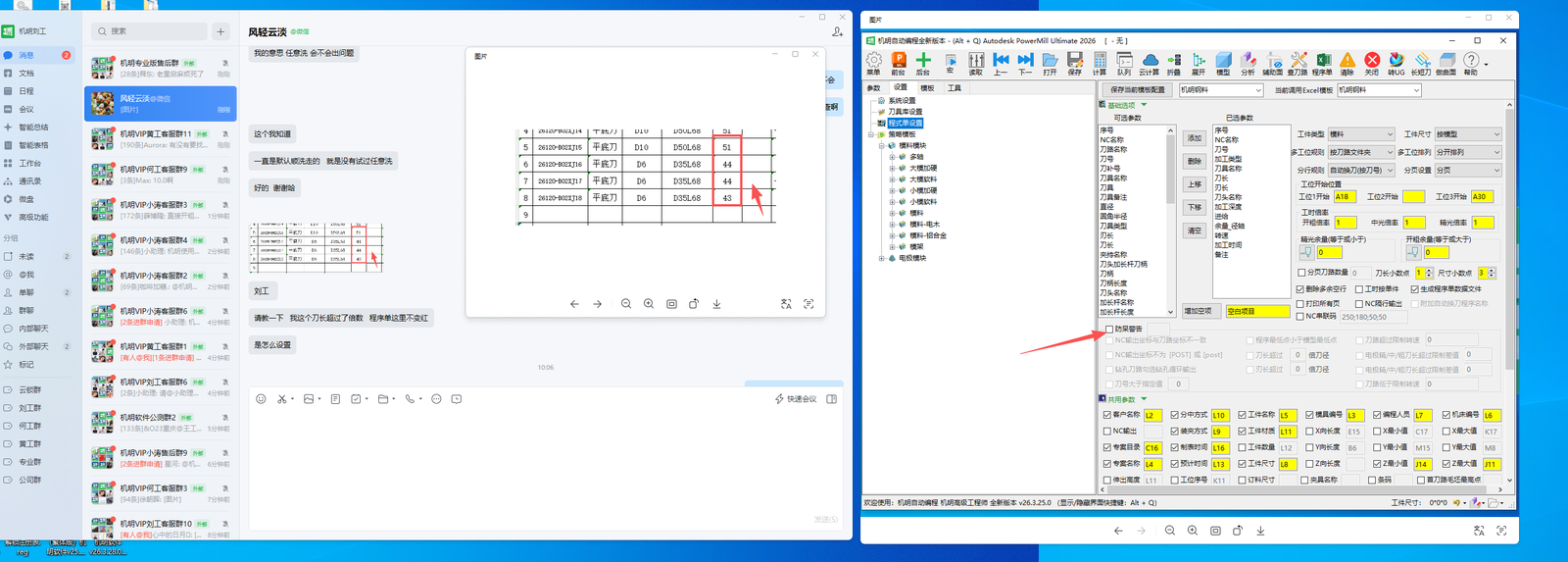
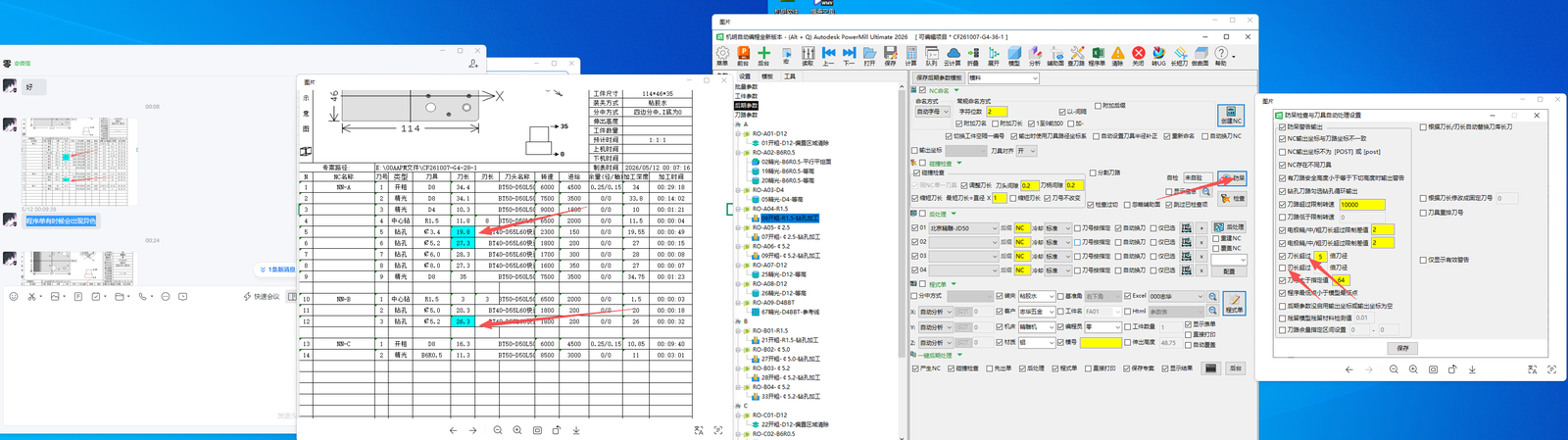
刀长超过设定倍数后,程序单里数值不变红提示。
在【程序单设置】中勾选「防呆提醒」(及其下「刀长不足/刀长过短」等子项),开启后刀长超限等异常会在程序单中变红提示。
出的程序单里没有显示加长杆和装刀长信息。
程序单模板选错了。需要在程序单模板中选择带加长杆的模板(如「钢料-带加长杆」),出单时才会显示加长杆和装刀长。
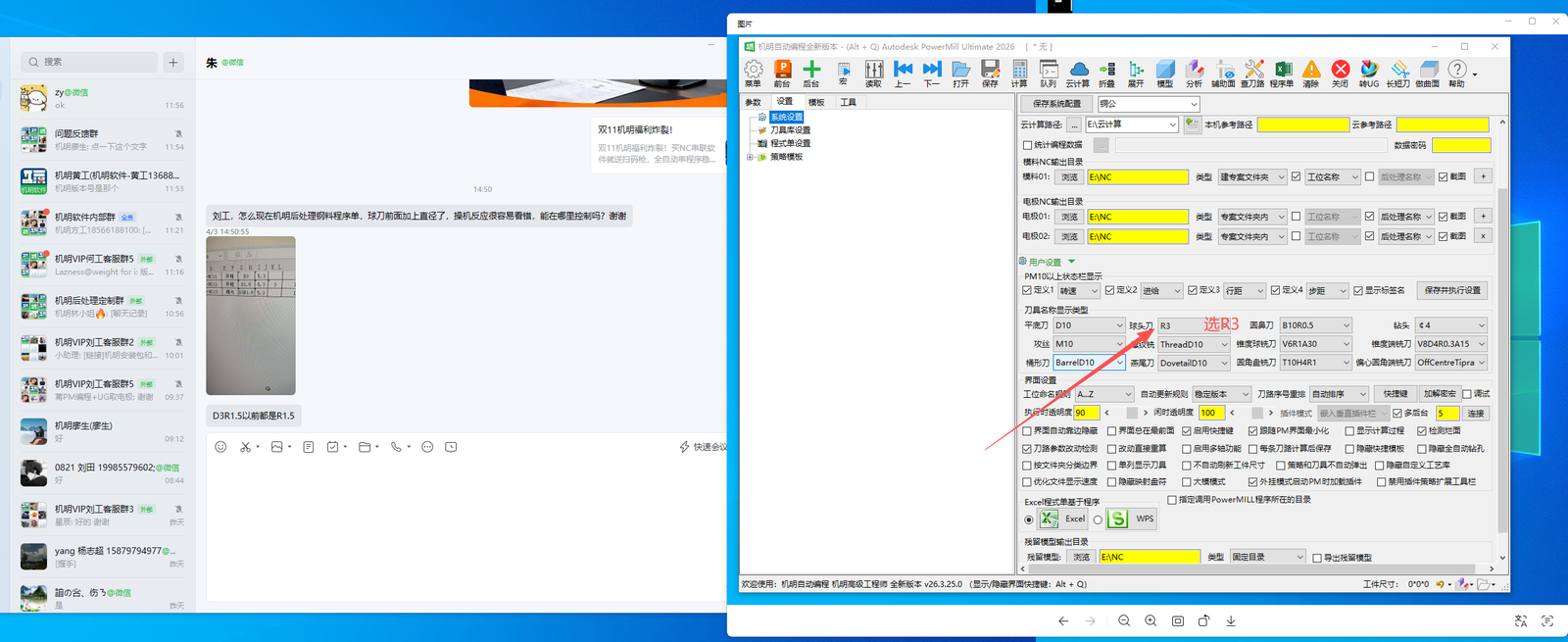
后处理钢料程序单时,球刀名称前面被加上了直径,显示成类似 D3R3 的形式,操机容易看错。
在「刀具名称显示类型」一栏,把球头刀的显示格式改为只显示半径(如 R3),而不是「直径+半径」(D3R3),改好后重新出程序单即可。
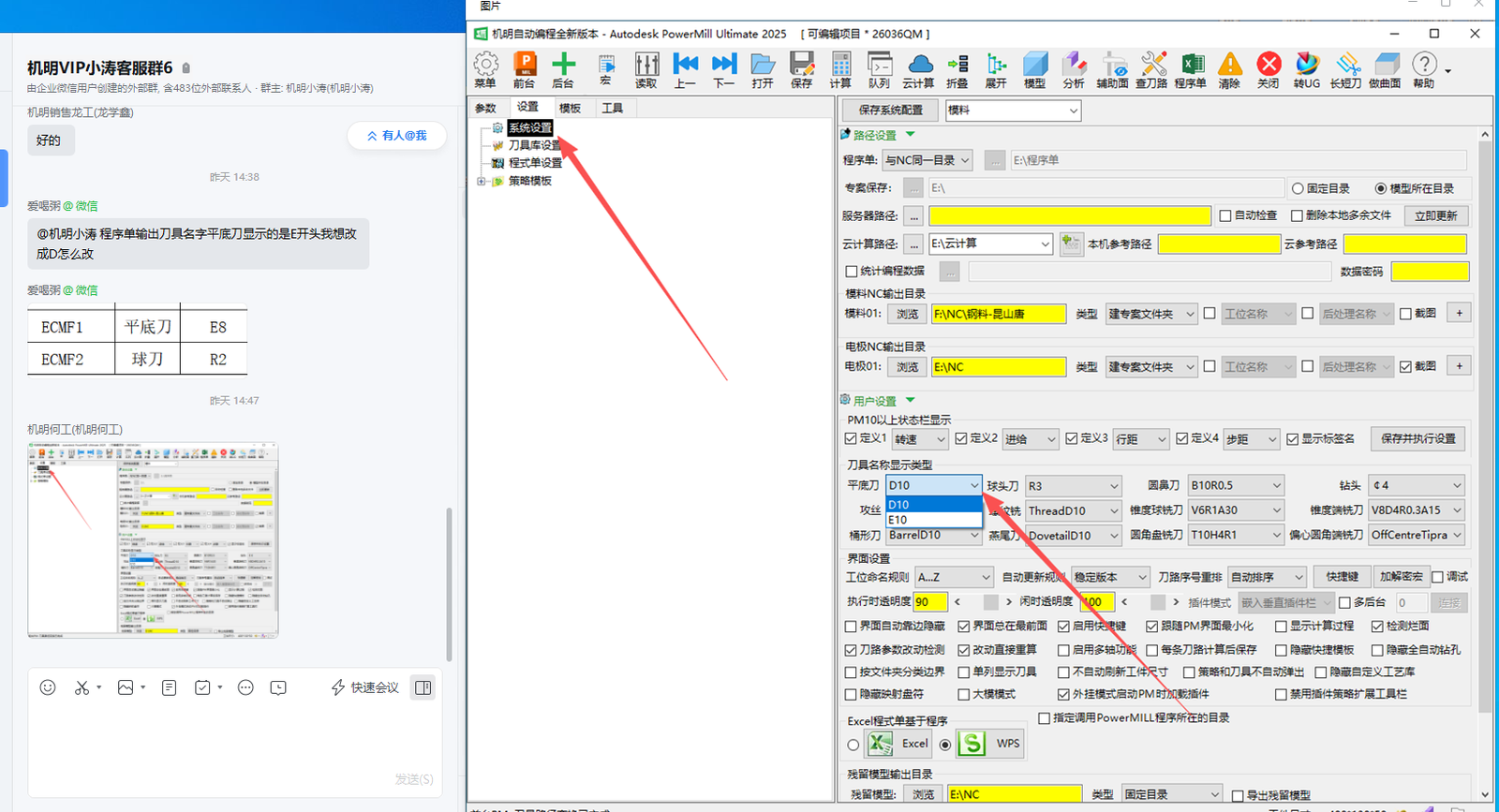
程序单输出的刀具名称里,平底刀显示为 E 开头(如 E8),希望改成 D 开头。
在「系统设置—用户设置」的「刀具名称显示类型」区域,找到「平底刀」对应下拉框,将命名格式由 E10 改选为 D10 格式即可,之后平底刀名称即以 D 开头显示。其他刀具(球头刀、圆鼻刀、攻丝、螺纹铣等)也可在此处分别设置显示格式。
生成机明程序单后,目标列单元格内容与实际数据不匹配,内容错乱错位,与模板预设的单元格位置不一致。

核心原因是机明程序单的参数配置不符合模板要求,没有按程序单模板的对应规则完成绑定,导致数据输出时分配到错误的单元格位置。
①进入机明程序单设置界面,确认当前设置项与模板单元格的绑定关系;②对照模板的单元格对应规则,重新调整每一列数据的绑定位置,确保每类数据对应到模板指定的单元格;③保存后重新生成程序单,检查数据对应是否恢复正常。
完整操作演示:https://www.bilibili.com/video/BV1ec411D7Rp/
程序单生成后文本内容显示错乱,出现乱码、异常字符,未按预设排版显示。
①打开对应版本的程序单模板文件;②在模板中拖动选中所有显示混乱的目标表格区域;③右键「设置单元格格式」(WPS 中为「单元格格式设置」)→切到「数字」选项卡→分类选择「文本」→确定;④按 Ctrl+S 覆盖保存原有程序单模板文件;⑤关闭模板,回到程序单生成系统重新生成,即可恢复正常格式显示。
修改格式时需选中整个异常区域的所有表格,避免漏改;保存模板时确认保存路径与原模板一致、覆盖原文件;若改后仍异常,检查对应单元格是否有隐藏格式或锁定保护,解除保护后重复上述操作。
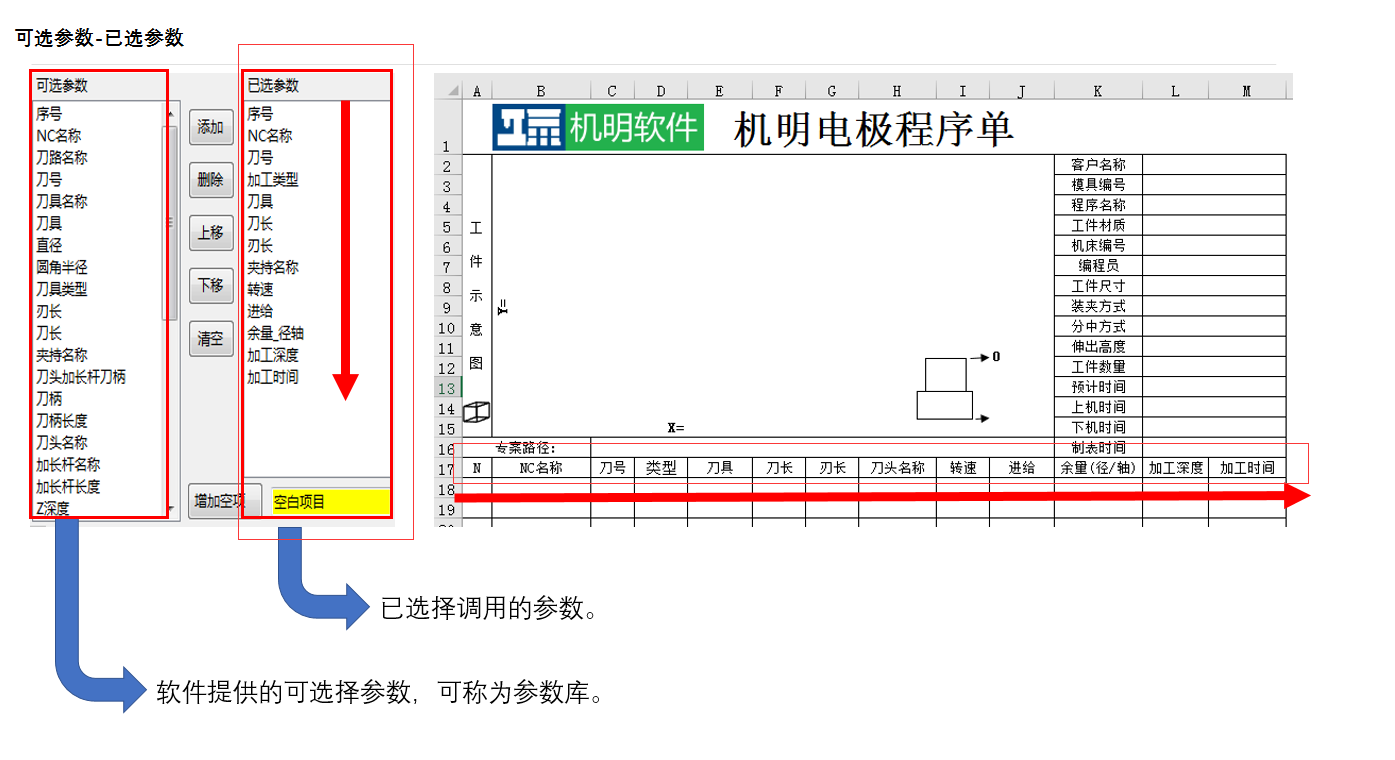
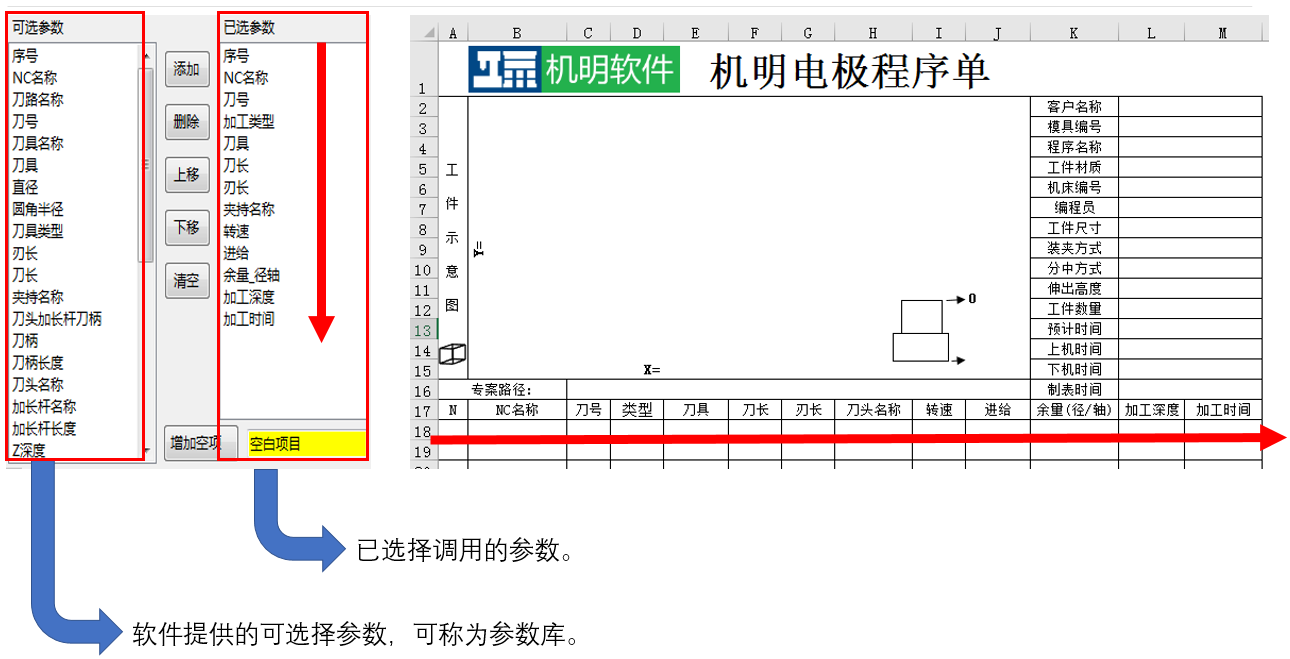
不清楚机明程序单(电极程序单)如何选择要显示的参数项。
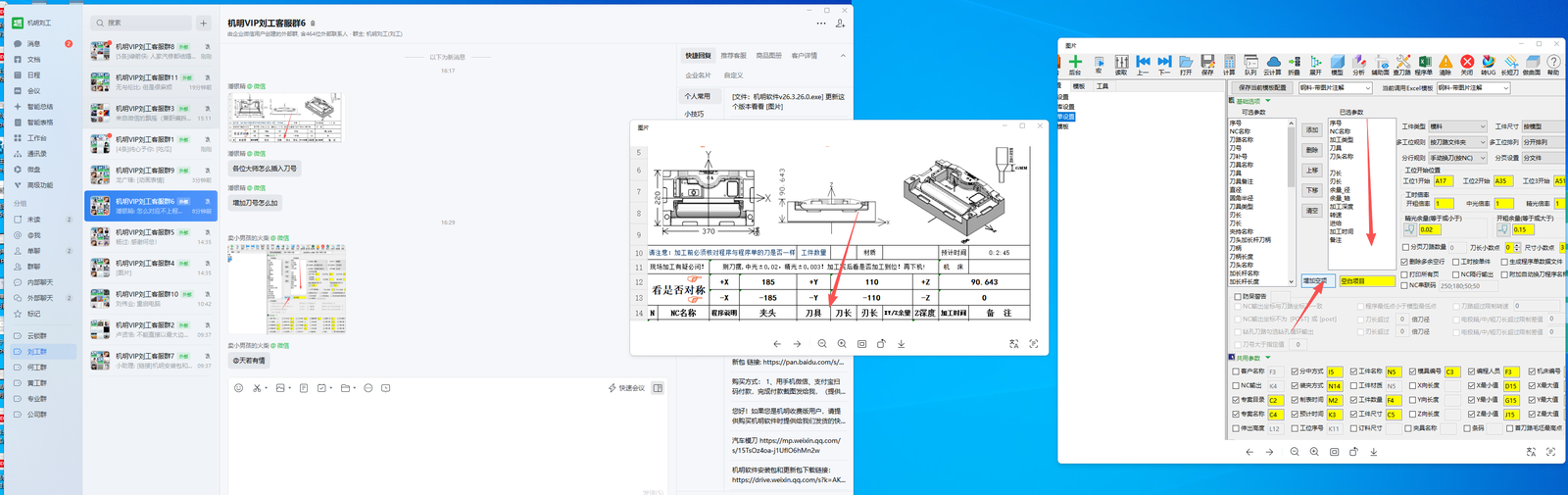
程序单参数设置分两栏:左侧「可选参数」是软件提供的全部可选参数(如序号、NC名称、刀号、刀具、刀长、夹持长度、加工深度、加工时间等);右侧「已选参数」是会显示在程序单中的参数。通过中间的 添加/删除/上移/下移/清空/增加空白项 按钮,把需要的参数从左侧加入右侧并调整顺序,即可定制程序单要输出的列。
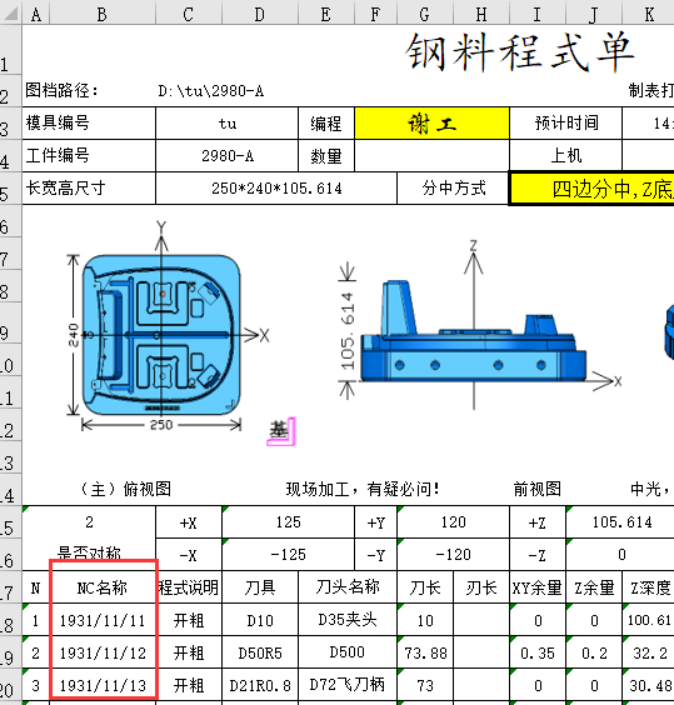
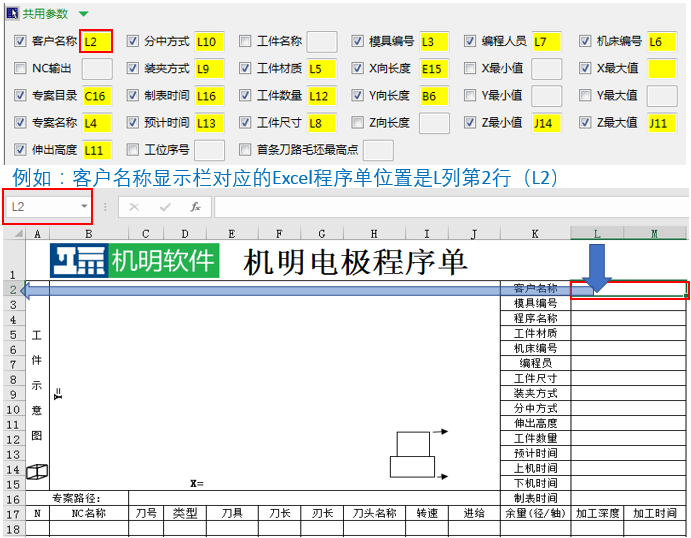
需要把机明的共用参数(如客户名称、模具编号等)映射到 Excel 程序单模板的指定单元格位置。
在【程序单设置】的「共用参数」区,每个参数后填写其在 Excel 程序单模板中的单元格位置。例如:客户名称→L2(L列第2行)、模具编号→L3、编程人员→L7、机床编号→L6、专案目录→C16、制表时间→L16、工件数量→L12、伸出高度→L11、分中方式→L10、装夹方式→L9、工件材质→L5、X向长度→E15、Y向长度→B6 等。按模板实际单元格填好对应关系,生成程序单时各参数即会写入对应单元格。
多工位编程生成程序单时,希望各工位之间自动隔开一行(分隔显示)。
在程序单设置中:把「多工位规则」设为「按刀路文件夹」归类,并将旁边的「多工位排列」改为「分隔排列」,各工位即会自动分隔;如需插入空白行,可用「增加空项→空白项目」插入。
程序单里想增加刀号、刀具等栏目。
进入「系统设置」中的程序单参数设置:在左侧「可选参数」列表中选中需要的项(如刀号、刀具、刀长等),点击「添加」将其移入右侧「已选参数」;如需自定义栏目,可用下方的「增加项目/空白项目」按钮添加。
程序单需要增加刀号列,目前刀号对应不上。
进入程序单模板的「基础选项」列配置:在左侧「可选参数」列表选中「刀号」,点「添加」移到右侧「已选」列,用「上移/下移」调整刀号列的位置,最后点「保存当前模板配置」。重新出单即可显示刀号。
程序单有时候会出现异色(单元格被高亮成警示颜色)。
异色是防呆(防错)警告的提示。在「防呆检查与刀具自动处理设置」对话框里配置了触发条件,例如「刀长超过N倍刀径」「刀路超过限制转速」「电极精/中/粗刀长超过限制差值」等,满足条件的项会被标成异色。如需去掉或调整高亮,进入防呆设置修改对应阈值或取消相应勾选项即可。
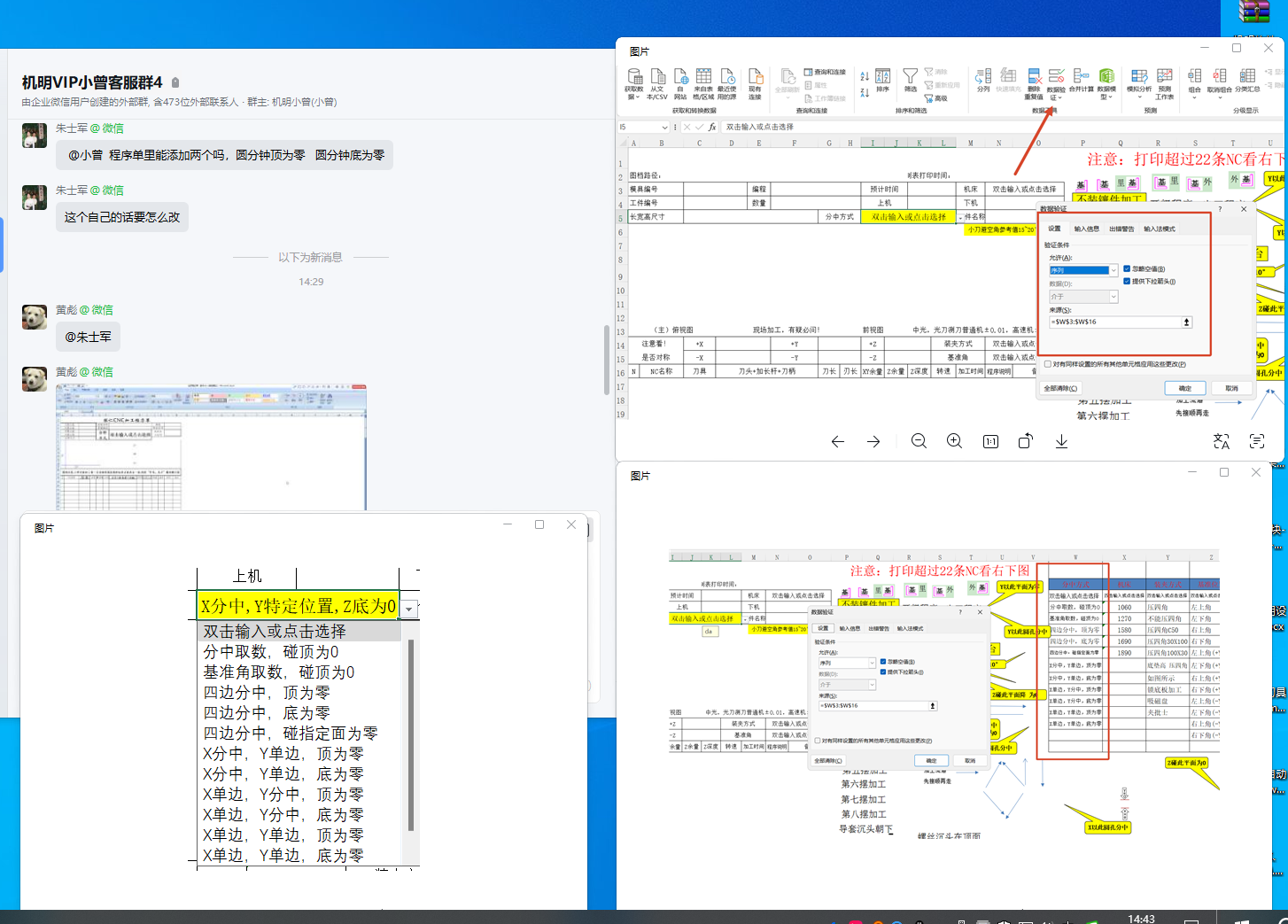
想在程序单Excel模板的“上机”(装夹/分中方式)下拉列表中增加或修改选项内容。
“上机方式”下拉是用Excel的“数据验证”做的序列。修改方法:在程序单Excel模板里找到存放选项文字的来源列(如W列),编辑该列内容来增删选项(例如“X分中,Y特定位置,Z底为0”“四边分中,顶为零”等);如需扩展条目,再到“数据验证—序列—来源”里把引用区域改大覆盖新增行。注意:单张程序单打印NC超过22条时需参照模板右下方的备用排版。
希望程序单上能分别体现精公、中公、粗公(精/中/粗)各工序。
需要设置“工位”才能区分体现。在程序单设置中配置“工位开始位置”,通过“工位1开始/工位2开始/工位3开始”填入各工序对应的NC编号起点,把程序单按开粗、中光、精光分成不同工位段;火花位也可在“精公火花位/中公火花位/粗公火花位”中分别设定预留量。
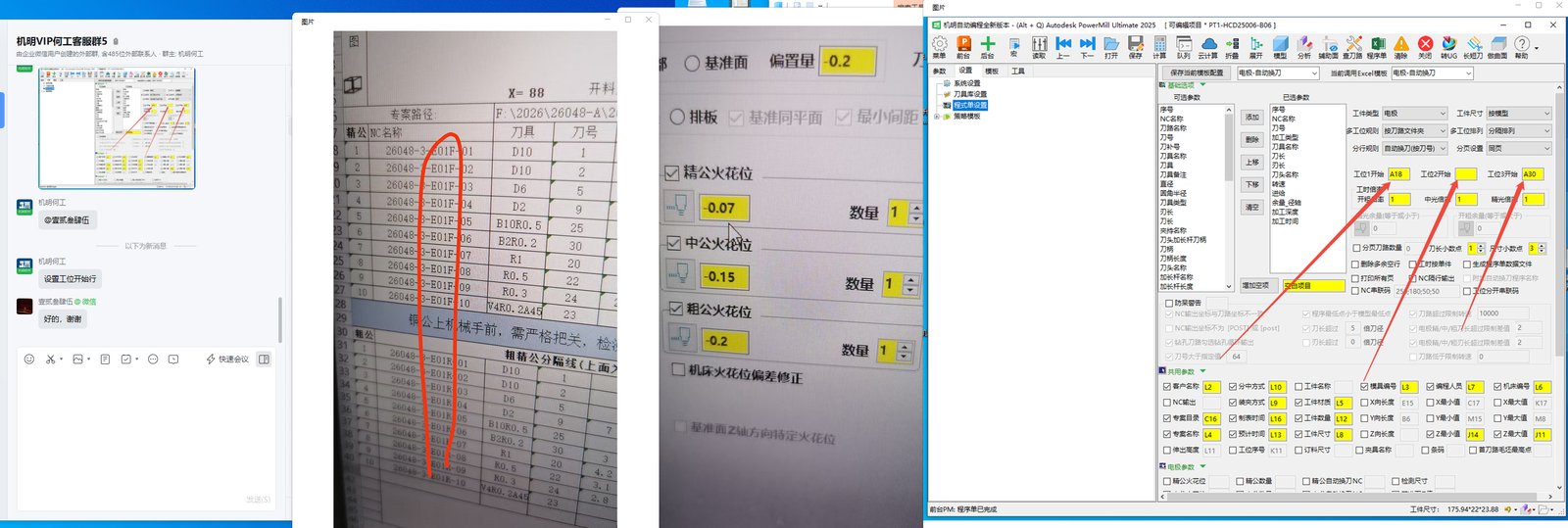
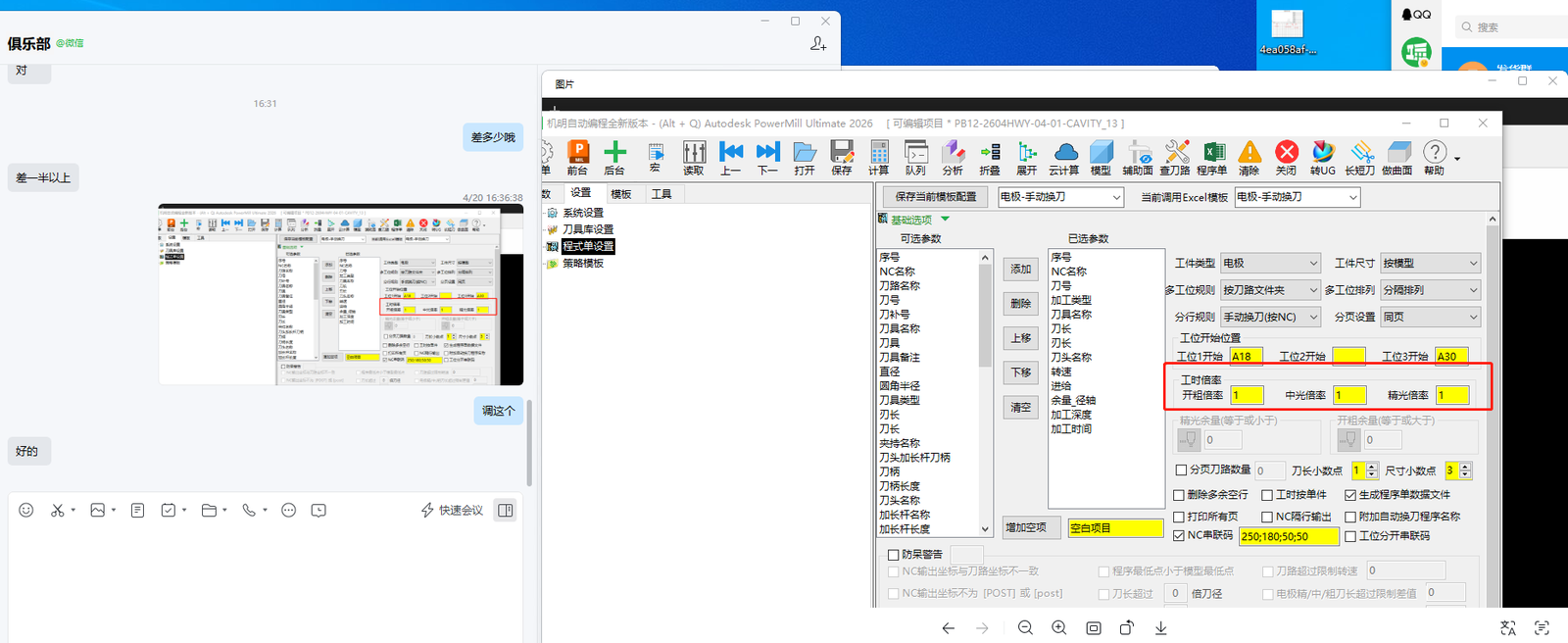
程序单上显示的加工时间比实际加工时间长很多(相差一半以上)。
程序单显示的工时是按“工时倍率”换算的。在程序单设置的“工位信息”里调整“工时倍率”:开粗倍率、中光倍率、精光倍率(默认均为1),把对应倍率调小,使程序单显示工时更接近实际加工时间。
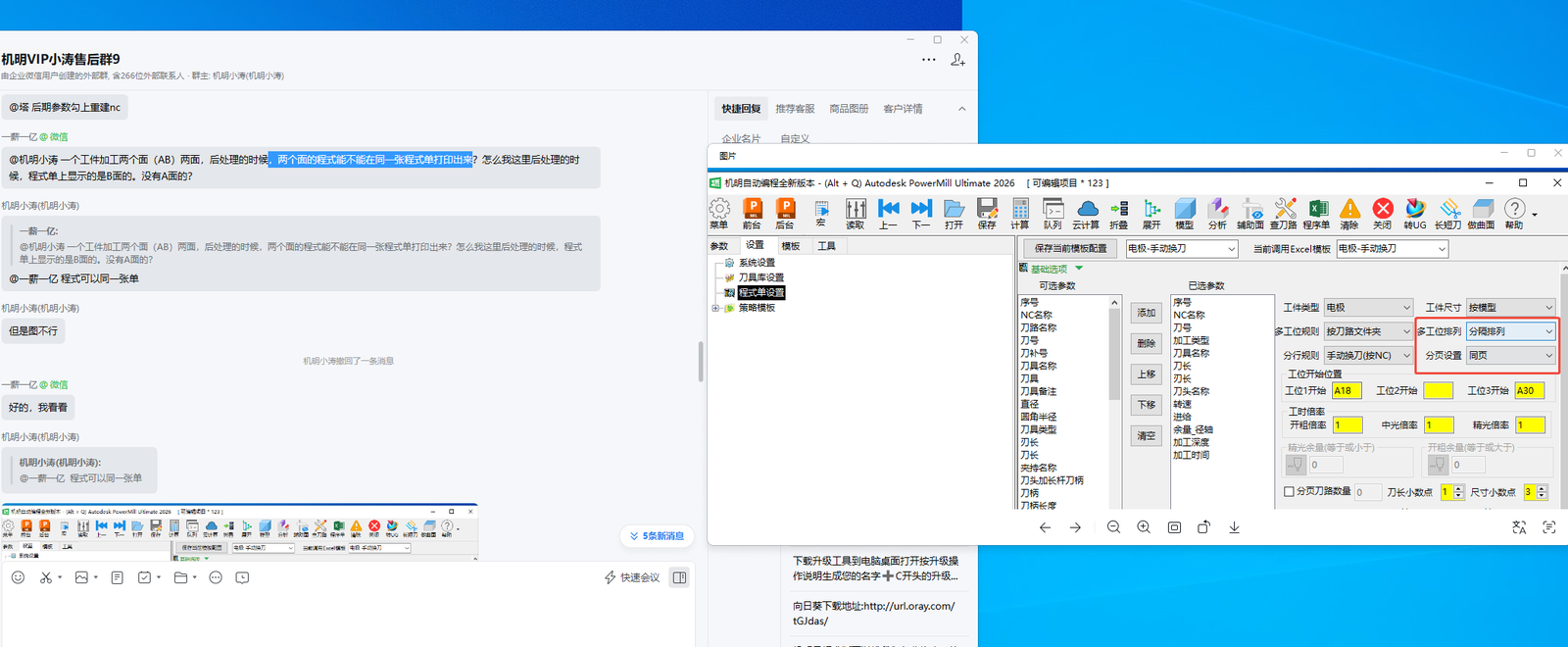
同一工件分A、B两面加工,希望两个面的程序合并打印在同一张程序单上。
可以合并到同一张程序单。在Excel程序单配置中,将「多工位排列」设为「分隔排列」,并把「分页设置」设为「同页」,后处理出单时两个工位的程序即会显示在同一张单上。
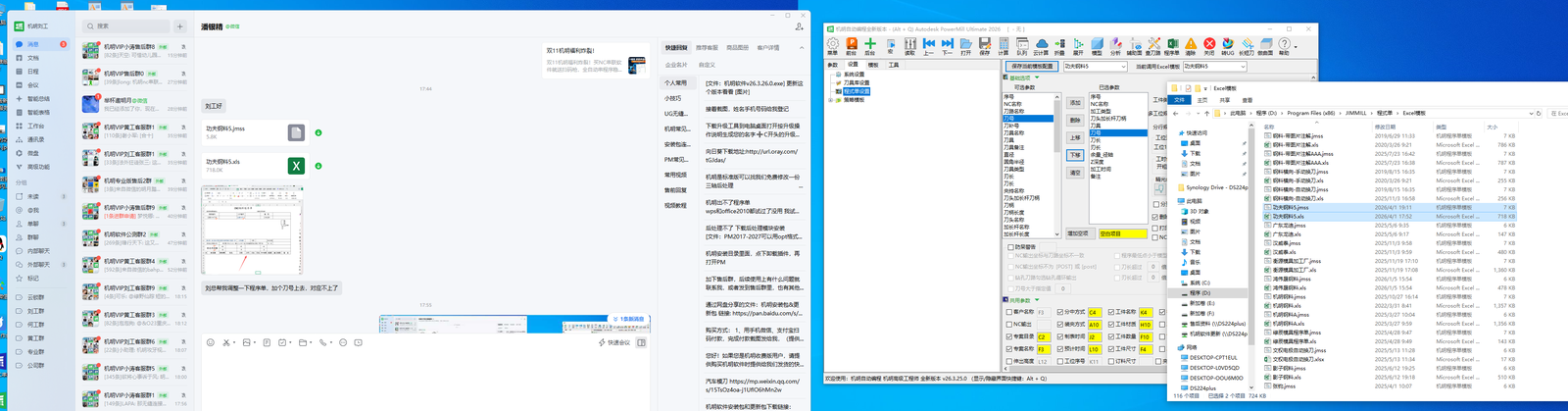
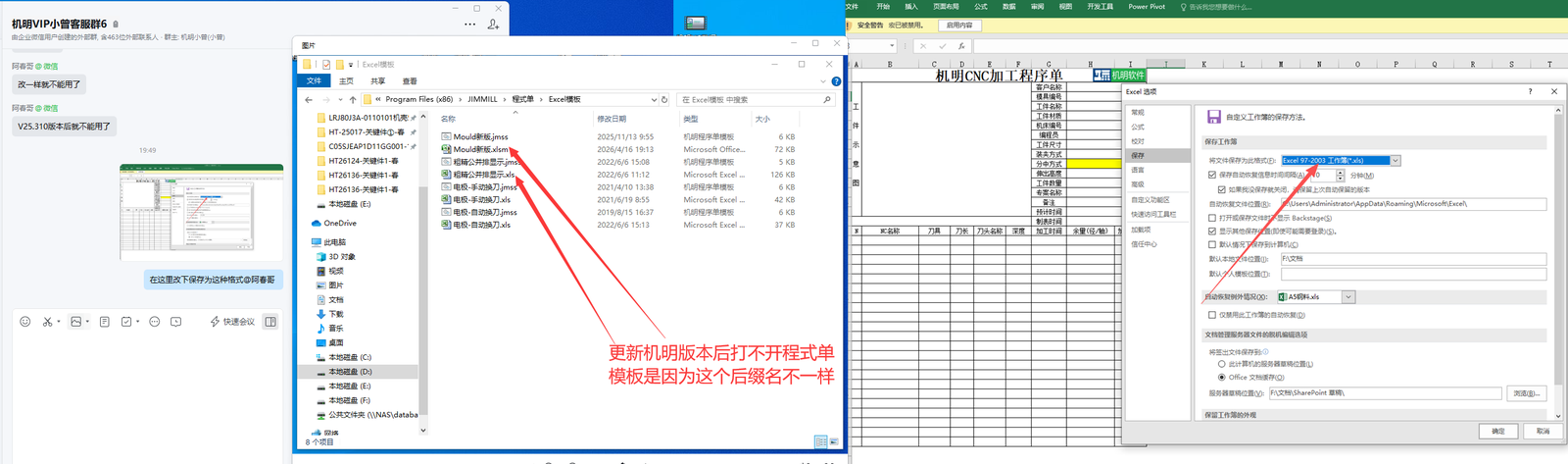
更新机明版本后打不开程序单模板,原因是模板文件后缀名与新版不一致。
新旧版本程序单模板后缀名不同(机明模板目录 程序单\Excel模板 下同名文件存在 .xls 与 .jmss/.xlsm 等不同后缀)。需将模板另存/转换为新版要求的格式:在Excel「选项-保存-将文件保存为此格式」中设置对应格式后,重新保存模板。
系统设置-程序单设置:分6个小模块——模板设置、基础选项、共用参数、电极参数、内容设置、视图选项(钢料程序单比电极少一个电极参数模块)。
·保存当前模板配置:把当前配置和调用的Excel模板存成程序单模板,配置文件后缀 *.jmss。
·当前调用Excel模板:当前模板所调用的Excel程序单模板。
·可选参数-已选参数:Excel模板有合并单元格(如NC名称为BC两列合并)时,要在NC名称后增加一栏空白项,点“增加空项”再用上移/下移调到正确位置,否则程序单实际显示与想要的对不上,编辑时要特别注意。
·工件类别参数:工件类型分电极和模料;工件尺寸分按毛坯/按模型(默认按模型显示最大外形尺寸);多工位规则电极用按刀路文件夹、钢料多面可选用户坐标;多工位排列分分开排列、分隔排列、合并显示(合并显示用于电极,多工位或精中粗公横向分栏、已选参数另行配置,如粗公在前幼公在后)。
·分行规则:手动换刀按NC、自动换刀按刀号。
·分页设置:同页(多工位NC显示在一页,如电极精中粗公一页)、分页(同一Excel自动分多页,模板不能带Sheet2这类多页配置否则翻页错乱)、分文件(一个工位生成一个Excel)。
·工位开始位置:工位1/2/3对应电极精公/中公/粗公开始行(如A18即Excel的A列18行),钢料多工位同理。
·其它:删除多余空行、NC隔行输出、刀长小数点位数、共用参数(按Excel模板对应行列勾选)、电极参数(仅对电极有效,如精公火花位/数量、检测尺寸、基准面Z值)、内容设置(输入程序单显示内容供后期调用)、视图选项(俯视/前视/等轴视图、着色显示、单色显示、左边距/顶部距)。


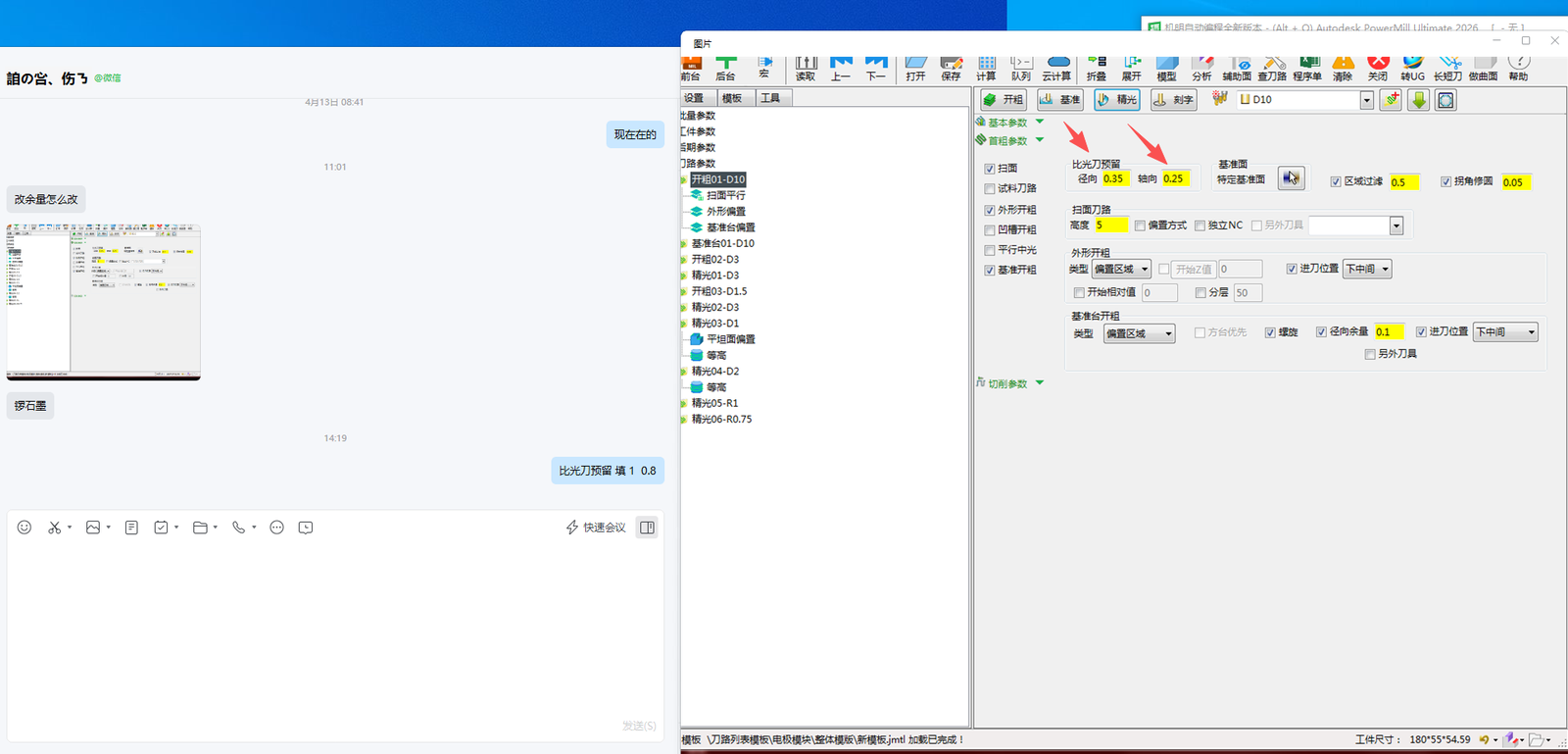
不知道在哪里修改加工余量(预留量)。
在策略模板的「基本参数」中修改:①调整「比光刀预留」的径向、轴向数值(例如填 1 / 0.8);②按需修改「径向余量」等数值,即可改变加工余量。
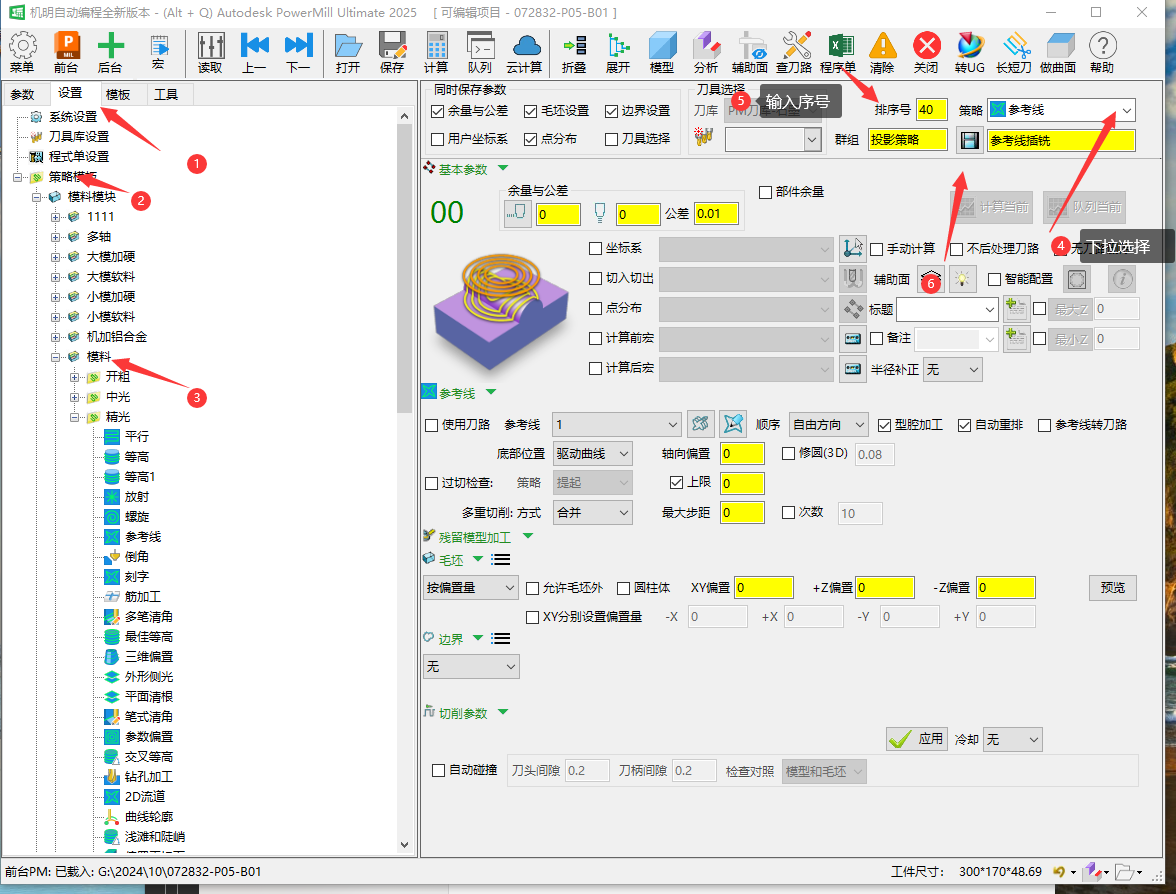
不清楚如何在机明策略模板中为某类工件添加加工策略(步骤)。
①进入【设置】-【策略模板】;②选择对应模料模块(模料/多铜/大模加硬/小模加硬/机加组合金等);③展开模料下的开粗/中光/精光分组(含平行、等高、等高1、螺旋、参考线、倒角、刻字、清角、钻孔加工、曲线轮廓等)。④在右侧参数面板:输入「排序号」(如40)确定执行顺序,用「策略」下拉框选择策略类型(如参考线/投影策略/参考线插铣等),再配置基本参数(余量与公差、坐标系、辅助面、智能配置等),即完成该策略步骤的添加。
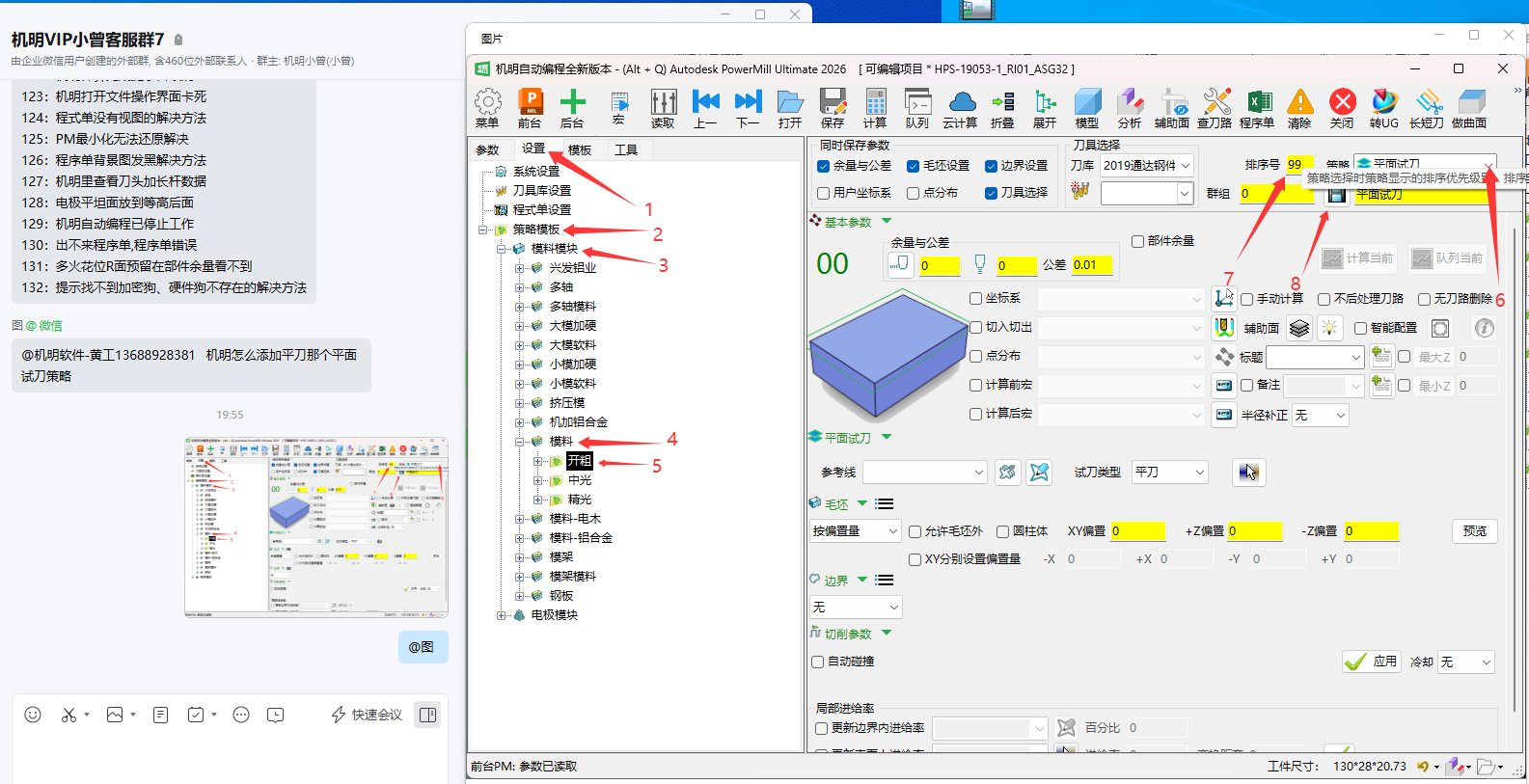
不清楚机明中平刀的「平面试刀/面」加工策略在哪里添加。
所有加工策略统一在「策略模板」里添加:
① 设置 → 策略模板;
② 进入对应模块和分类(如 模料模块 → 模料 → 开粗);
③ 在缺失策略的分类下添加平刀的平面(试刀)策略即可。其他刀具、其他类型策略同样按此路径添加。
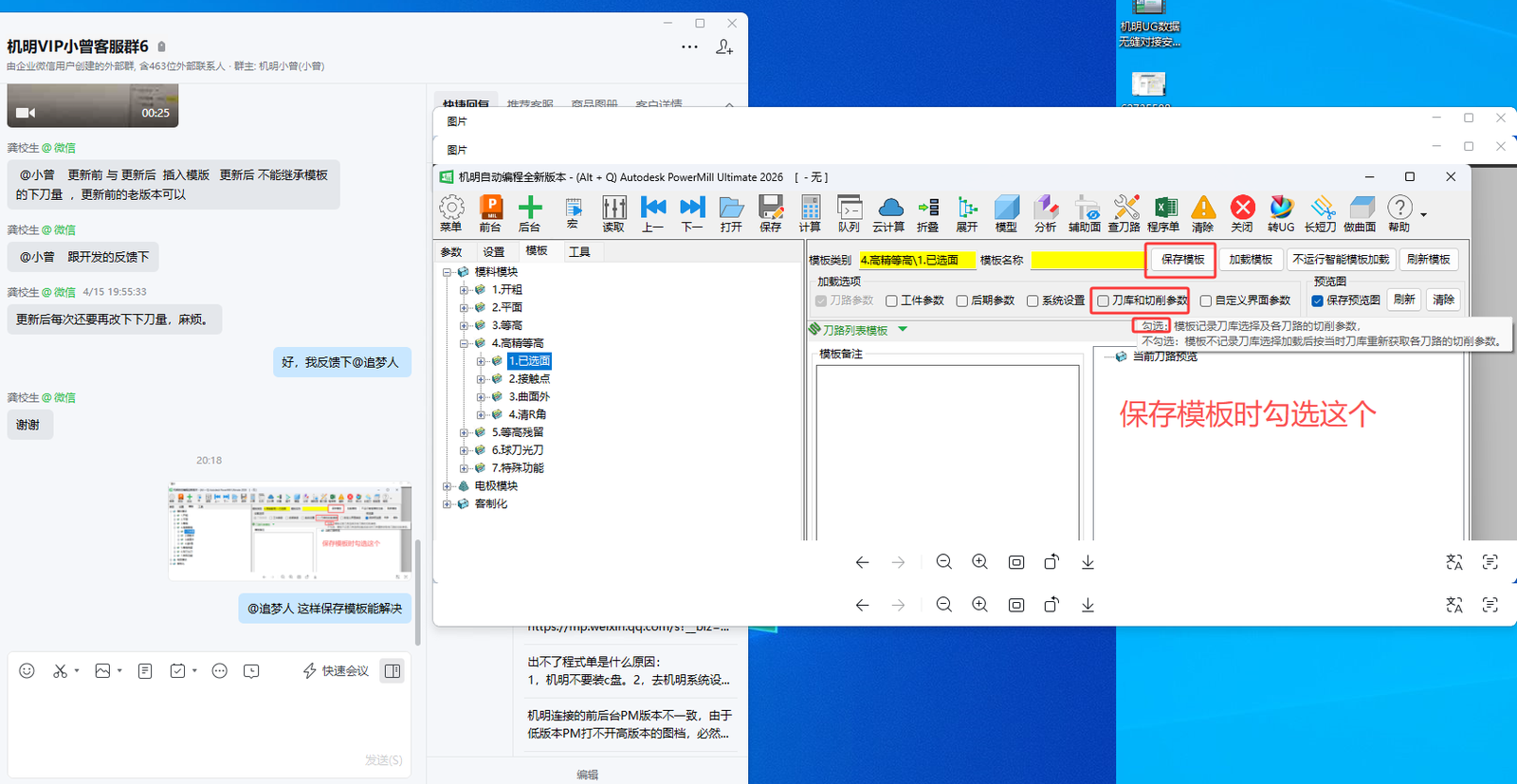
更新后插入模板时无法继承模板中的下刀量等切削参数(更新前老版本可以)。
保存模板时勾选「刀库和切削参数」选项:勾选后模板会记录刀库选择及各刀路的切削参数(含下刀量);不勾选则模板不记录刀库选择,加载后会以当前刀库重新获取切削参数,导致下刀量等不被继承。
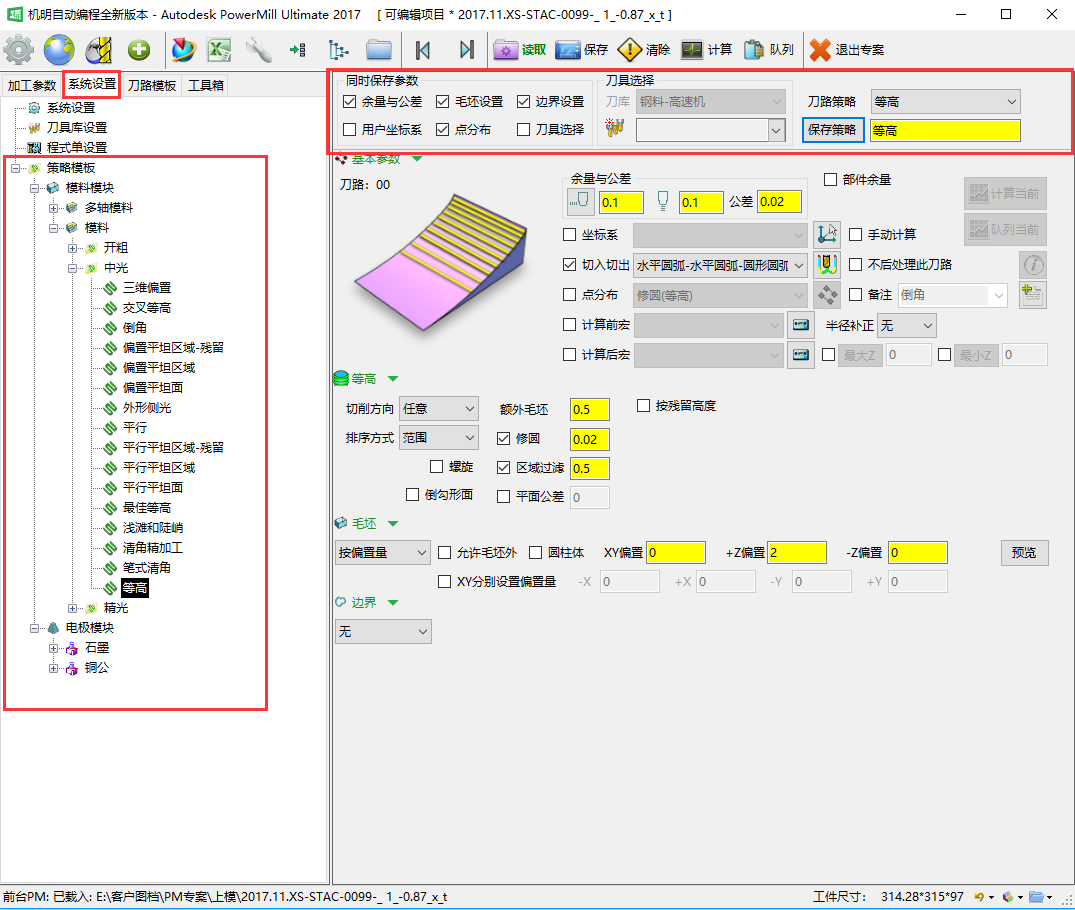
系统设置-策略模板:用于设置各个策略在刀路参数界面加载时的初始参数状态。分模料和电极两大类,要改哪种类型就进到对应策略模板修改。
·同时保存参数:在工具条里选择要保存的参数。
·刀具选择:只有勾选刀具时才可用,可同时保存刀库和刀具的参数。
·刀路策略:选对应策略,也可选库存策略进行添加。
·保存策略:保存修改后的参数,库存策略可添加(名字可改)。
·在修改页面里可选择策略右键进行删除等操作。

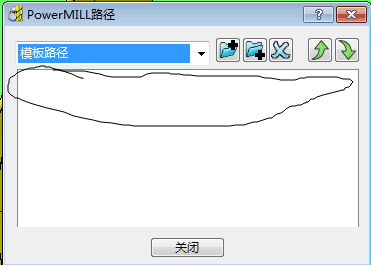
PM策略选取器箭头处显示了模板路径,想去掉。
①点PM工具栏-工具-自定义路径;②找到「模板路径」,把里面的路径删掉即可。
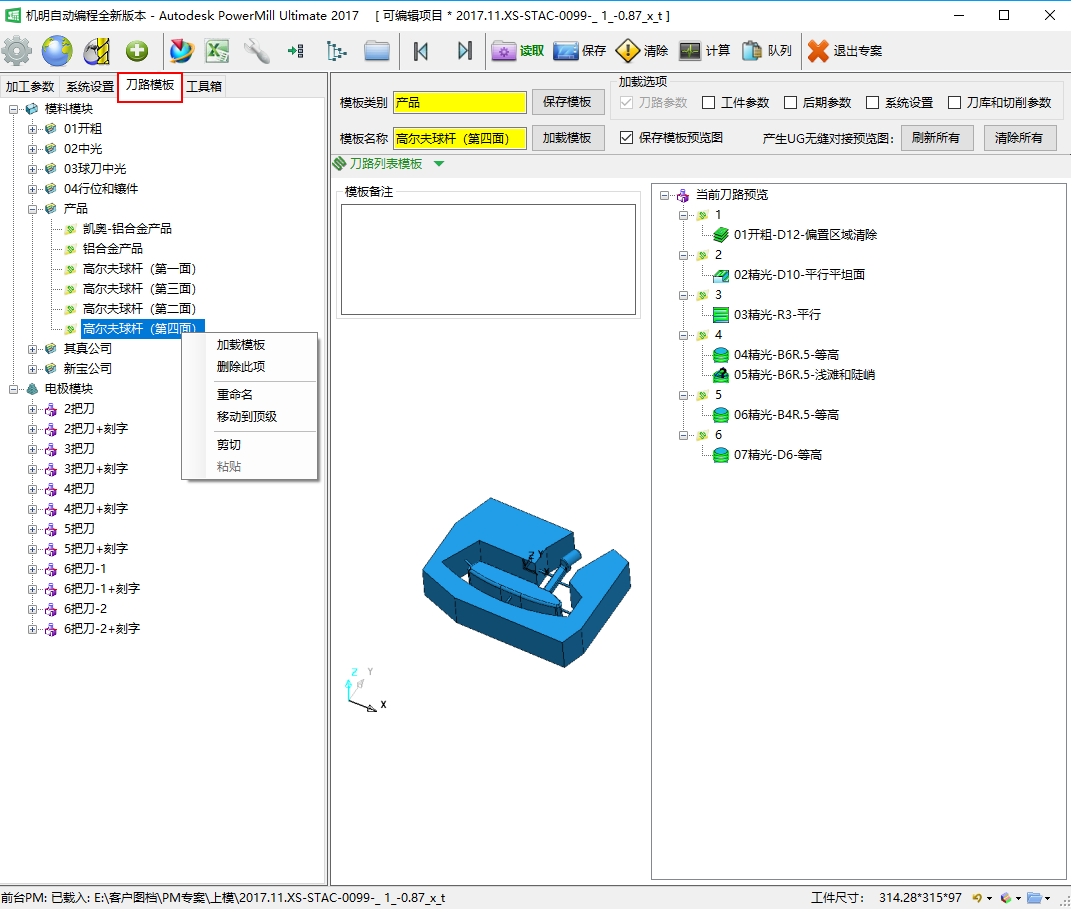
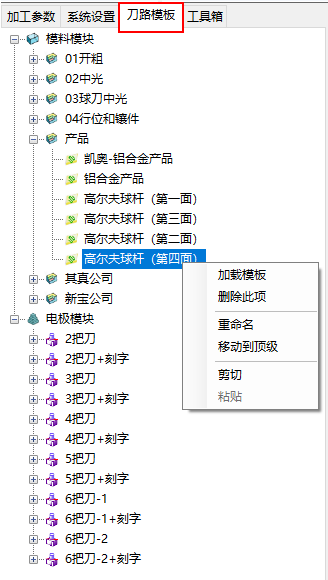
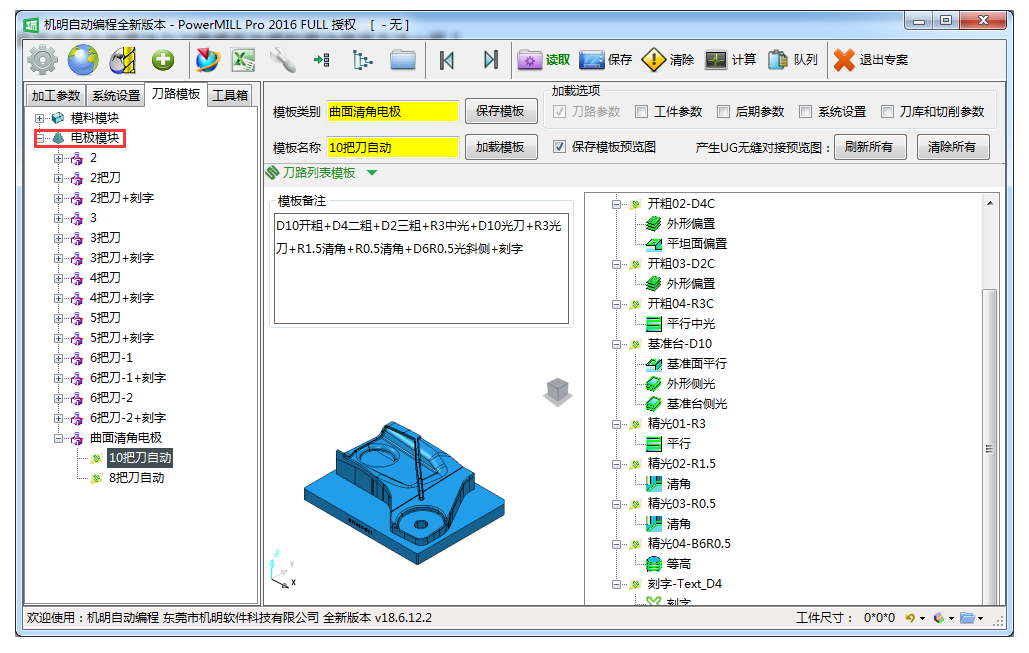
刀路模板(模料模块 / 电极模块):刀路模板是把整个专案的刀路参数、工件参数、后期参数和系统设置模块保存为一个模板。分模料和电极两大类型,两者操作方式一致。
·模板列表:显示已保存的刀路模板。
·模板类别:产生或选择刀路模板文件夹(名字可改)。
·模板名称:给模板命名。
·保存模板:把当前专案刀路存为模板。
·加载模板:把已有模板加载到当前专案。
·加载选项:保存模板时勾选这4项参数才会保存刀路里的参数,不勾则重新读取默认参数(如刀库参数)。
·保存模板预览图:勾选时保存预览图片。
·产生无缝对接预览图:刷新无缝对接预览图、清除所有预览图。
·模板备注:保存时备注,方便查找。
·右键菜单:加载模板、删除此项、重命名、移动到顶级、剪切、粘贴(粘到另一个类别)。

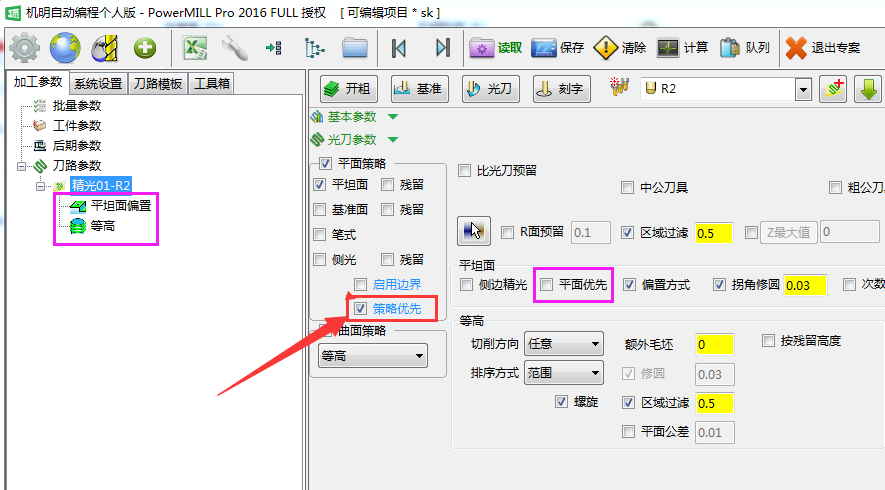
「平面优先」没勾,平坦面策略仍在等高策略上面,如何把平坦面策略放到等高策略下面。
把箭头处的「策略优先」取消勾选即可。「策略优先」不勾,平坦面策略就排在等高策略下面。
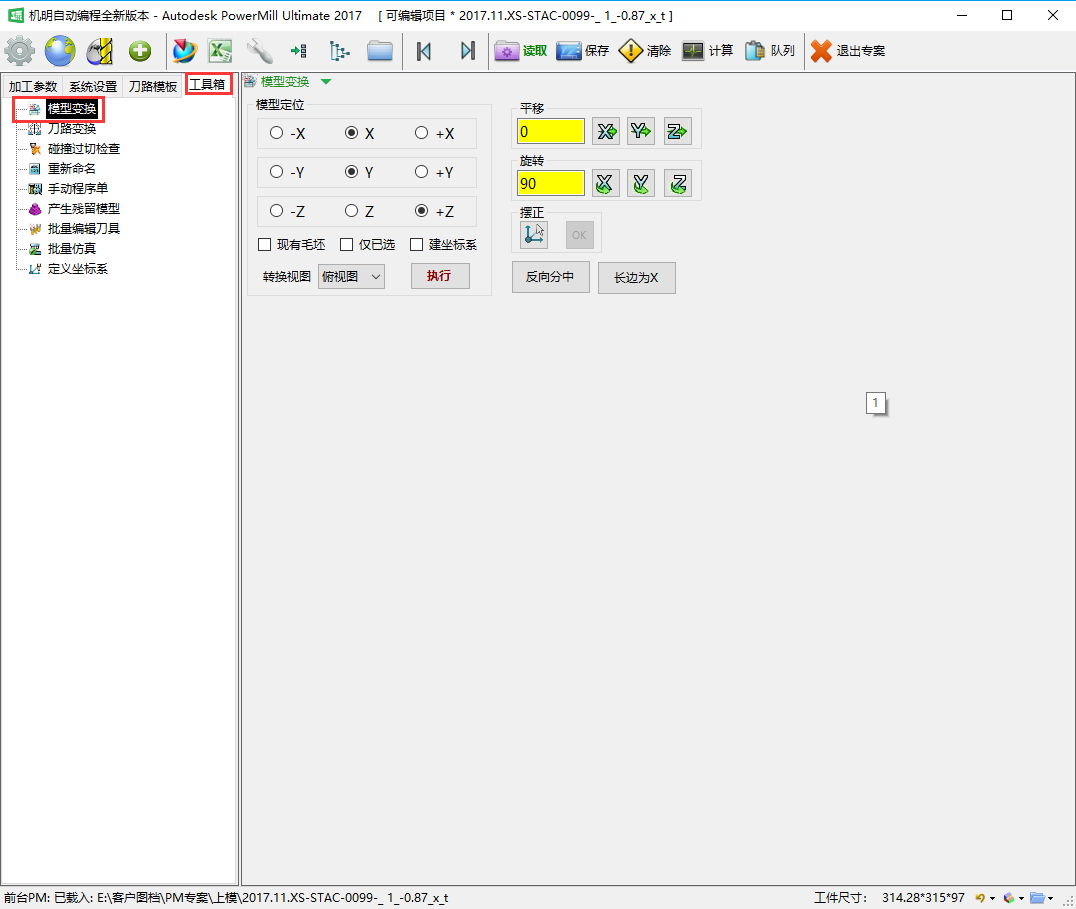
工具箱-模型变换:包括模型定位、平移、旋转、摆正、定向等定位功能。
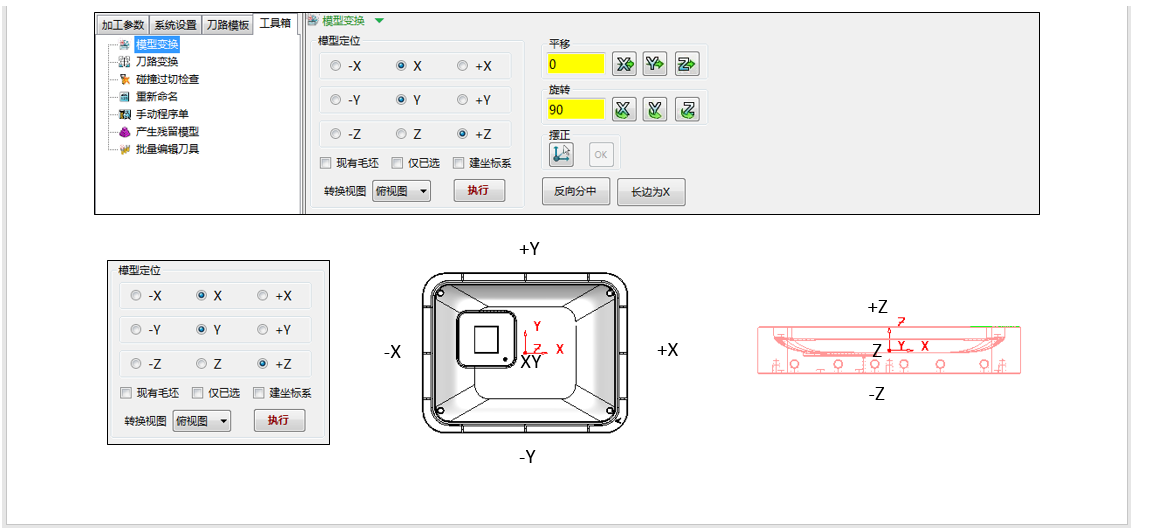
①模型定位:各方向有3个选项——-X/-Y/-Z是最小值、X/Y/Z是中心、+X/+Y/+Z是最大值,最小最大值用于单边分中。
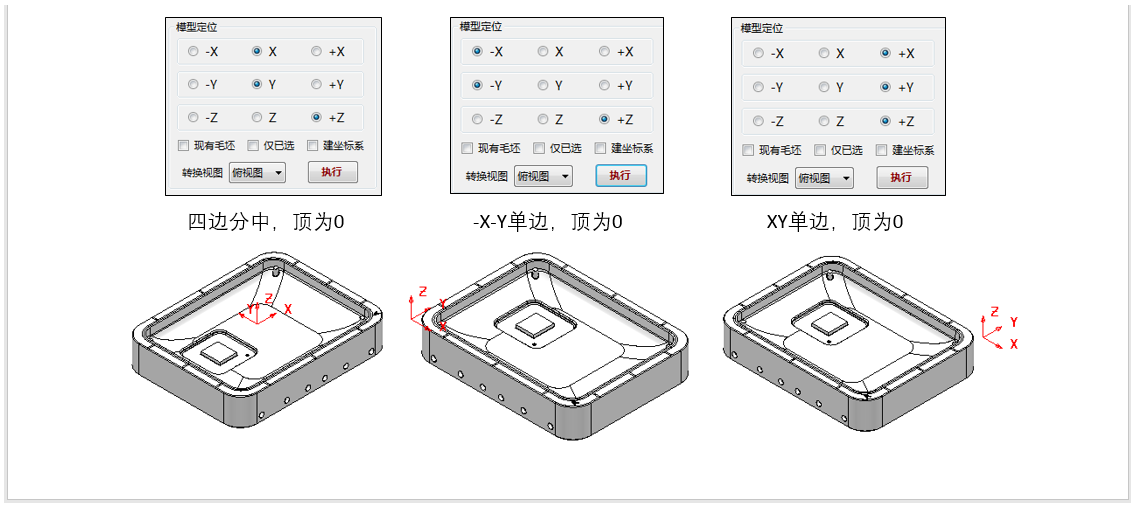
· 例:XY+Z=四边分中顶为0,XY-Z=四边分中底为0,-X-Y+Z=-X-Y单边顶为0,+X+Y+Z=XY单边顶为0(理解9个方位即可类推)。
· 现有毛坯:勾选后按当前毛坯数据为参考定位(适合特殊三角形毛坯分中);
· 仅已选:勾选后仅在已选模型产生毛坯数据定位(适合圆内分中);二者不能同时勾选;
· 建坐标系:不勾则移动模型定位,勾选则新建用户坐标系定位而不移动模型;
· 转换视图:定位时显示模型视图方向;参数设好后点执行立即执行。
②平移:设值后点X/Y/Z图标按该方向移动设定值(如设15点X移动15MM、设-15点Z按-Z方向移动15MM)。
③旋转:设角度后点X/Y/Z图标绕对应轴平面旋转(如设90点X绕X轴旋转90度)。平移和旋转勾“仅已选”仅作用于已选模型,不勾则全部一起。
④摆正:点此键后点选参照摆正的平面再点OK;“长边为X”把模型长边与X轴平行;“反向分中”按Y轴平面旋转180后再移到四边分中顶为0。
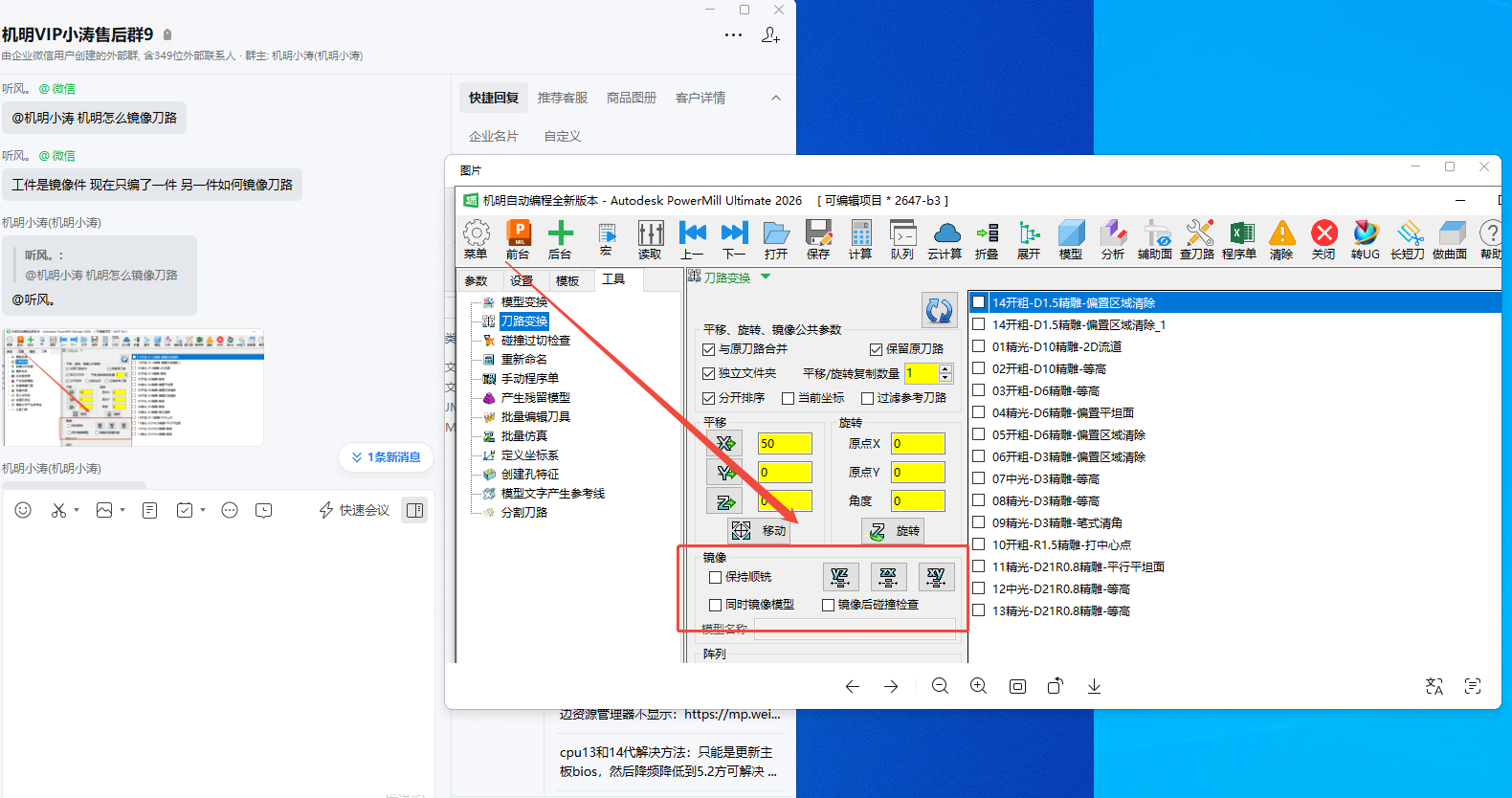
工件是镜像件,已编好一件,另一件想直接把刀路镜像过去。
在 工具-刀路变换 面板中使用底部「镜像」功能:①选择镜像平面(YZ/ZX/XY 三个镜像按钮之一);②按需勾选「保持顺铣」「同时镜像模型」「镜像后碰撞检查」等选项;③执行镜像即可生成另一件的刀路。
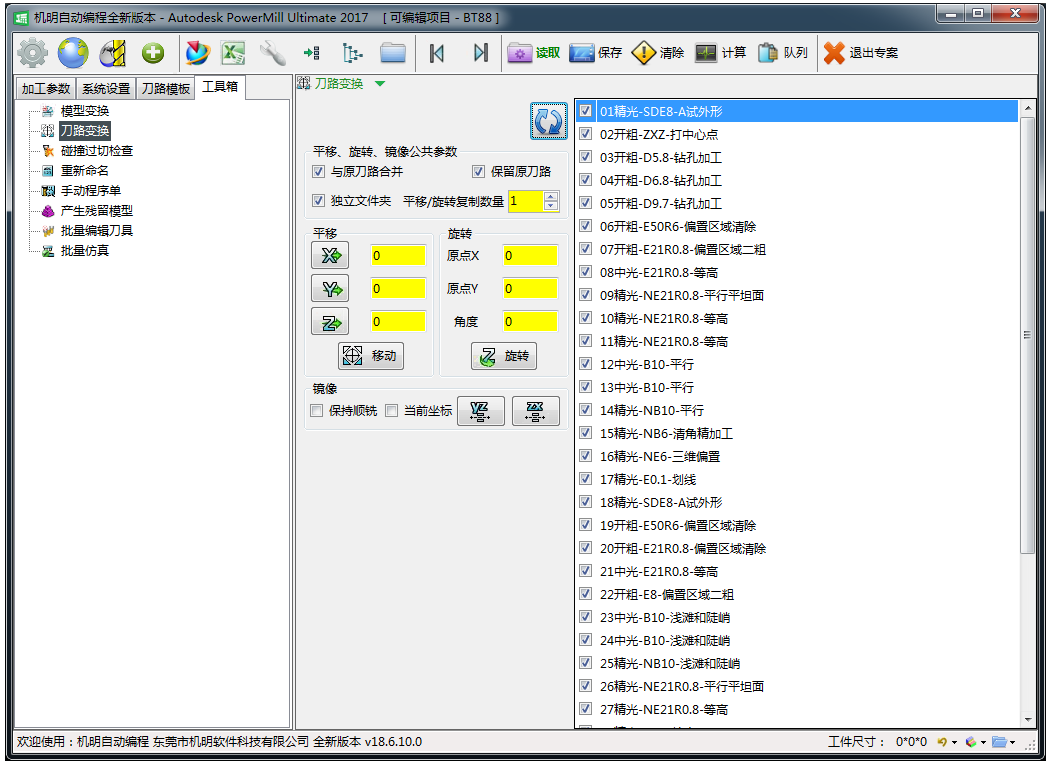
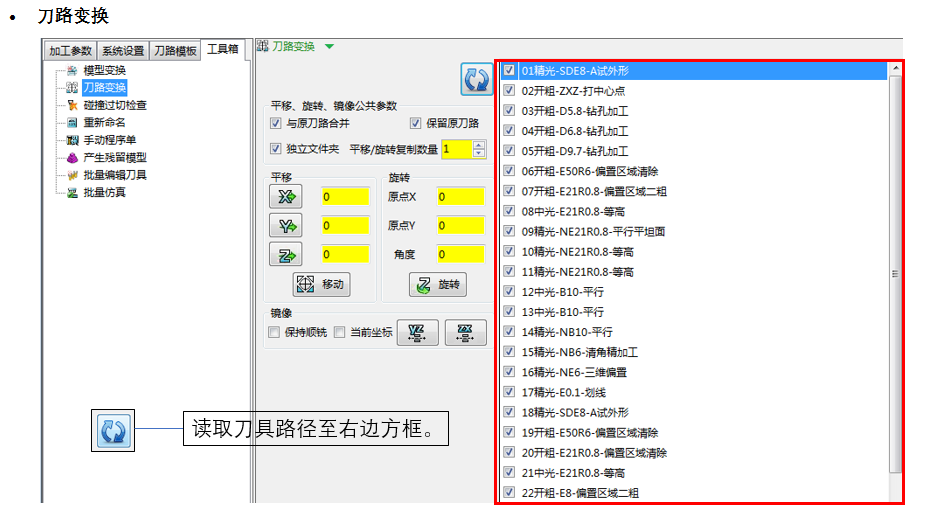
工具箱-刀路变换:由刀路平移、刀路旋转、刀路镜像3部分组成。使用前需先把刀具路径读取到列表。其中“与原刀路合并、保留原刀路、独立文件夹、旋转复制数量”为公共参数,对平移/旋转/镜像都有效。
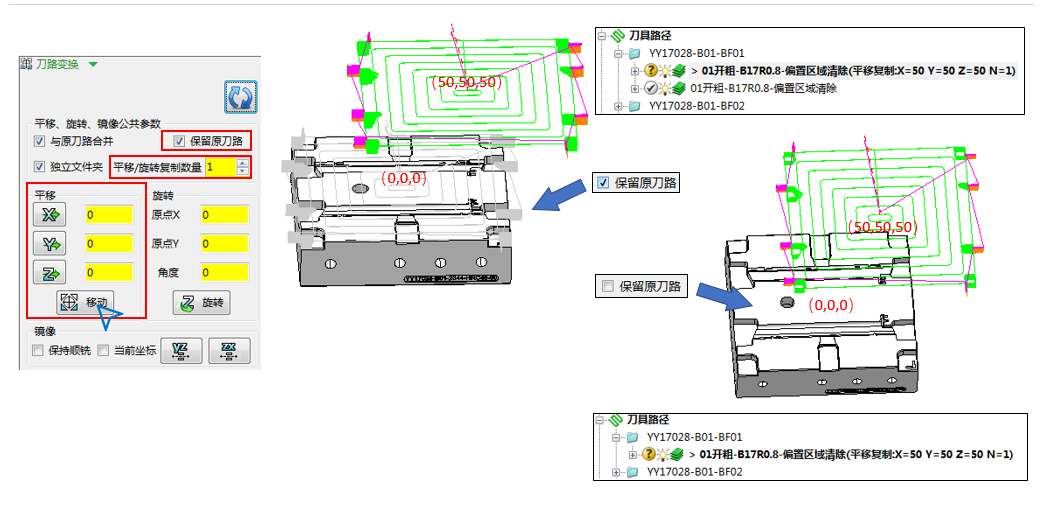
①刀路平移:勾“保留原刀路”、平移复制数量设1、平移X50Y50Z50、点移动,会在刀路文件夹自动复制一条平移后的刀路;不勾“保留原刀路”则复制移动后自动删除原刀路。
②刀路旋转:原点X、原点Y是旋转用户坐标原点,角度是刀路旋转角度,旋转按钮用用户坐标选定平面旋转(如设90度用XY面旋90度)。想用ZX面或YZ面旋转,可在PM工具栏左下角点击使用用户坐标系平面选择。
③刀路镜像:含YZ平面镜像(沿X轴)和ZX平面镜像(沿Y轴)。镜像会走反刀(顺铣变逆铣),勾“保持顺铣再镜像刀路”会自动重排反向刀路保持顺铣。镜像后注意2点:检查刀路(如等高刀路勾螺旋可能从下往上走),检查切入切出会不会从外往里拐造成过切。
④刀路列表:Ctrl+A全选、Shift+左键批量多选、Ctrl+左键多个多选;按住Ctrl或Shift点刀路前方框可批量勾选/取消(此方法对工具箱所有列表有效)。
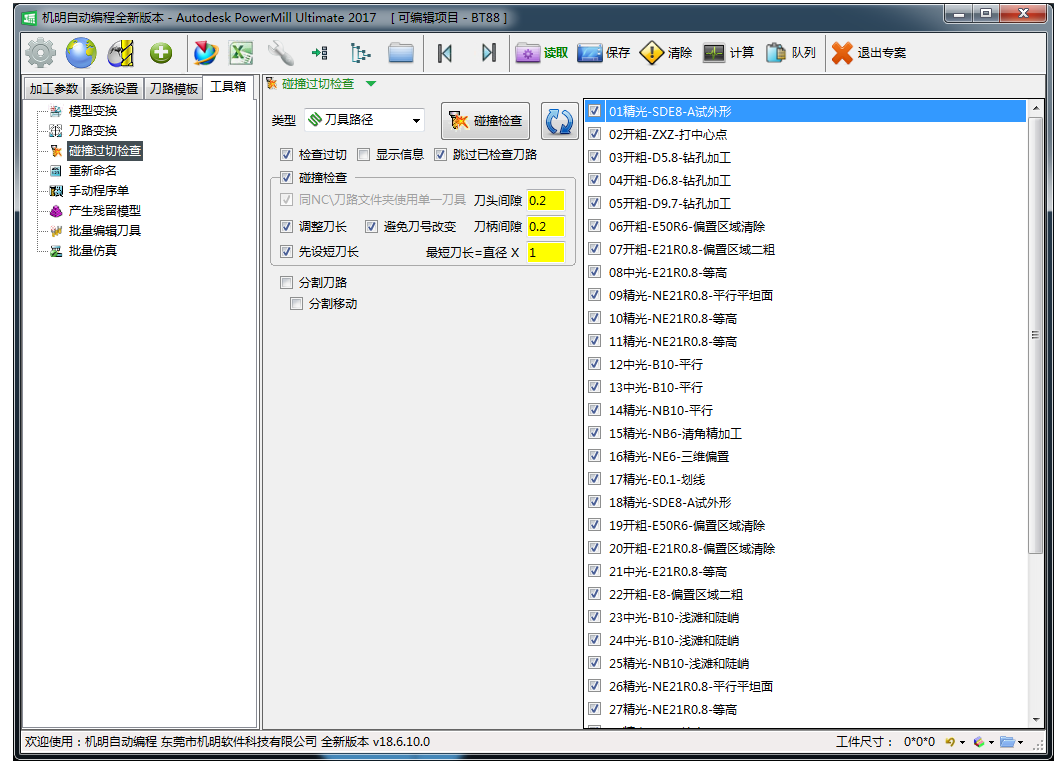
工具箱-碰撞过切检查:包括刀具碰撞干涉检查、过切检查和分割刀路功能。
·类型:检查类型分NC程序、刀路文件夹、刀具路径三种。
·碰撞检查:执行右边列表中勾上的NC程序/刀路/刀路文件。
·读取/刷新:读取或刷新对象(列表操作方法同刀路变换列表)。
·检查过切:激活刀路过切检查。显示信息:显示碰撞过切结果。跳过已检查刀路。
碰撞检查参数:设刀头刀柄碰撞间隙、调整刀长。
· 刀头间隙/刀柄间隙:刀具夹持和刀柄周围的安全区域;
· 调整刀长:自动调到最佳长度;
· 避免刀号改变:避免PM碰撞后改刀号;
· 先设短刀长:先缩短刀长再检查,以算出实际所需装刀长度;
· 最短刀长=直径*1:按刀径倍数设最短装刀长度(设太短则碰撞时间更长)。
分割刀路:分割移动把单独移动分成安全和不安全部分(不勾时若存在不安全移动则整条刀路加到不安全刀路)。
· 重叠:不安全移动延伸到相邻安全移动的覆盖量;
· 最小长度:不安全部分需移动的最小长度。

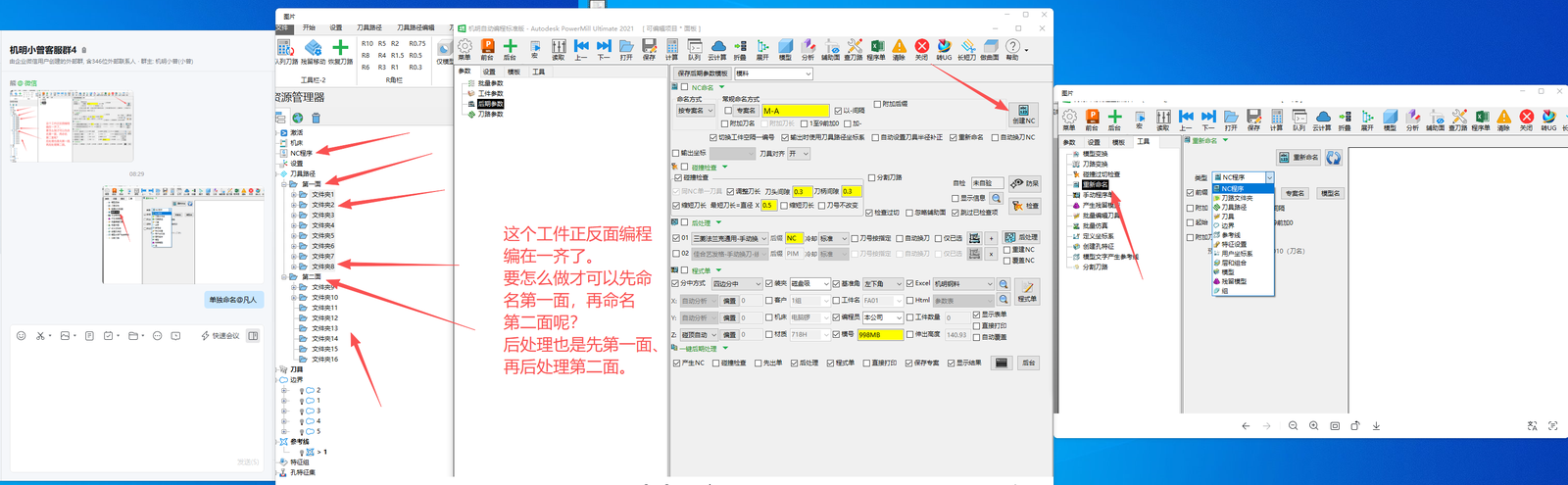
工件正反面编程编在了一起,想先命名第一面、再命名第二面,并按先第一面后第二面的顺序分别后处理。
①将第一面、第二面的刀路分别归入对应的程序组;②使用机明工具栏的「重新命名」功能,对每个程序单(NC程序)单独命名;③后处理时按第一面、第二面的分组顺序分别输出即可。
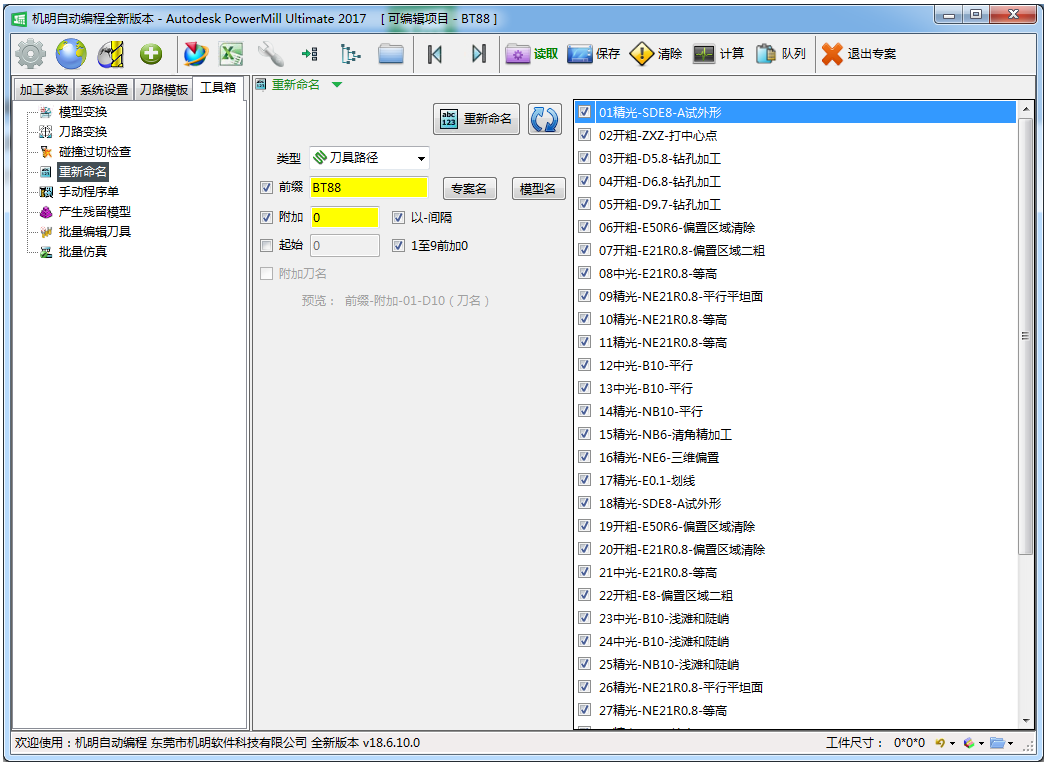
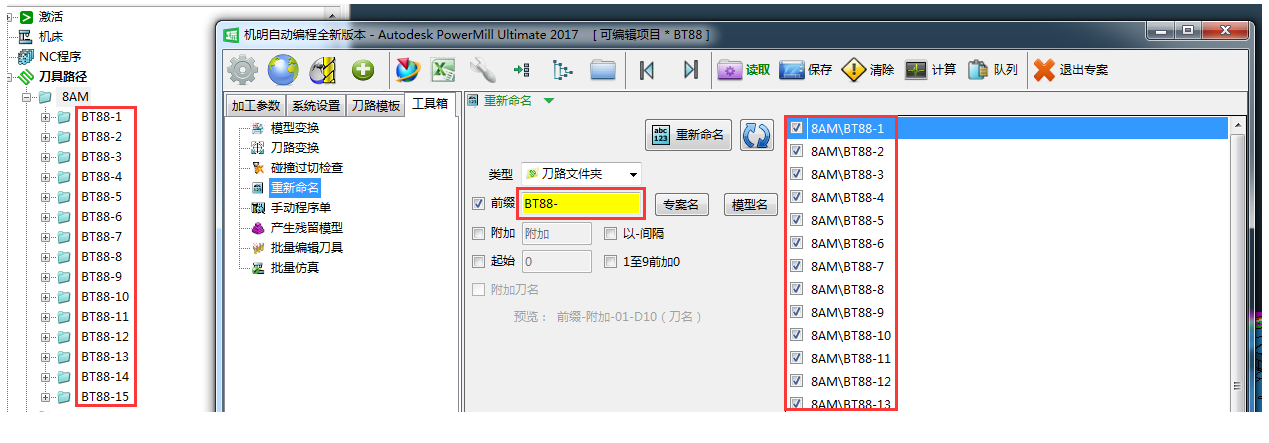
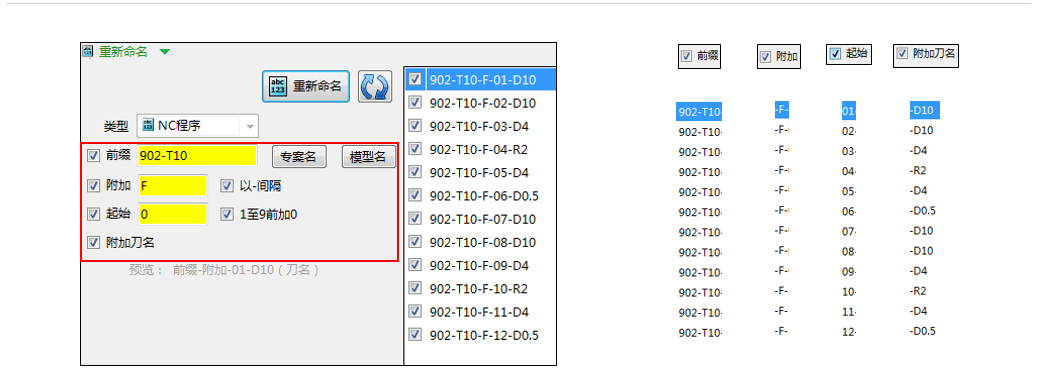
工具箱-重新命名:支持NC程序、刀路文件夹、刀具路径、刀具、边界、参考线、特征设置、用户坐标、层和组合、模型、残留模型、组的重命名。
·类型:选择支持重命名的类型。
·重新命名:对右边列表勾起的项目执行。
·读取/刷新:读取或刷新右边项目(列表操作方法同刀路变换列表)。
·附加:输入项目名称需附加的内容。
·以-间隔:名称是否用横杆(-)隔开。
·起始:名称顺序起始(如填99则文件夹名从-A100开始)。
·1至9前加0:名称1至9前加0显示。
·附加刀名:仅类型为NC程序时有效,用于NC程序名称附加当前刀具名称(如BT88-A-100-附加E50R6)。
范例:重命名PM刀路文件夹时只勾前缀,需附加其它功能就勾下面对应选项即可。
工具箱-手动程序单:可选择列表里部分NC产生程序单,方便做改模、降面等,只需出其中几条程序的图档。
手动程序单的内容设置与“后期参数-程序单设置”完全一样(前面已详细讲解过),具体设置请参考程序单设置一节。
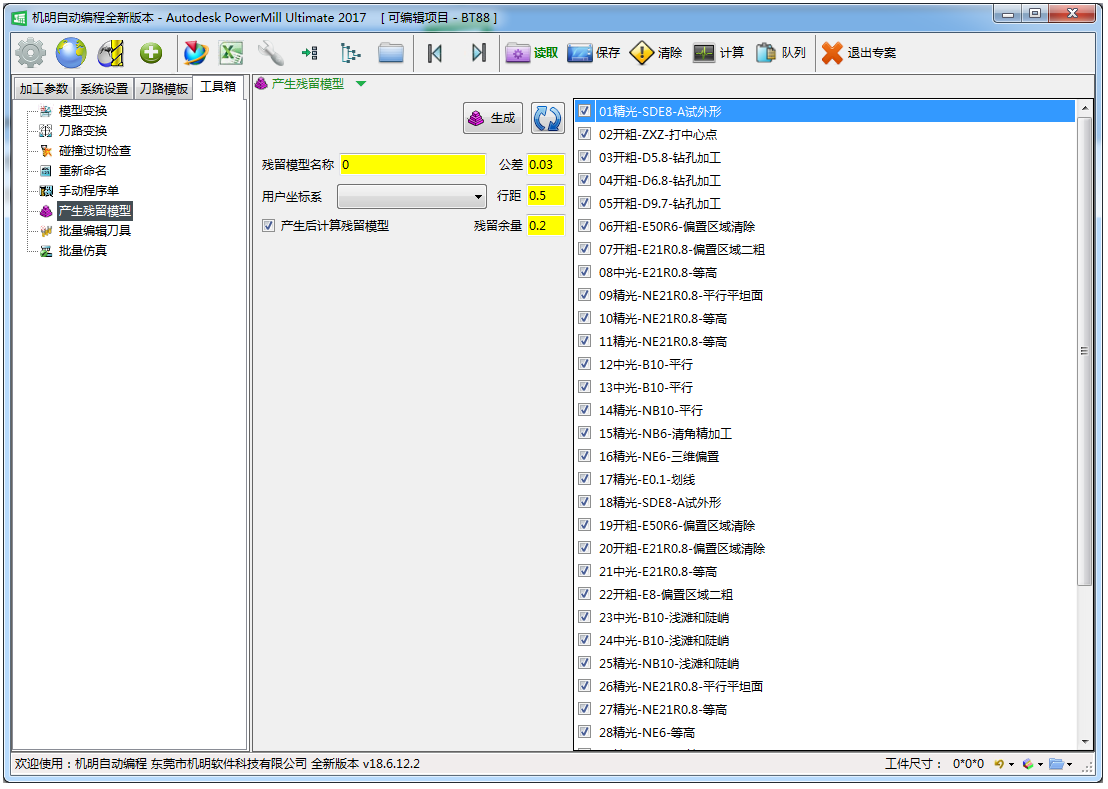
工具箱-残留模型
·手动:指定需要生成残留模型的刀具路径。
·读取/刷新列表框:用法参阅工具箱页面介绍。
·生成:把列表中选中的刀路一键生成残留模型。
·残留模型名称:输入名称,默认是0。
·公差和行距:只跟残留模型的显示精度和计算速度有关,对刀路精度计算没有影响,所以不用设太小(行距如0.5)。
·用户坐标:选残留模型的用户坐标系,可默认不选。
·产生后计算残留模型:勾选则产生后自动计算,不勾则需在PM手动计算。
·残留余量:确定显示残留材料选项时的最小余量。


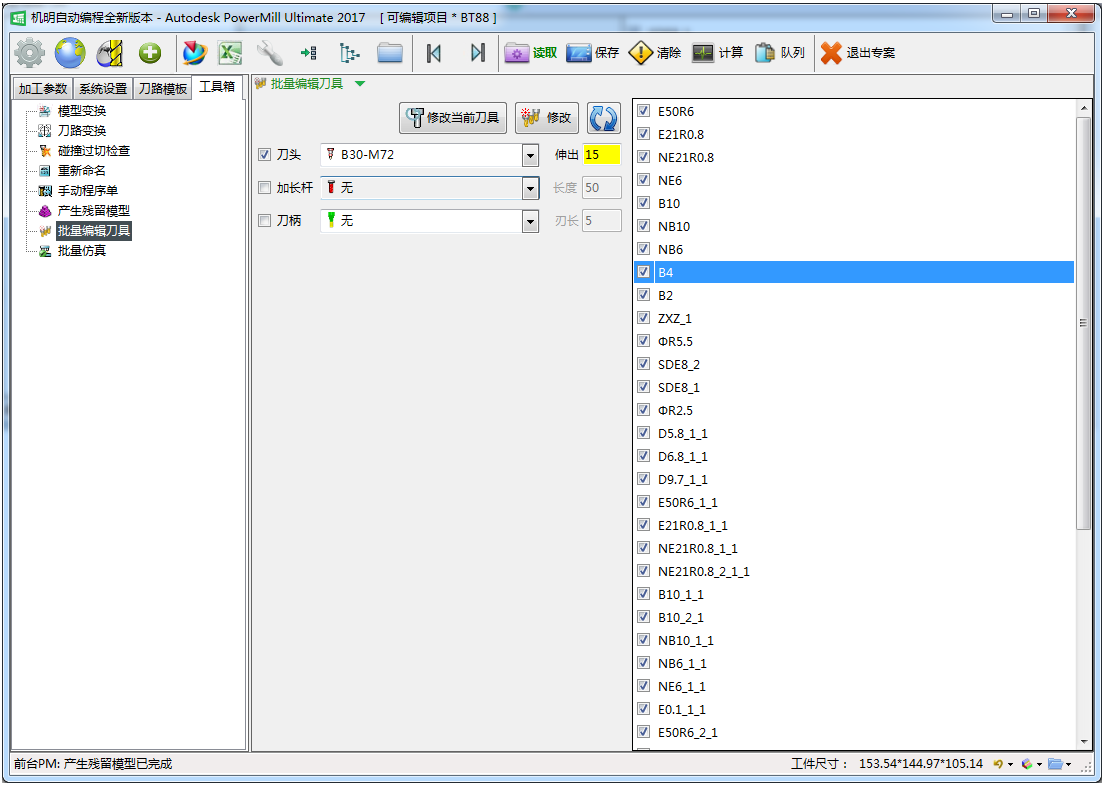
工具箱-批量编辑刀具:包含刀头、加长杆、刀柄的修改。
提醒:对于已在PM生成的刀路,要改刀头刀柄加长杆,一定要用工具箱的批量编辑刀具来改,这样方便出程序单。
·读取/刷新列表框:用法参阅工具箱页面介绍。
·修改当前刀具:修改当前PM激活的刀具。
·修改:修改右边列表中勾上的刀具。
·刀头:下拉选择要替换的刀头,输入刀具伸出长度,按需点“修改当前刀具”或“修改”执行。
·加长杆:下拉选择要替换的加长杆,输入加长杆伸出长度,按需执行。
·刀柄:下拉选择要替换的刀柄,输入刀刃伸出长度,按需执行。

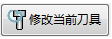
工具箱-批量仿真:主要用于机床主轴与工件的干涉仿真。
·毛坯:按当前(按PM当前毛坯仿真)或自动扩展XY(仿真毛坯按设置值自动扩展)。
·一键仿真:按当前参数执行一键仿真。
·退出View:退出View仿真模式。
·碰撞检查:设机床仿真的干涉避让值——机床间隙(机头与工件避让)、夹持间隙(刀具夹持与工件避让)、刀柄间隙(刀具刀柄与工件避让);还可设对照毛坯检查夹持、检查切削快进移动、检查重新配置移动,以及出现问题的处理(总是暂停/每种类型第一个问题暂停/总不暂停)。
·模式:阴影。
·打开ViewMill仿真:开启viewmill仿真功能。
·自动刀具显示:勾选仿真时自动显示当前刀具。
·检查过切。

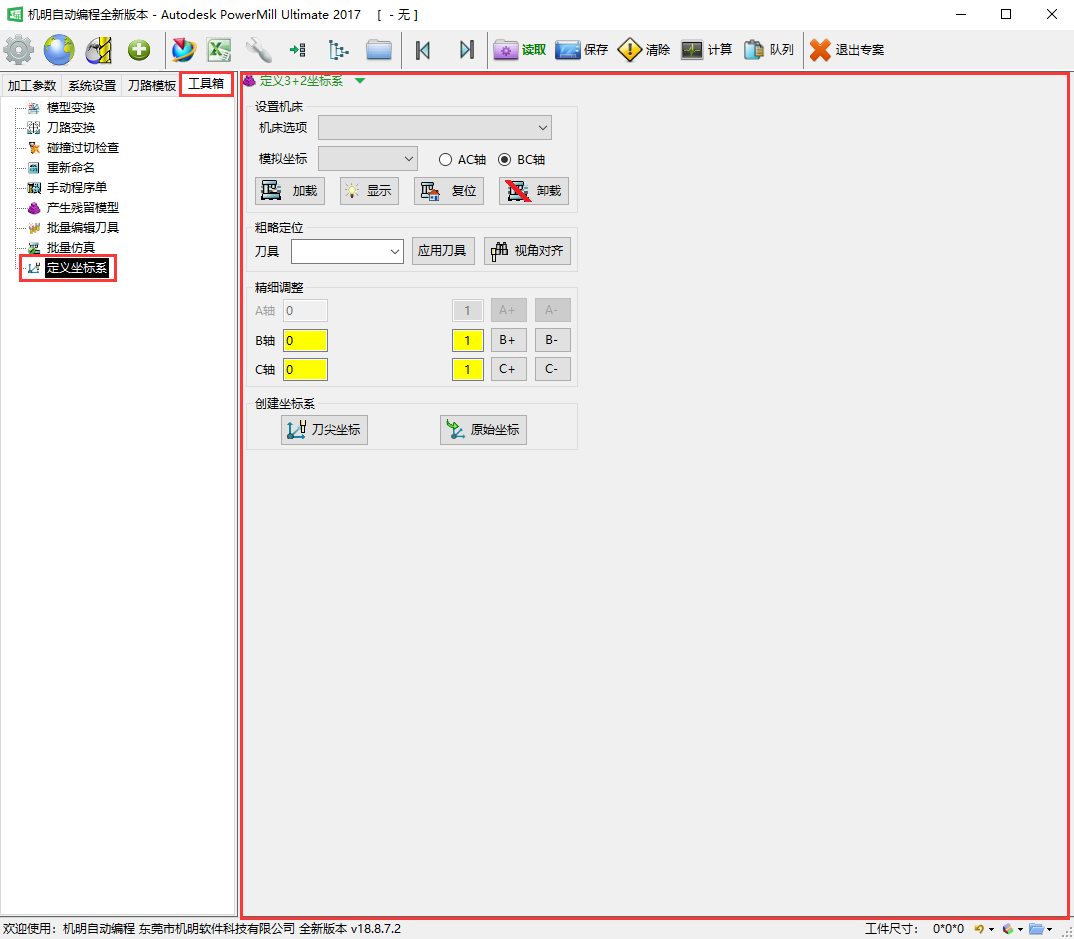
工具箱-定义坐标系:主要用于五轴机床3+2坐标的定义、仿真等操作。
①设置机床:
· 机床选项:选择要仿真的机床;
· 模拟坐标:选择模拟坐标系(AC轴或BC轴);
· 加载:把模拟机床加载到PowerMill;
· 显示:显示PowerMill中机床;
· 复位:把机床复回原位;
· 卸载:删除机床。
②粗略定位:
· 刀具:选择定位的刀具;
· 应用刀具:把所选刀具应用到PowerMill;
· 视角对齐:按视图方向旋转工作台。
③精细调整:按设置的轴进行位置调整。
④创建坐标系:
· 刀尖坐标:在刀尖创建用户坐标系;
· 原始坐标:在原始坐标处产生对齐于刀具的用户坐标系。


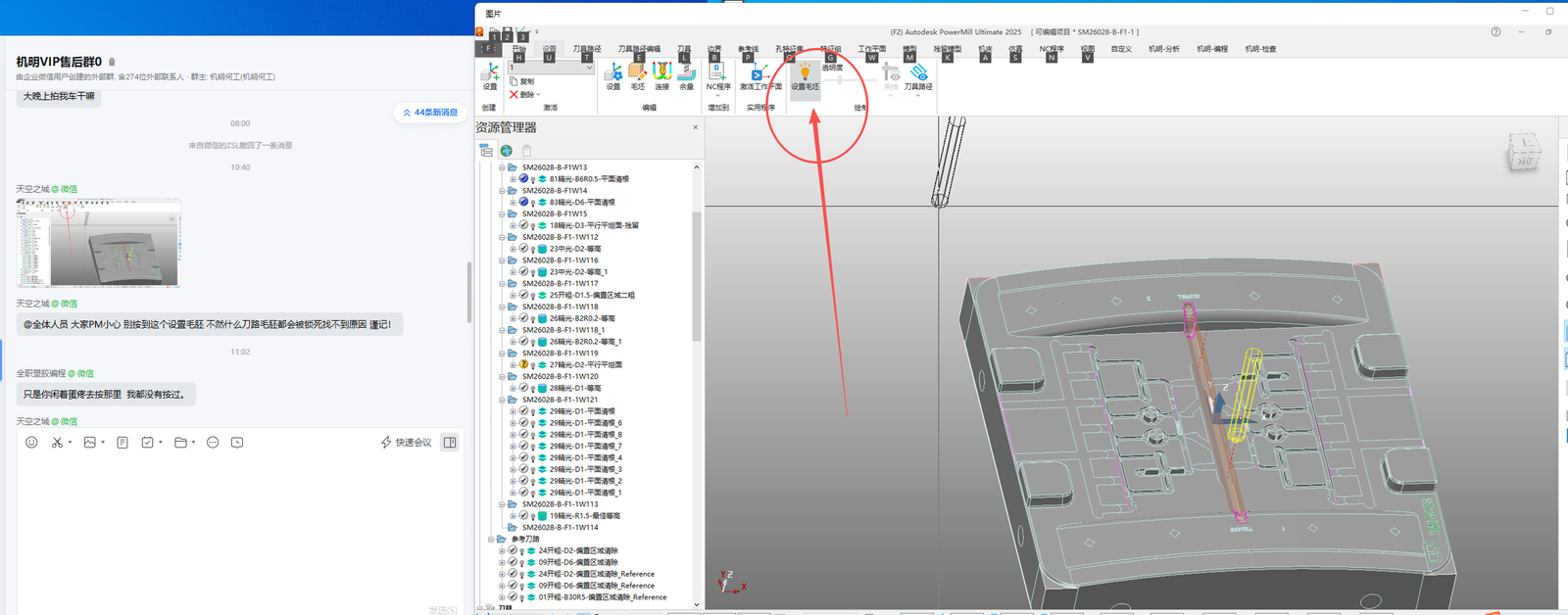
误点了 PowerMill 机明工具栏中的「设置毛坯」按钮后,所有刀路毛坯会被锁死,且不易查到原因。
提醒:PowerMill 机明功能区「实用程序」组里的「设置毛坯」(带灯泡图标)按钮不要随意点击,一旦点到会把所有刀路的毛坯锁死、难以排查;日常操作注意避开此按钮。
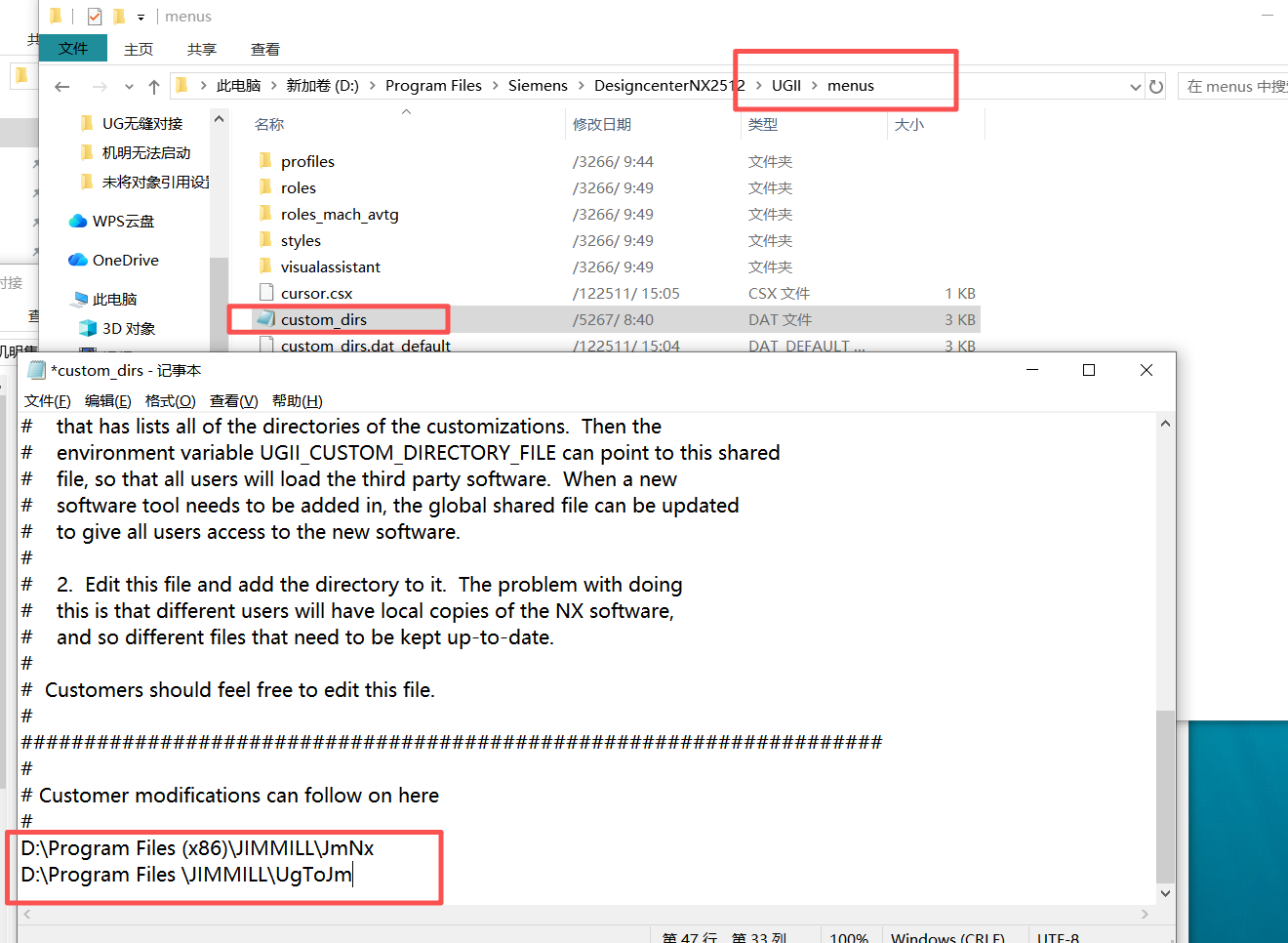
UG界面没有显示无缝对接,按以下方法依次排查:
新安装的UG,进机明安装目录运行「UG无缝对接安装」,重新打开UG即显示。
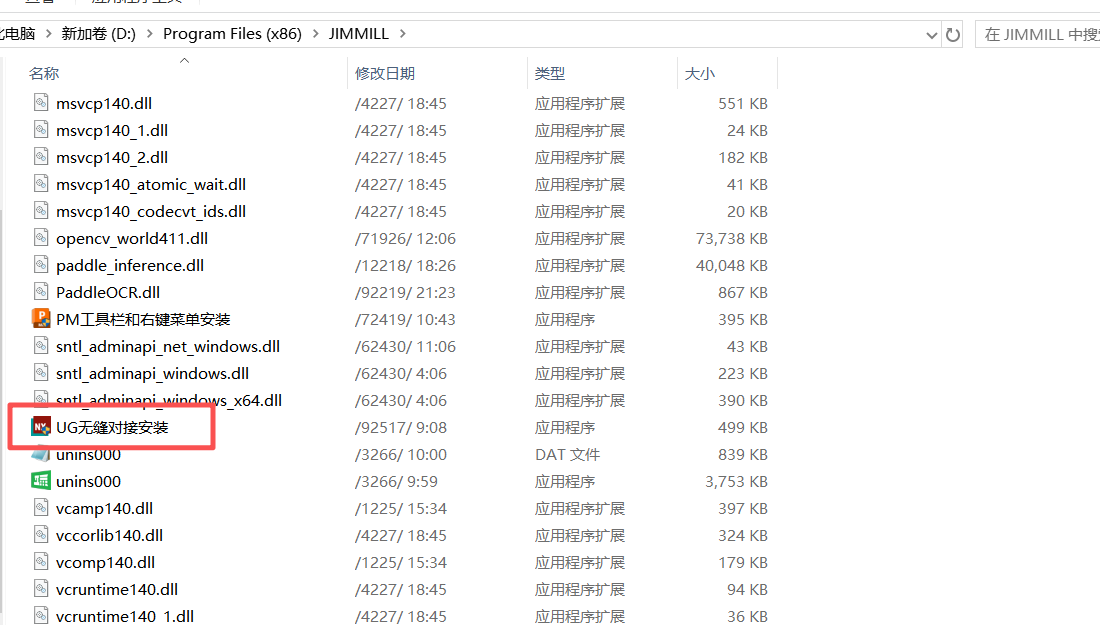
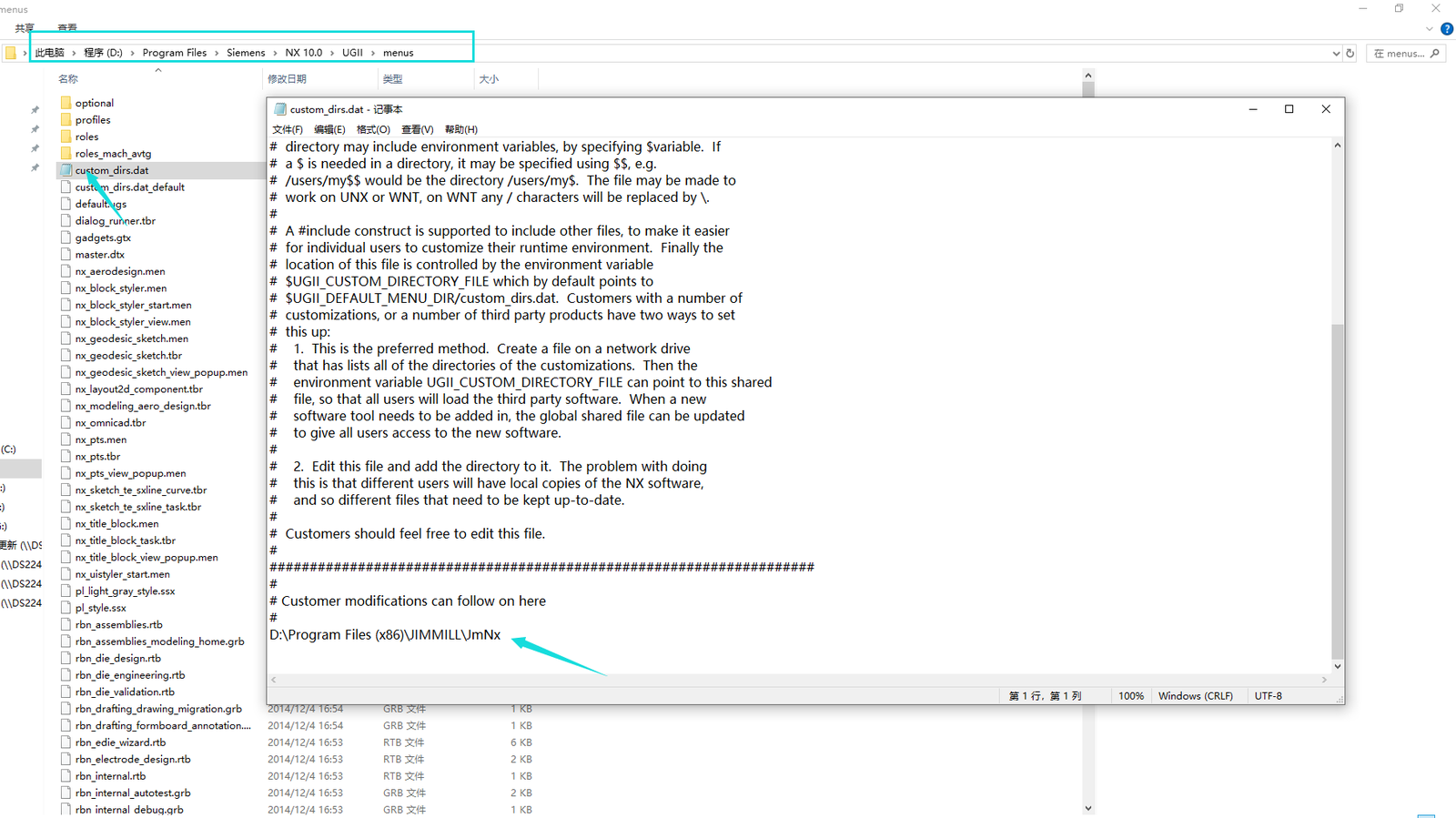
若仍没有,打开UG安装目录【UGII\menus】,找到【custom_dirs】后缀【dat】的文件并以记事本打开(不清楚安装路径可右键UG图标「打开文件所在位置」),再打开机明安装目录【JIMMILL\JmNx】复制路径到记事本最后一行,保存关闭后重开UG即可。
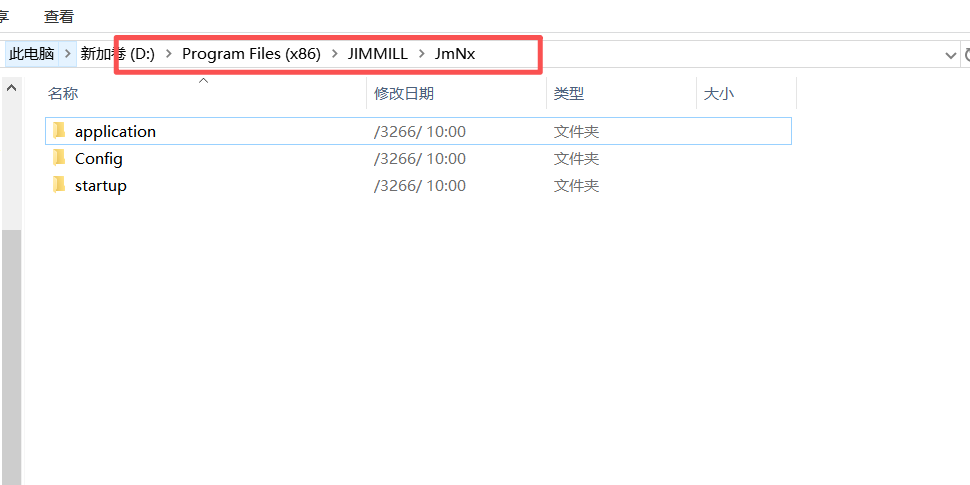
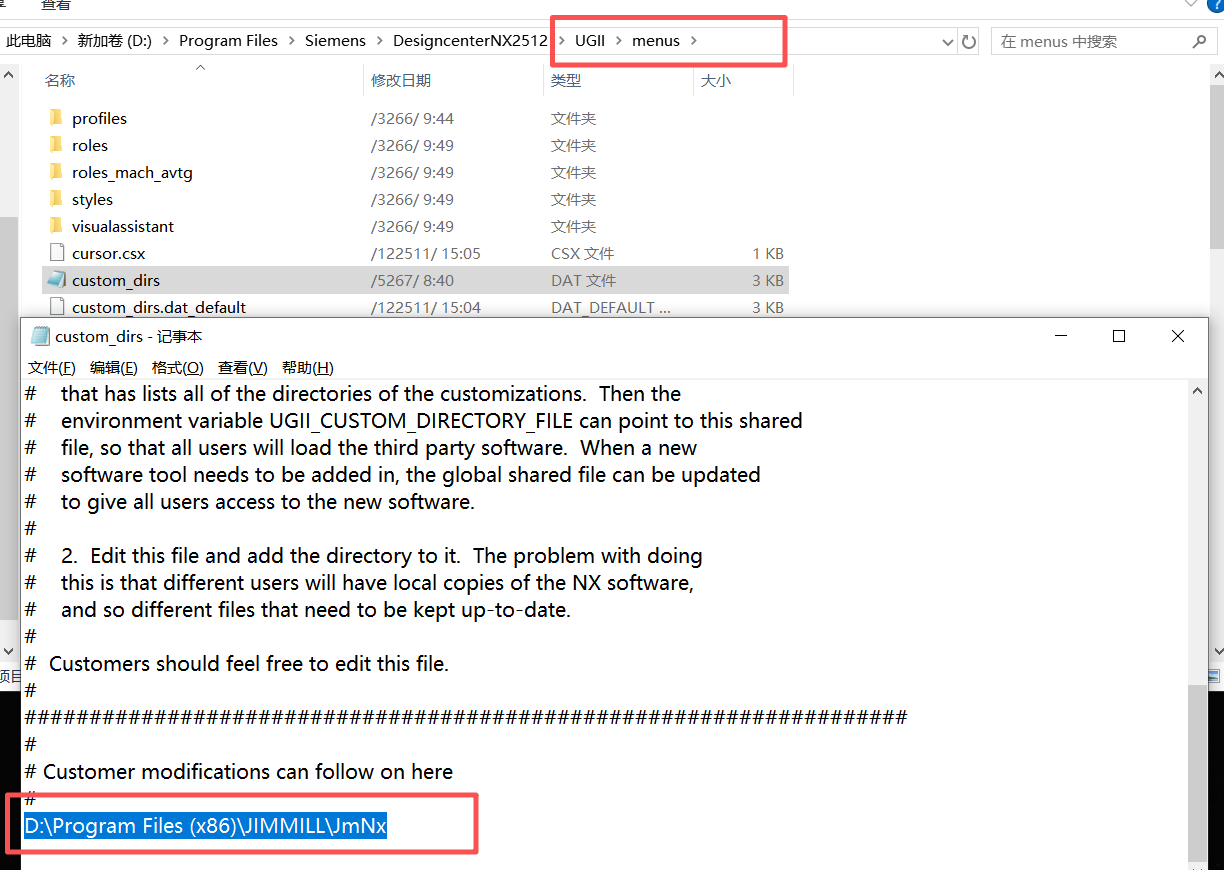
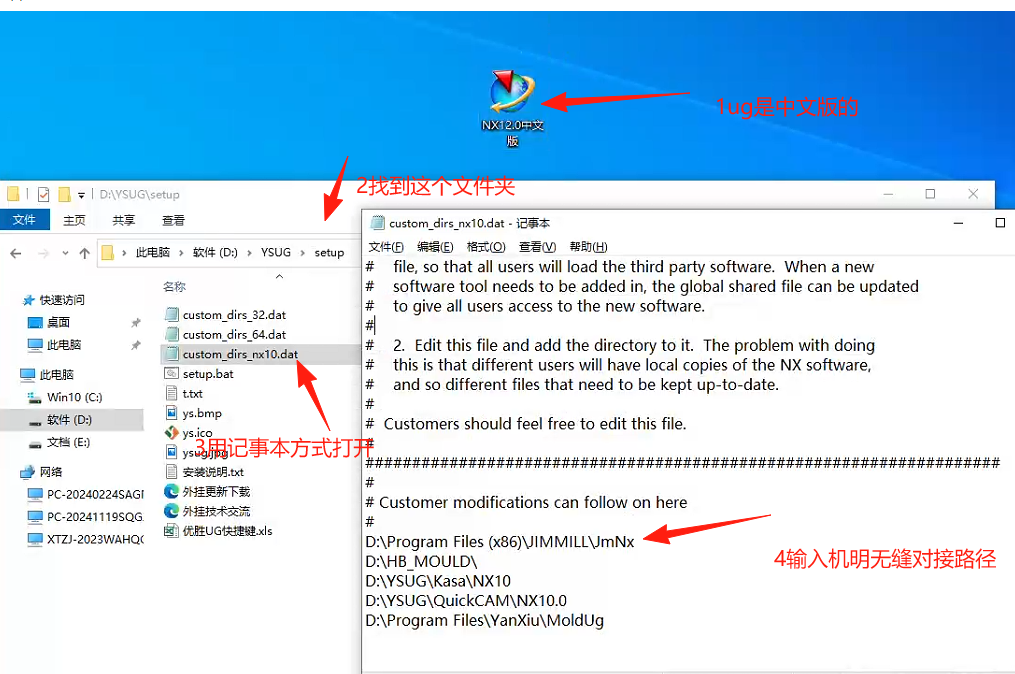
中文版UG缺少较多文件,无法常规运行无缝对接安装,需按方法二手动添加无缝对接文件路径。
提示「命名工具UI与无缝对接版本不一致」。
机明版本太久没更新,后又用更新包更新,但更新包缺少很多文件导致不完整。
备份参数,用完整安装包重新安装即可(安装包具有完整数据参数)。联系售后客服获取与机明版本号对应的安装包,或群里@小助理4下载,也可通过链接下载:https://drive.weixin.qq.com/s?k=AKAAOwcLAAolQebG3n
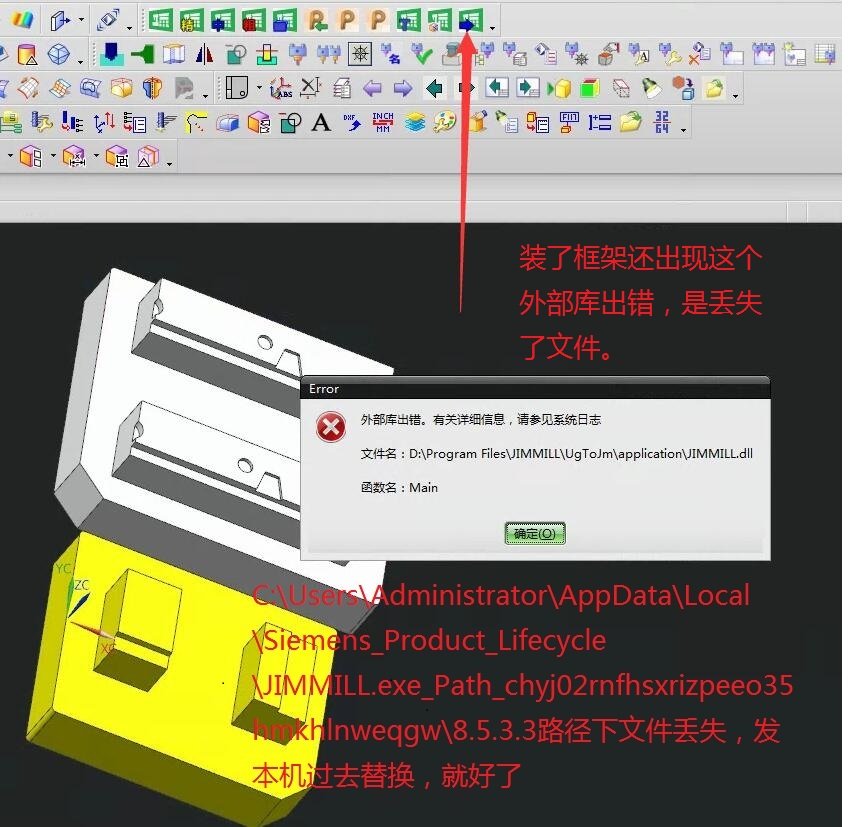
报错现象:外部库出错,函数名:Main
UG8.0及以下版本:需安装旧版无缝对接。
正版UG(所有版本):需安装正版无缝对接。
UG8.0以上非正版版本:先安装NET_Framework_v4.8框架;若装框架后仍报Main函数错误,说明存在文件丢失,将对应路径的user.config文件替换为正确文件即可(正确文件可在售后群联系售后客服获取)。目标文件存放路径示例为:
C:\Users\Administrator\AppData\Local\Siemens_Product_Lifecycle\JIMMILL.exe_Path_chyj02rnfhsxrizpeeo35hmkhlnweqgw\8.5.3.3
提示「无前台打开的PowerMill窗口」。
1. 安装的PM有问题,或安装了绿色版PM导致识别不到(绿色版即免破解一键安装的PM,缺文件易出问题,建议安装官方正版PM)。
2. UG与PM未以同一方式打开,如一个以管理员身份打开、一个正常打开。
1. 关闭UG与PM机明,同时以管理员身份打开、或同时双击打开UG与PM即可解决。
2. 更新至最新版本机明即可解决。联系售后客服获取与机明版本号对应或接近的版本,或群里@小助理4下载,也可通过链接下载:https://drive.weixin.qq.com/s?k=AKAAOwcLAAolQebG3n
提示「未将对象引用设置到对象的实例」。
同时安装了旧版和新版无缝对接,两个程序冲突导致报错。
建议直接使用新版无缝对接(功能更完善)。记事本打开 UG路径\UGII\menus\custom_dirs.dat 文件编辑,卸载/删除其中一个无缝对接路径,只保留一种即可:UgToJm是旧版、JMNX是新版,保留JMNX。如找不到路径,右键UG图标「打开文件所在位置」即可定位。
提示「未找到路径的一部分」。
机明无缝对接缺少文件,或安装不完整导致。
备份参数,卸载机明,重装新版机明即可。
提示「检测到有可能的冲突」。
当前安装的UG无缝对接可能存在兼容性问题,触发冲突检测。
联系售后客服获取与机明版本号对应或接近的更新包,或群里@小助理4下载,也可通过链接下载:https://drive.weixin.qq.com/s?k=AKAAOwcLAAolQebG3n。将更新包内所有文件复制替换到机明安装目录内,重新运行UG无缝对接安装即可。
在UG中点击机明无缝对接功能时弹出报警「没有注册该按钮上的操作」。
需先确定是否为正版UG:是正版则替换正版UG可用的文件,非正版则需更新无缝对接。
进入机明安装目录【JIMMILL\JmNx\startup】,进入与UG版本对应的文件夹,按里面说明替换文件即可。

联系售后客服获取与机明版本号对应或接近的更新包,或群里@小助理4下载,也可通过链接下载:https://drive.weixin.qq.com/s?k=AKAAOwcLAAolQebG3n。将更新包内所有文件复制替换到机明安装目录内,重新运行UG无缝对接安装即可。
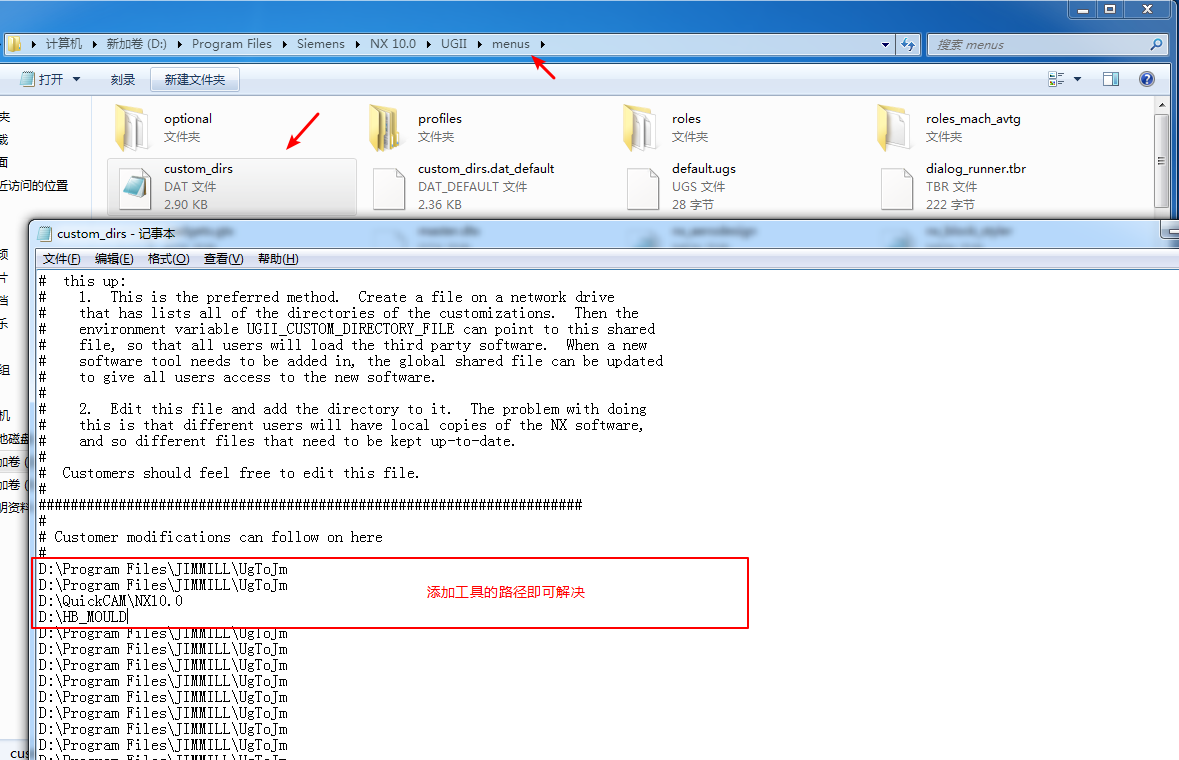
胡波外挂与无缝对接冲突,或无缝对接不在UG里显示。
找到UG菜单目录(如 D:\Program Files\Siemens\NX 10.0\UGII\menus,按实际安装位置),添加工具的路径即可解决。
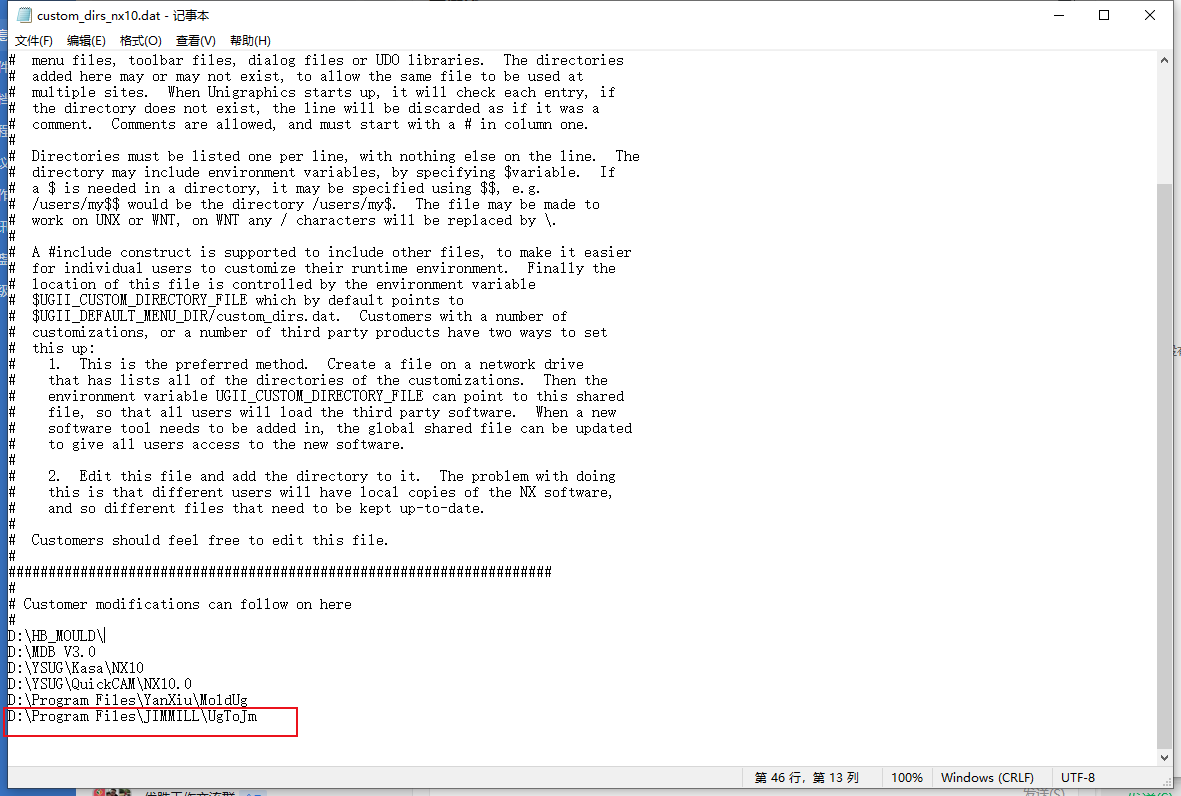
中文版UG/NX需手动添加机明无缝对接路径,实现UG与机明导图对接。
用记事本打开UG的 custom_dirs_nx10.dat 配置文件,在客户自定义区(Customer modifications can follow on here)末尾新增一行机明对接目录:D:\Program Files\JIMMILL\UgToJm(路径按实际安装位置填写),保存即可。每行只写一个目录,行首不要有空格。
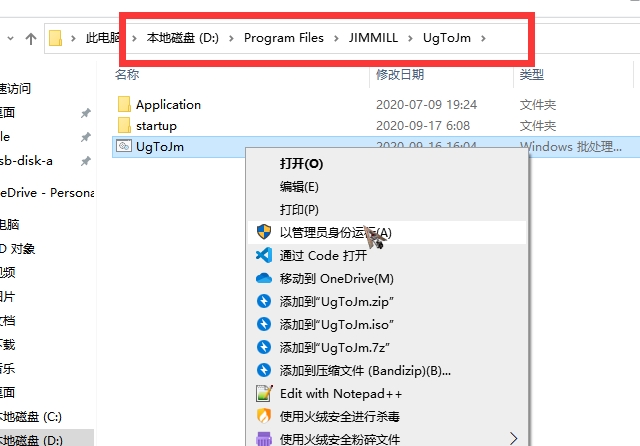
安装机明与UG/NX的无缝对接(导图)功能时,需运行对接安装脚本进行注册。
进入机明无缝对接目录(如 D:\Program Files\JIMMILL\UgToJm\,内含 Application、startup 文件夹及 UgToJm 批处理文件),右键「UgToJm」批处理文件,选择「以管理员身份运行」完成对接安装。
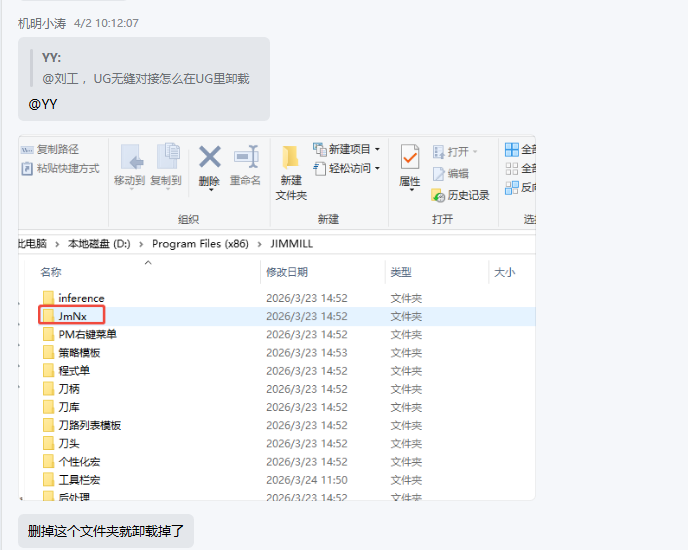
想卸载机明UG无缝对接(导图)插件,不知道在UG里从哪里卸载。
进入机明安装目录(如 D:\Program Files (x86)\JIMMILL),删除其中的 JmNx 文件夹即可卸载UG无缝对接插件。
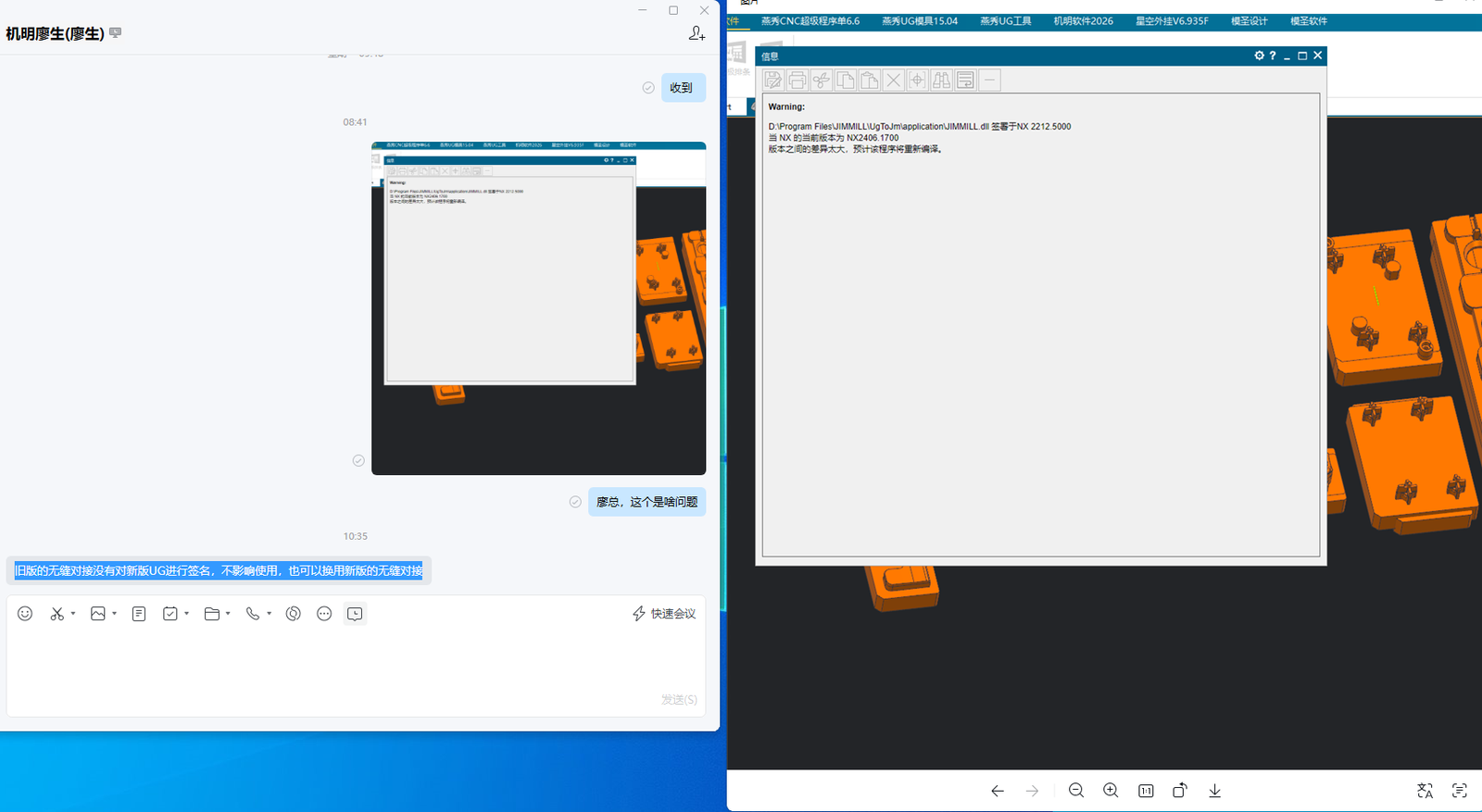
打开后 NX 弹出 Warning:JIMMILL.dll 签署于 NX 2212.5000,而当前 NX 版本为 NX2406.1700,版本差异太大,预计程序将重新编译。
这是旧版无缝对接没有针对新版UG进行签名导致的提示,不影响正常使用,可以忽略;如想去掉该提示,也可以换用新版的无缝对接。
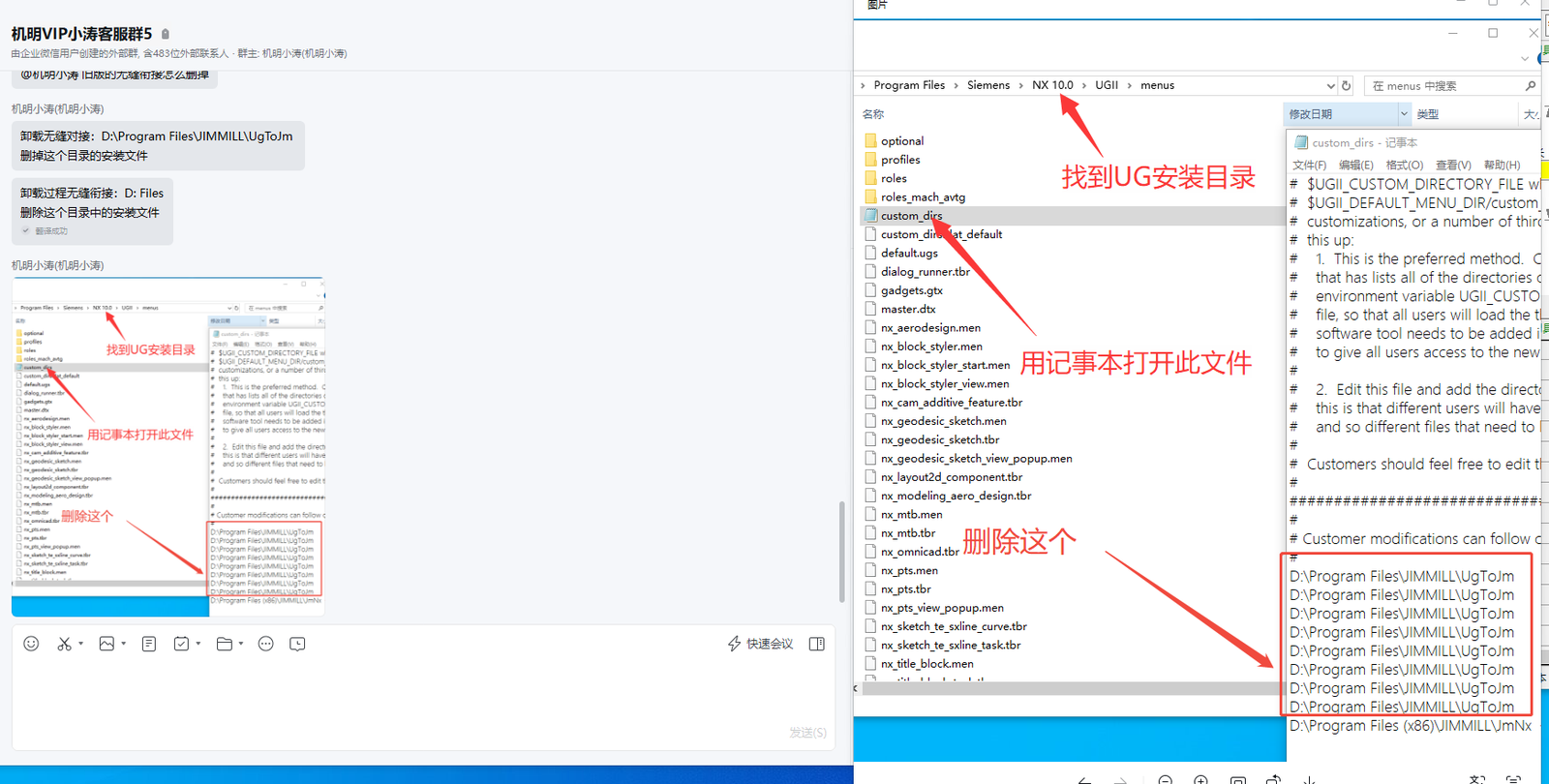
想删除/卸载旧版的无缝对接。
1. 删除机明无缝对接的安装文件:进入安装目录 D:\Program Files\JIMMILL\UgToJm(及相关目录),删除该目录中的安装文件。
2. 清理UG的引用路径:打开UG安装目录 Program Files\Siemens\NX 10.0\UGII\menus,用记事本打开 custom_dirs 文件,删除文件末尾指向 JIMMILL\UgToJm 等机明路径的那几行,保存即可。
已经安装了对应 .NET Framework,UG加载机明插件时仍弹出 Error,提示「外部库出错」,文件名为 JIMMILL.dll、函数名为 Main。
该报错是因为机明配置文件 user.config 丢失。文件路径为:C:\Users\Administrator\AppData\Local\Siemens_Product_Lifecycle\JIMMILL.exe_Path_xxxx\版本号\ 目录下的 user.config 文件。从一台运行正常的电脑拷贝该 user.config 文件过去替换即可解决。
核对 UG 无缝对接的安装/对接路径时,请把当前安装目录截图发给客服,由客服核对路径是否正确、文件是否齐全后再指导后续操作。
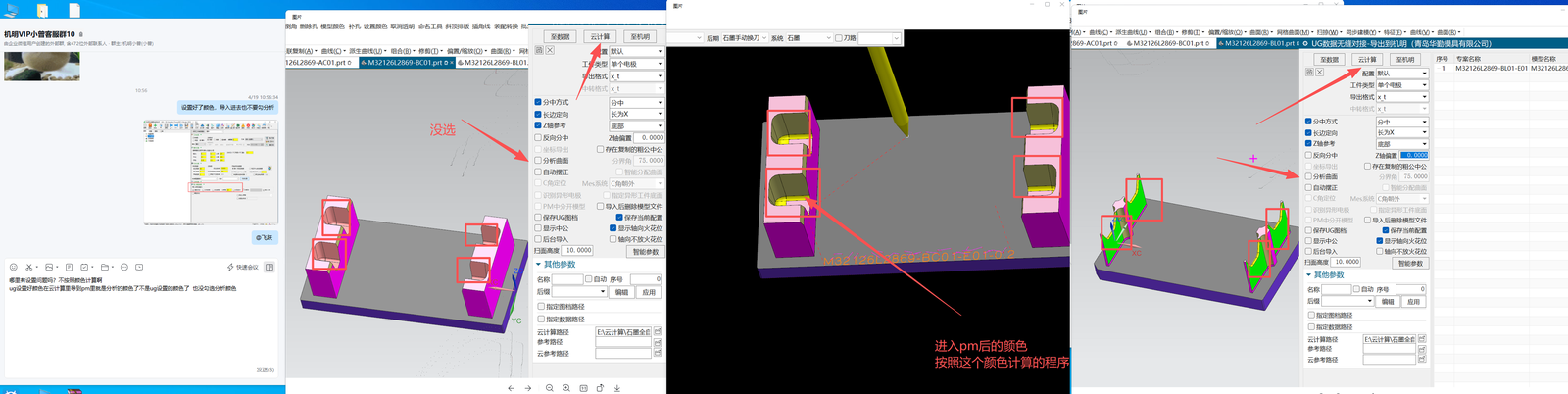
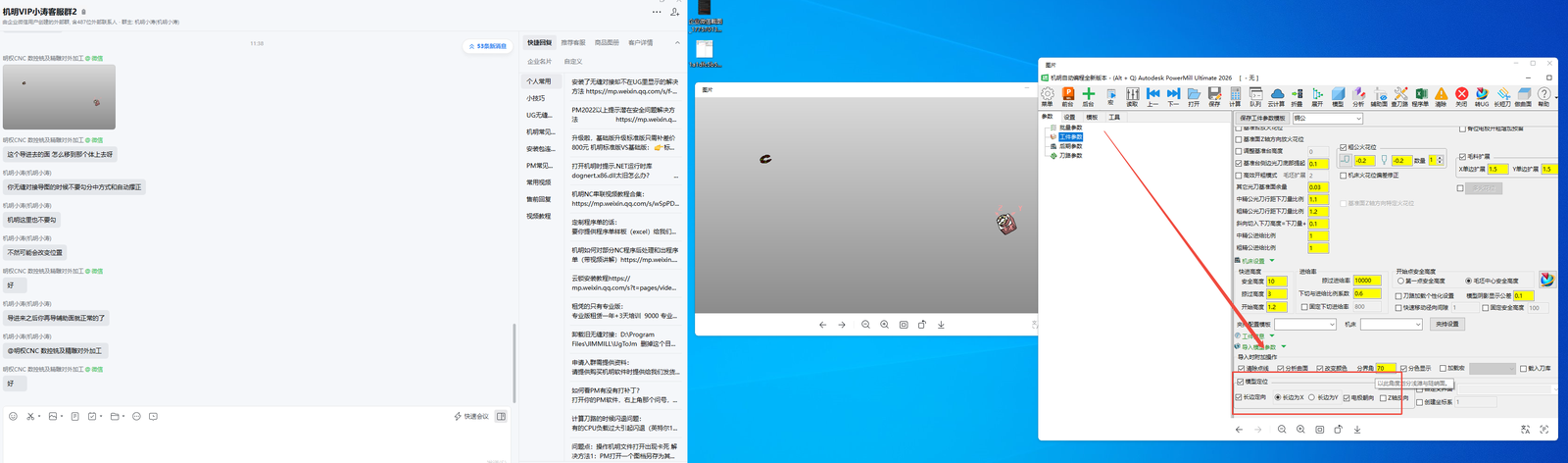
在 UG 里设好面颜色,导入 PM 后却变成分析颜色,而非 UG 设定颜色。
①先在 UG 里把面颜色设置好;②机明无缝对接导图时不要勾选「分析曲面(分析)」选项。勾选分析会用分析颜色覆盖原颜色,取消勾选后即按 UG 设定颜色计算。
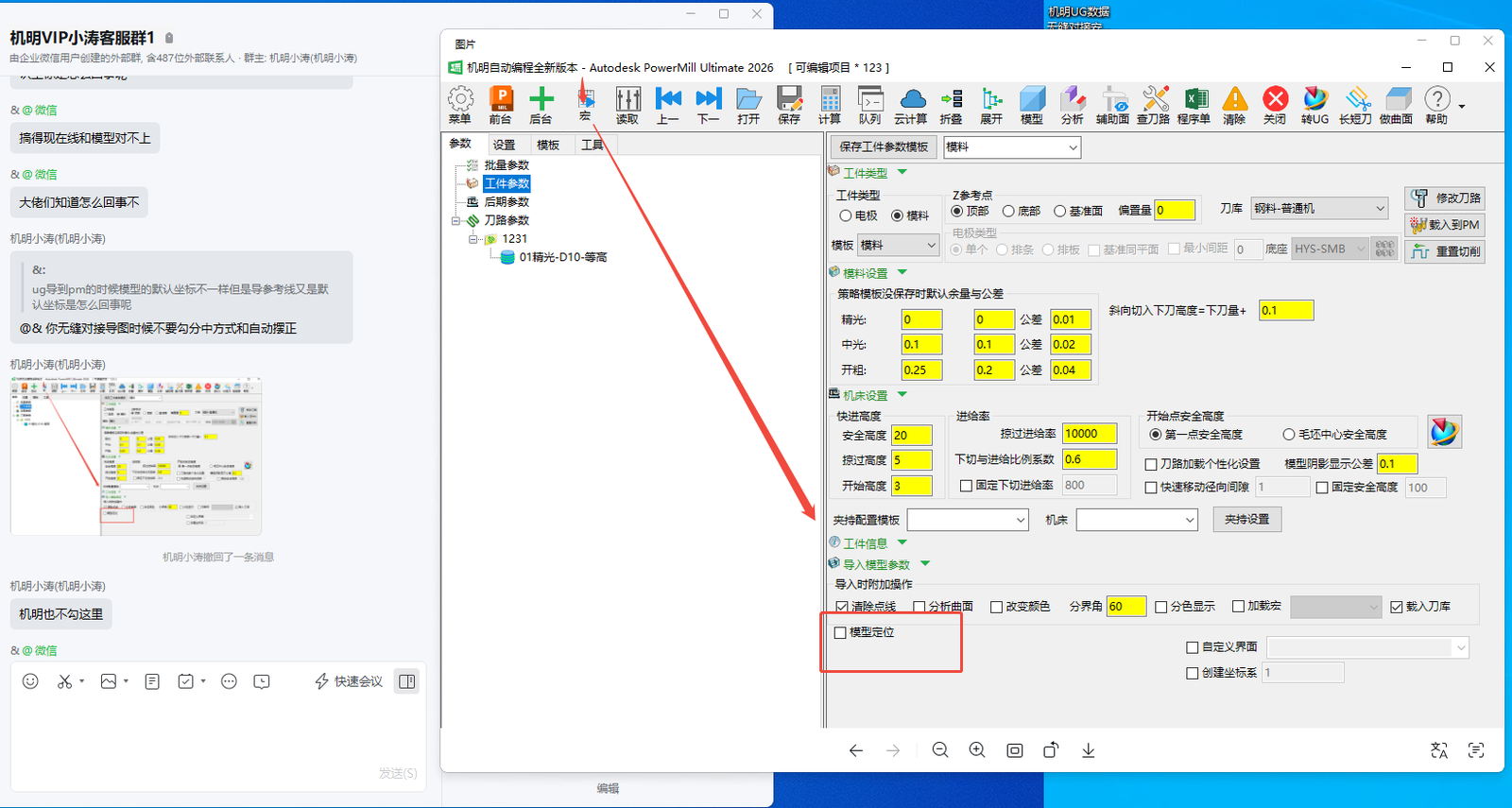
UG 导到 PM 时模型的默认坐标和导入的参考线坐标对不上(线和模型对不上)。
①无缝对接导图时不要勾选「分中方式」和「自动摆正」;②机明导入界面「导入时附加操作」里也不要勾「模型定位」。取消这些勾选后,模型与参考线坐标即可保持一致。
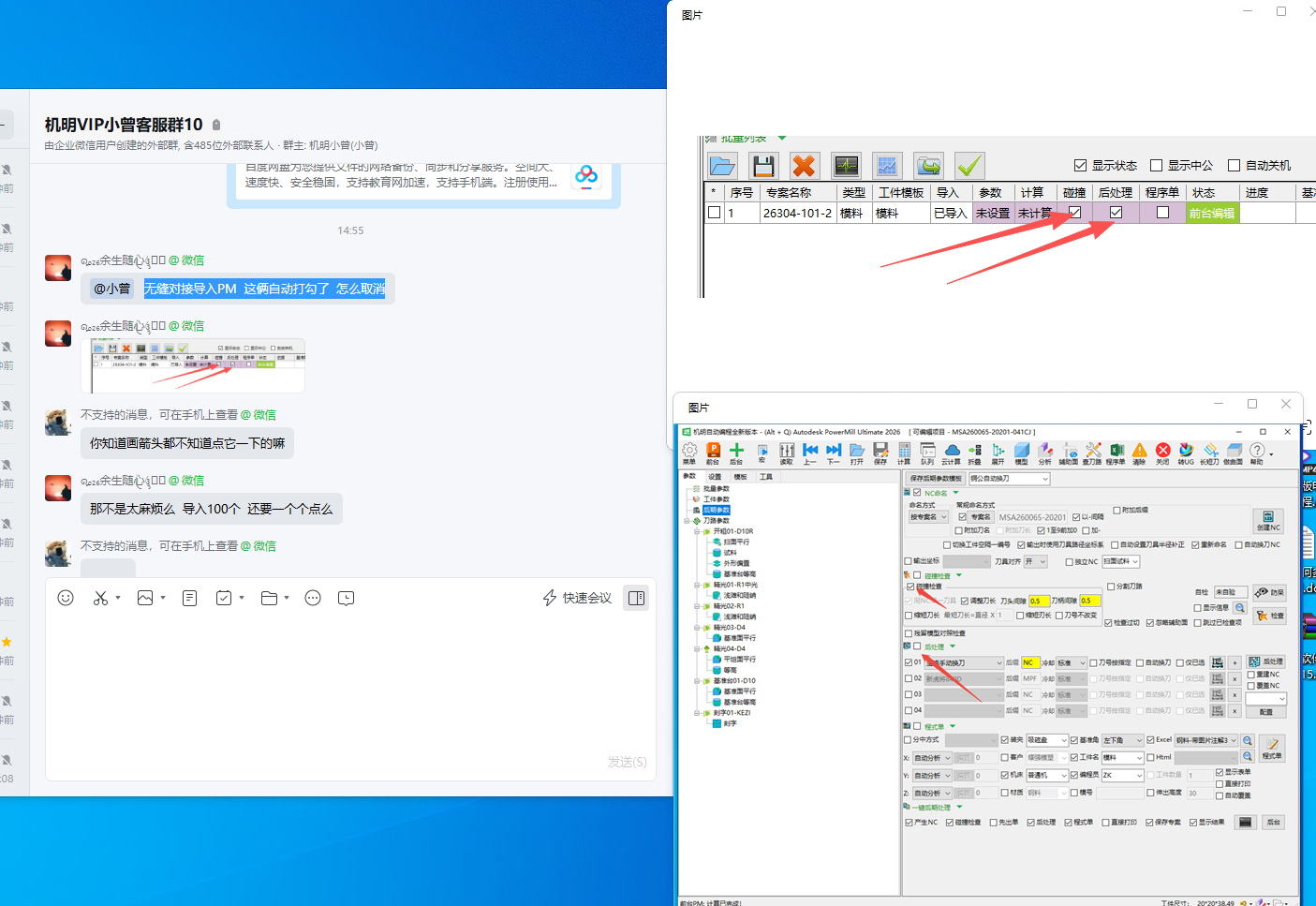
无缝对接导入 PM 后,批量列表里的「碰撞」和「后处理」两项被自动勾选,想取消。
在批量列表中直接点击对应「碰撞」「后处理」列的勾选框即可取消勾选。
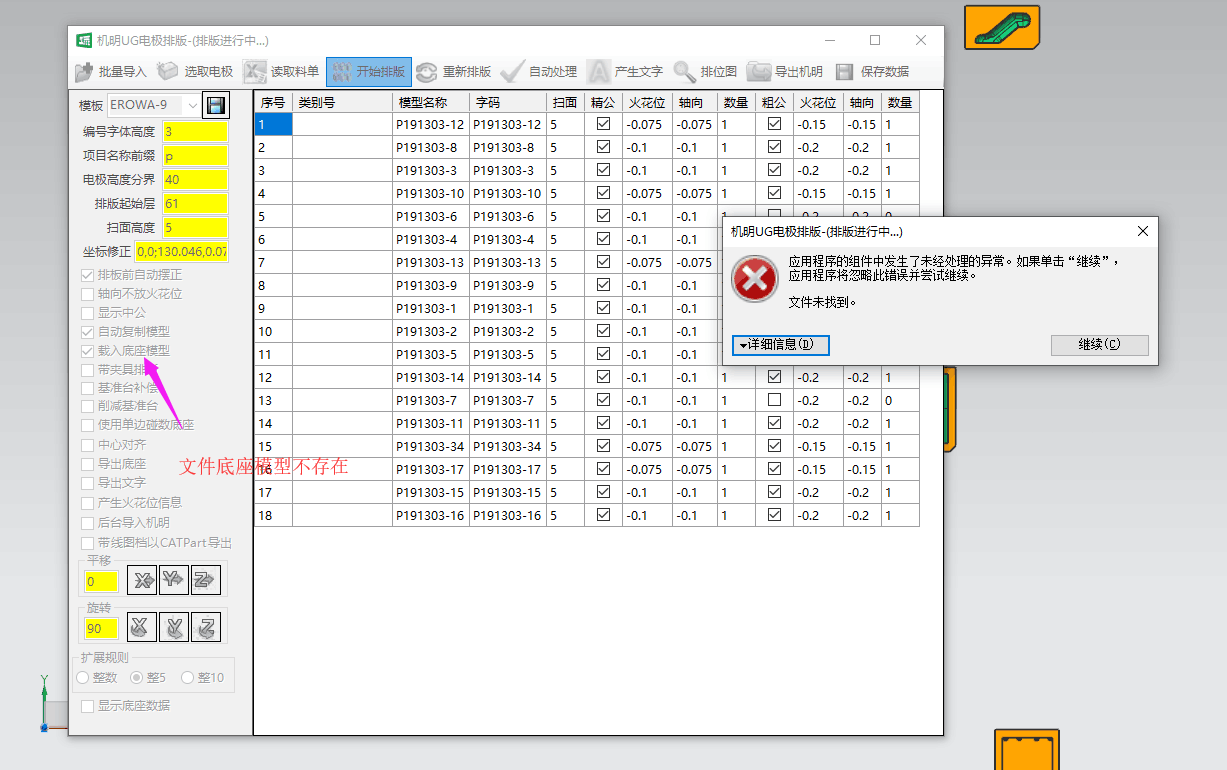
电极排版(专业版功能)提示「文件未找到」,因底座模型文件不存在。
1. 暂时不需要底座:开始排版时不勾选「载入底座模型」,直接排版即可。
2. 需要底座:把底座模型设置好、或找到文件放回原位置,再开始排版。
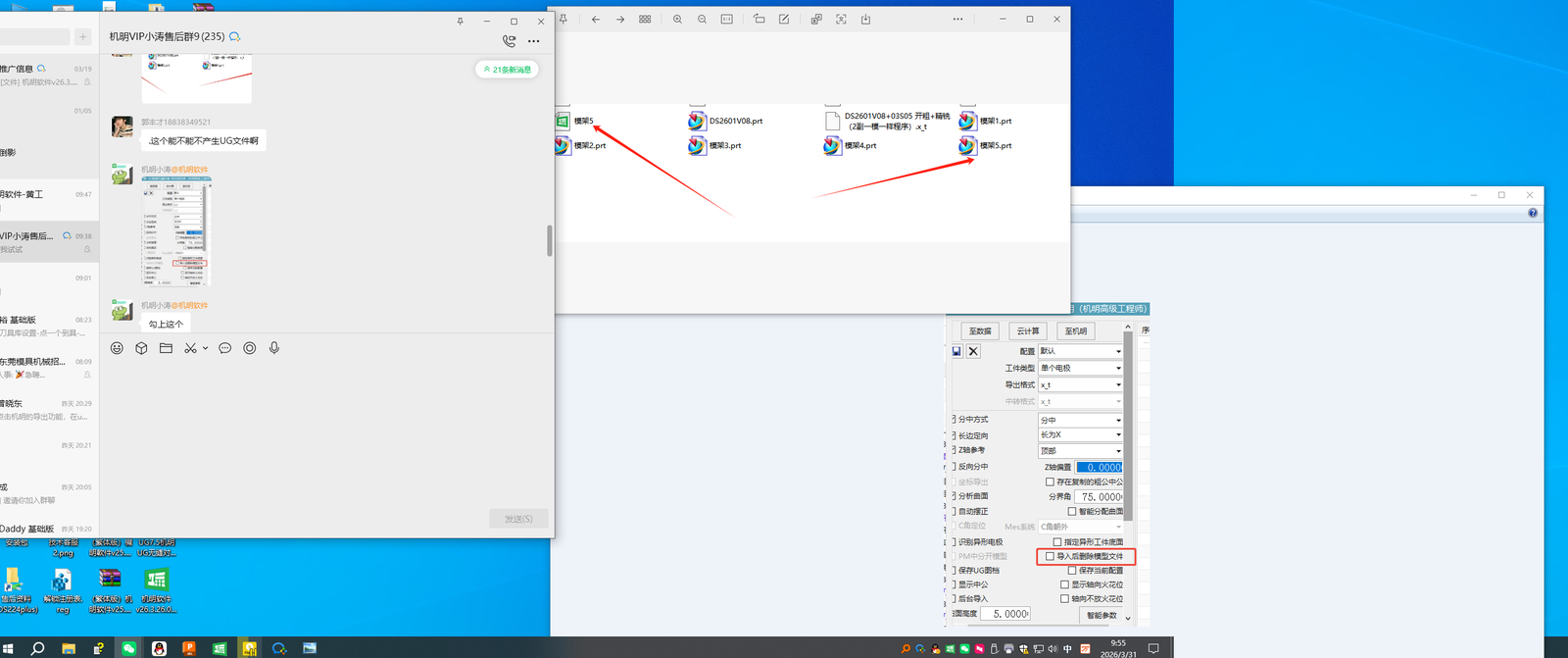
希望机明导图后不在本地保留 UG 模型文件。
在机明导图(无缝对接导出)设置面板中勾选「导入后删除模型文件」,导入完成后软件会自动删除生成的模型文件,即可不保留。
无缝对接导图后,导进来的面跑到别的体上、位置发生改变。
①无缝对接导图时不要勾选「分中方式」和「自动摆正」,机明这一侧同样不要勾选,否则会改变位置;②导入完成后再单独导入辅助面,位置即正常。
导图时电极能识别到精公、粗公的火花位,但识别不到粗公数量。
通常是存在重复复制的精公/粗公电极导致的。在电极清单中把重复的精公、粗公取消勾选,再重新识别,粗公数量即可正确识别。
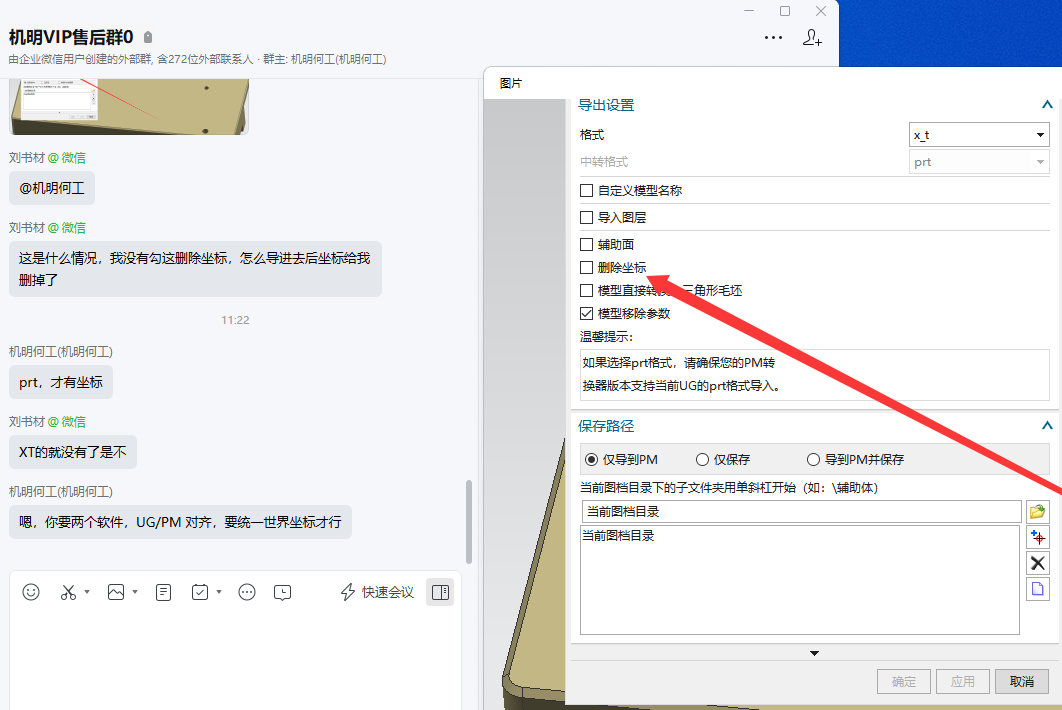
UG导到机明时没有勾选「删除坐标」,但导入后模型坐标还是被删掉了。
只有prt格式才能带坐标,XT(x_t)格式本身不带坐标,所以用XT导入后坐标会丢失。如需保留坐标,导出/中转格式请选prt(并确保PM转换器版本支持当前UG的prt)。另外要让UG与PM对齐,统一到世界坐标。
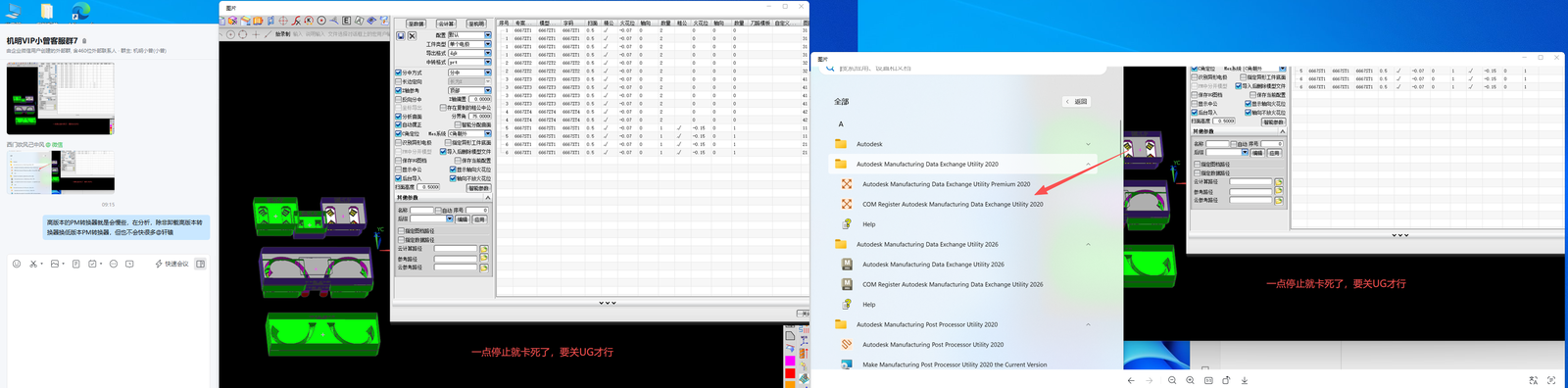
UG转机明导图过程非常慢,一点停止就卡死,要关掉UG才能恢复。
卡顿主要是低版本的 PowerMill 数据交换转换器(Data Exchange Utility)在分析时较慢导致。可在开始菜单运行对应版本的「COM Register Autodesk Manufacturing Data Exchange Utility」重新注册/切换转换器版本,使其与所用PM版本匹配;但即使更换,速度也不会快很多。
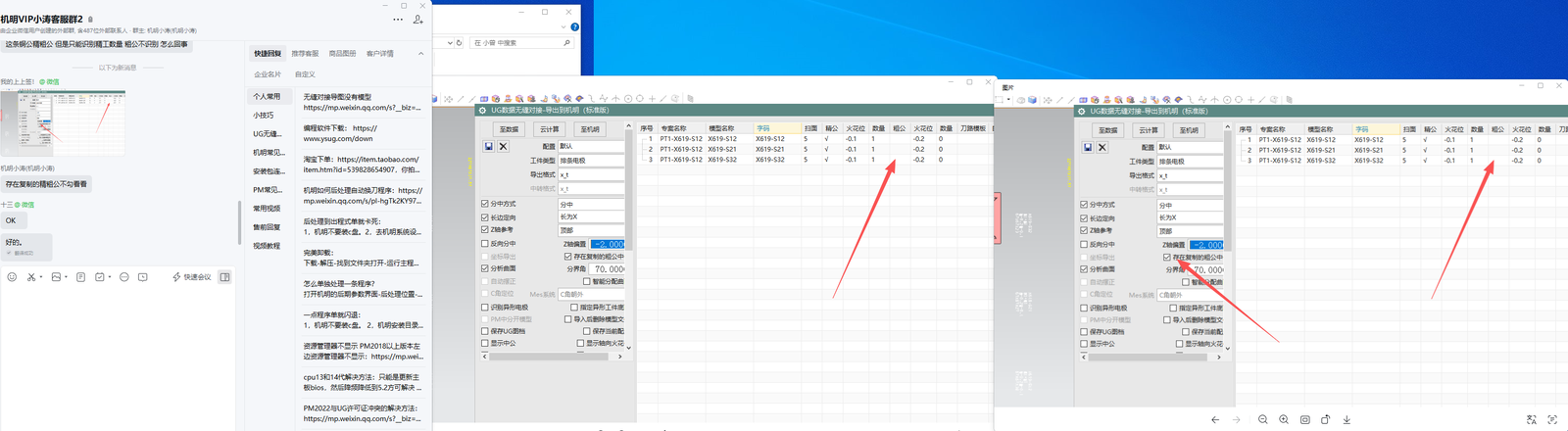
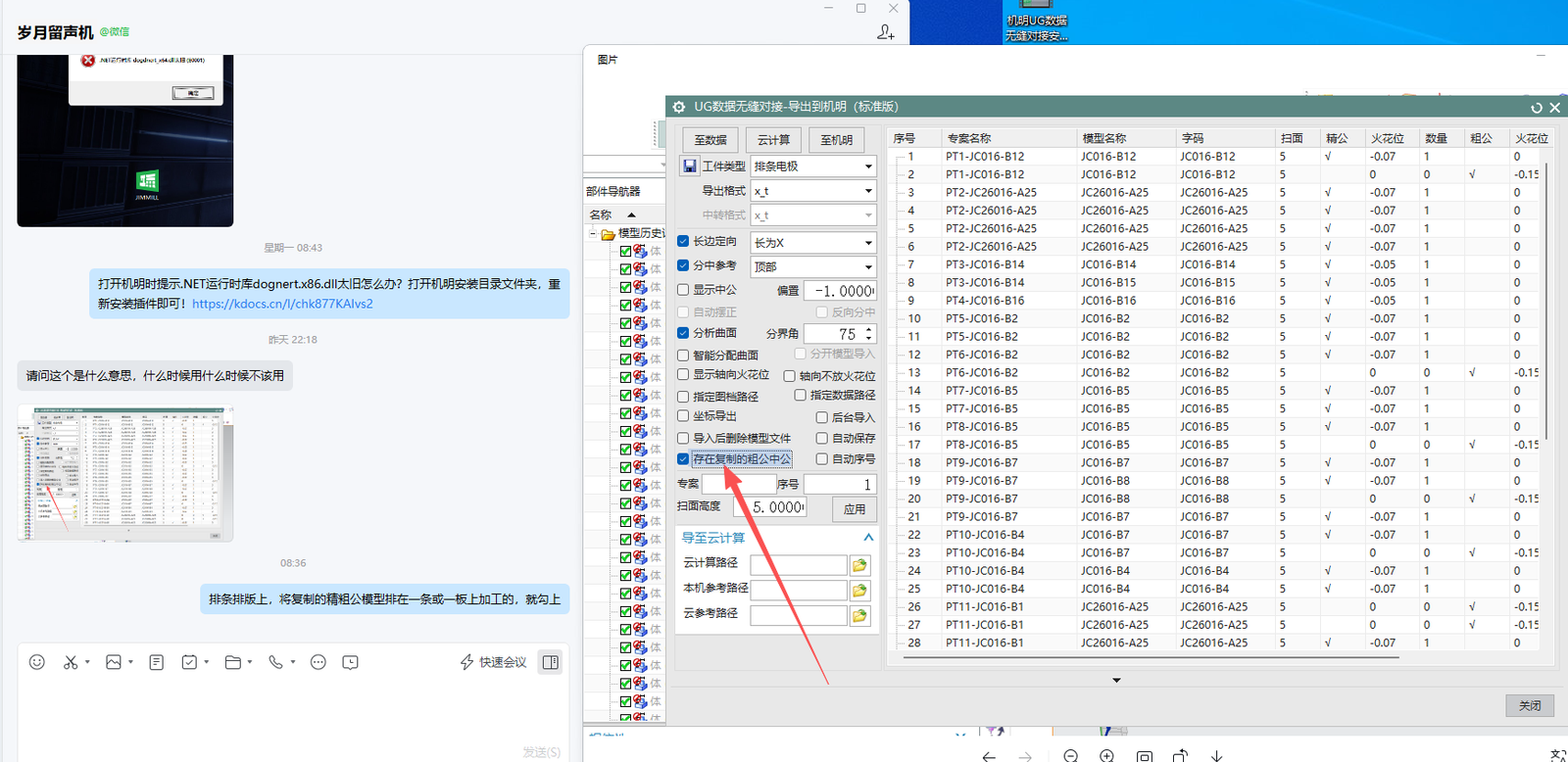
不清楚 UG 无缝对接导出界面中「存在复制的粗公中公」选项是什么意思、什么时候该勾选。
用于排条/排版:当把复制出来的精公、粗公等模型排在同一条或同一板上一起加工时,勾选该项;不属于此情况则不勾。
UG 导出时提示「访问被拒绝」。
图档文件被占用或权限不足。
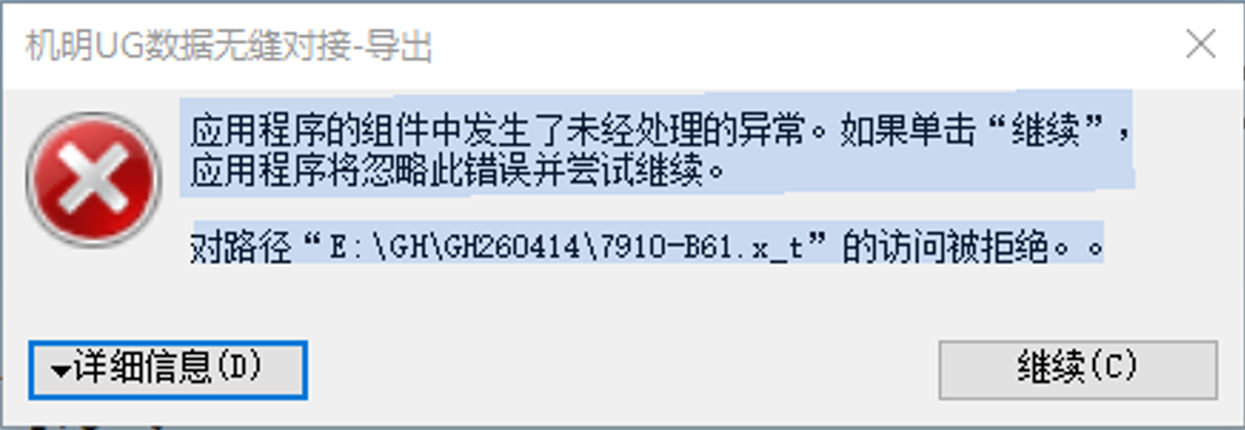
①关闭软件后,以管理员身份重新打开 UG;②或把图档另存/拷贝到其它路径(本地非系统盘目录)再导出。
导出提示「模型文件导出错误,请尝试用其他格式导出」。
该格式不支持带国际通用字符(中文/特殊符号)的文件名。
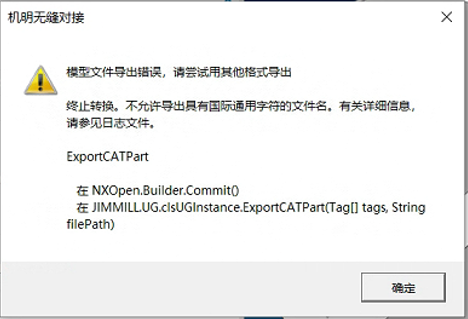
①换一种导图格式重新导出;②或将模型名称改为纯英文、去掉中文和特殊符号,图档所在路径也不要含中文和特殊符号。
安装转档模块后图档仍无法导入机明。
①确认已安装转档模块(Exchange-64位)转换器;②在开始菜单运行「COM Register Manufacturing Data Exchange Utility 2017」进行注册激活,然后重新导图。
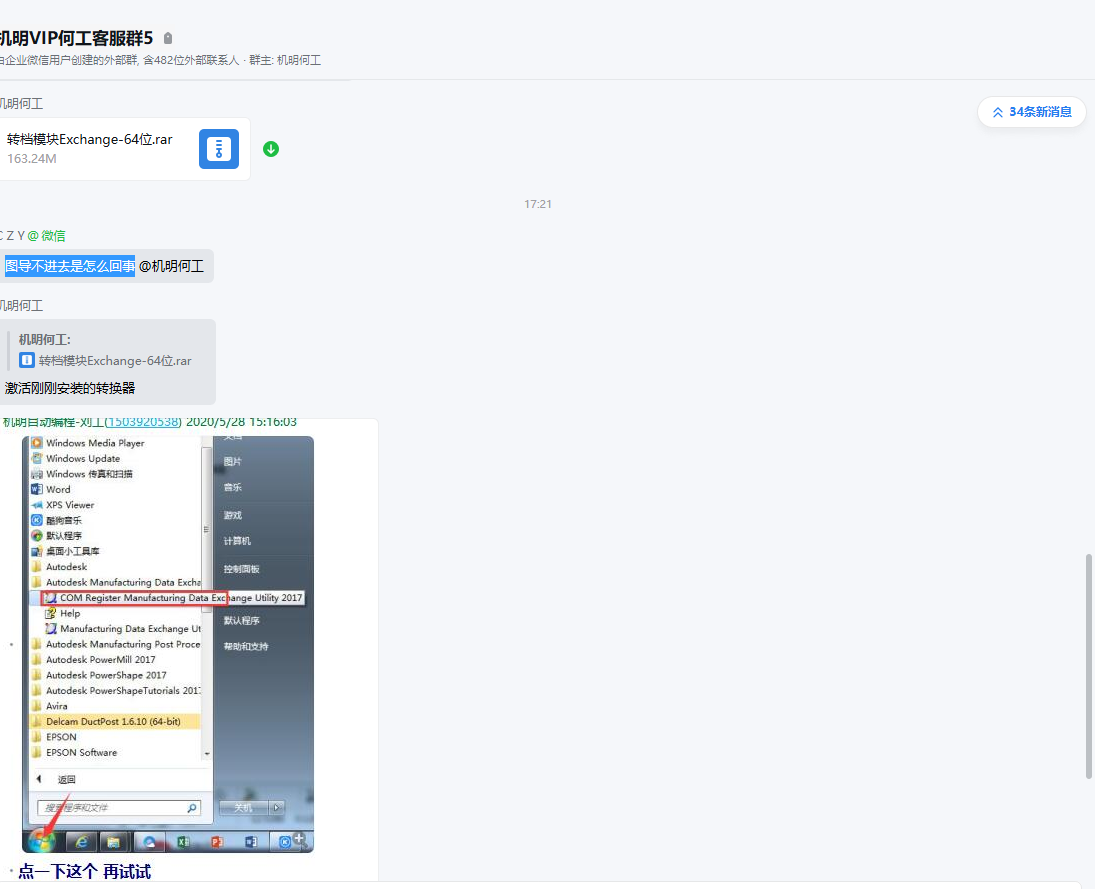
导出文件后看不到三角形实体模型(无缝对接导图没有模型)。
①在开始菜单运行一次「COM Register Manufacturing Data Exchange Utility 2017」重新注册转换器,再试一次;②若仍不行,则重装转档/转换模块(Exchange 64位转换器)后再导出。
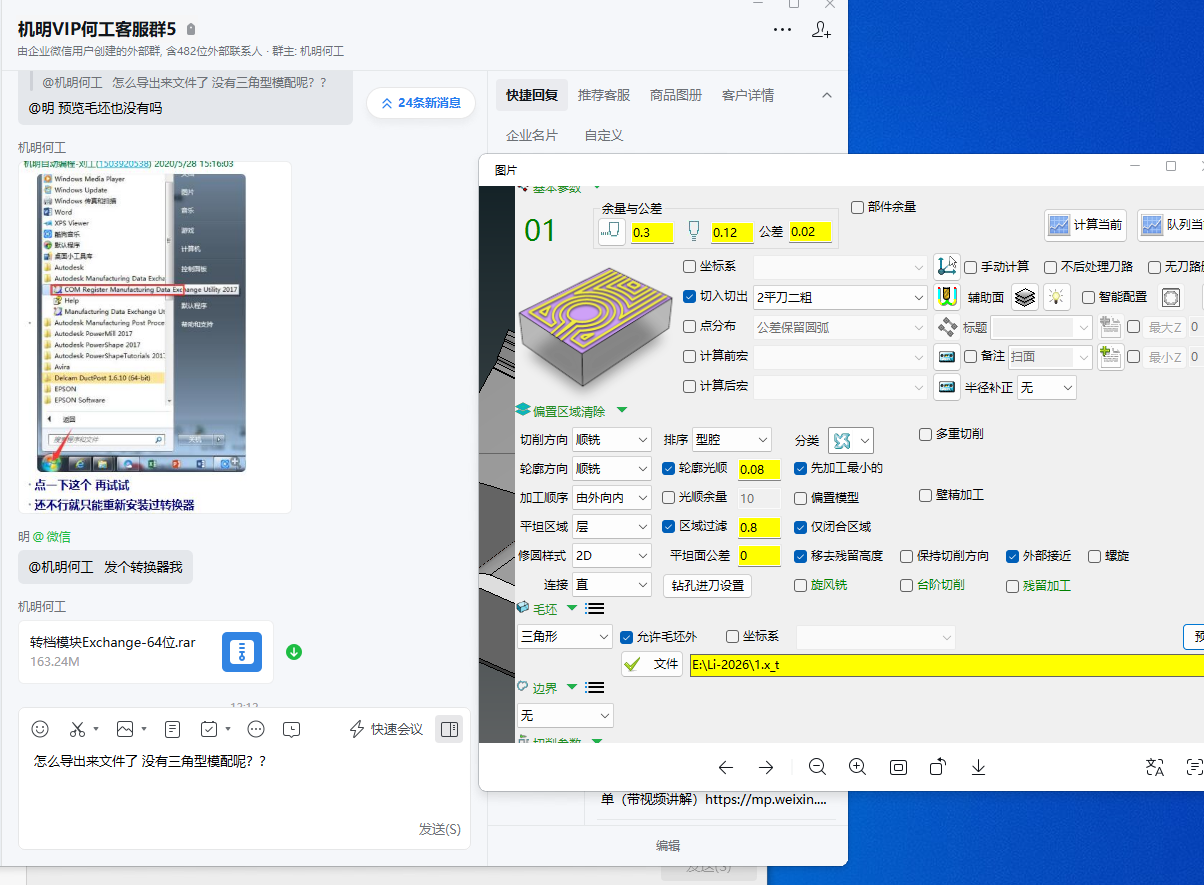
UG机明无缝对接导图到PowerMill后看不到加工模型,按概率从高到低排查:
1. 未安装转档模块(转换器):无缝对接需专用转档模块完成UG到PM的格式转换,未安装就会导图后无模型。
2. 转档模块损坏:装后可能因软件升级、系统清理、杀毒误删等造成文件损坏缺失,转换失败。
3. 当前模型或UG有问题:UG原模型破面、参数异常、文件损坏,或UG转换文件损坏,会导致转换失败,需重装UG。
找到对应PM版本的转换器激活入口,先运行「COM注册转换器」按界面提示完成激活。
激活后右键机明UG PM启动图标,选「以管理员身份运行」打开软件,重新导入UG图档。
在UG手动导出x-t格式图档,在PM手动输入看报错。若提示「转换错误 Cannot run translation program 请确认 Autodesk Manufacturing Data Exchange Utility 安装注册无误」,说明PM转换器未装,下载安装即可(PM转档器模块请向机明客服获取,安装2016版)。
导出时提示「找不到方法 / Method not found」。
UG 10.0版本以上安装框架 NET_Framework_v4.6.2 即可(机明群文件有下载,或问管理员要工具下载)。
UG导图机明时弹出 Block Styler 报错:System.NullReferenceException 未将对象引用设置到对象的实例(在 JIMMILL.ExportToJimmill.UgToJm.apply_cb()),导图失败。
原因是无缝对接的 application 文件夹内容与当前所用机明版本不匹配。需保证 application 文件夹(位于 D:\Program Files (x86)\JIMMILL\JmNx\application)内容与当前使用版本的安装包完全一致:例如当前为24.10.8.0版本,application内容就必须取自24.10.8.0安装包,既不能用24.10.7.0的,也不能用24.10.9.0的。替换为对应版本内容后即可解决。

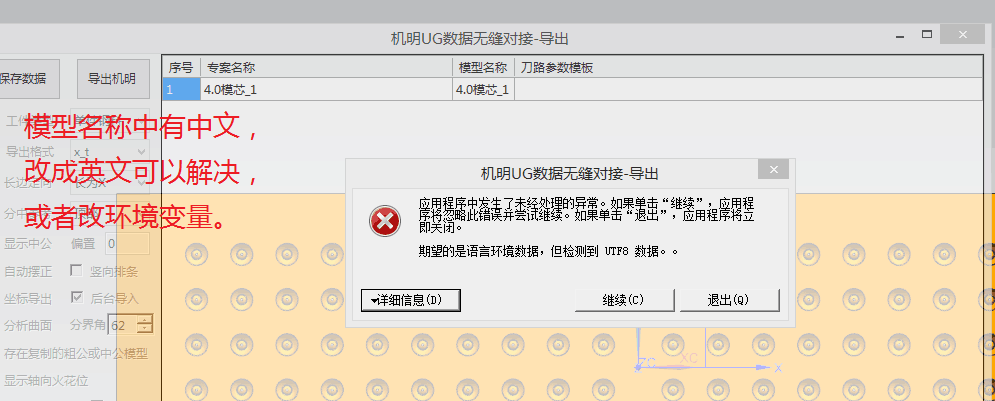
机明UG数据无缝对接导出时报错「期望的是语言环境数据,但检测到 UTF8 数据」。
原因为模型名称中含有中文。两种解决办法:1)把模型名称改成英文即可解决;2)或设置环境变量 UGII_UTF8_MODE=1(新建系统变量,值为1)。
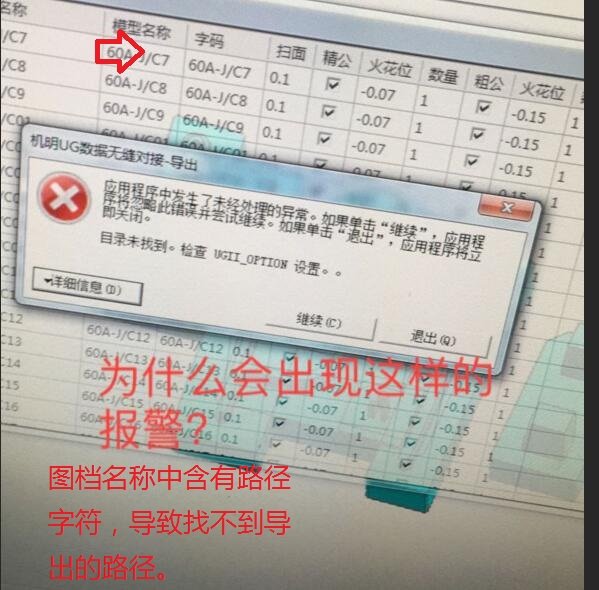
在「机明UG数据无缝对接-导出」时弹出未经处理的异常,提示「目录未找到。检查 UGII_OPTION 设置」,导出失败。
该报错是因为图档名称中含有路径字符(如斜杠等非法字符),导致程序找不到导出路径。将图档名称中的路径字符去掉,改为合法的文件名后重新导出即可。
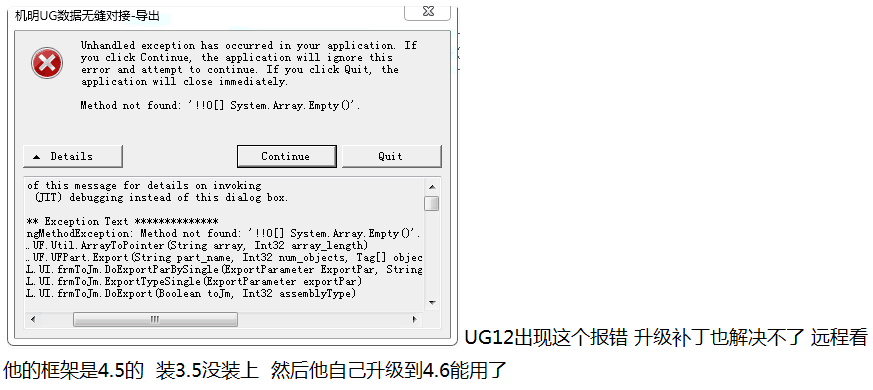
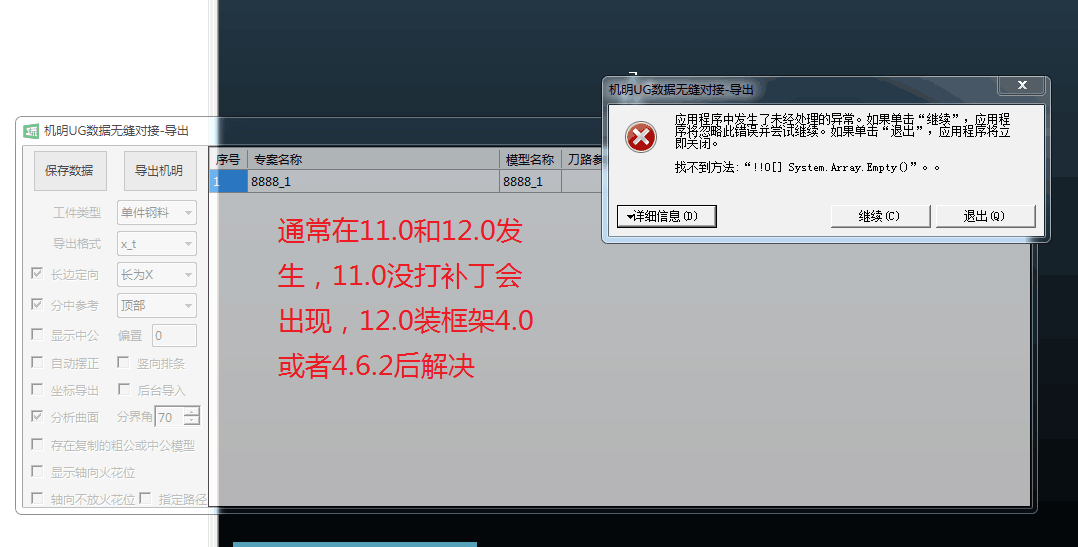
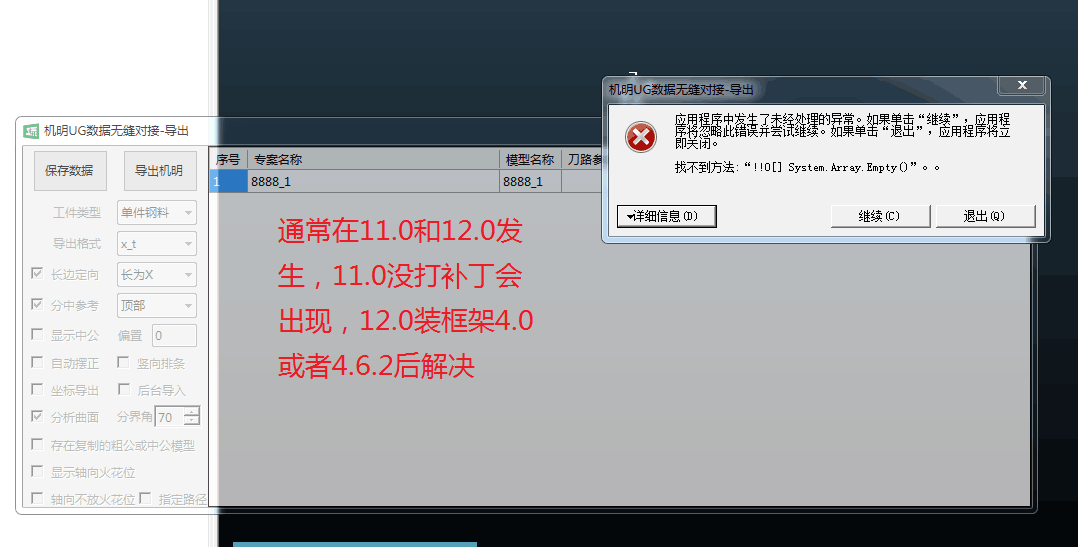
在「机明UG数据无缝对接-导出」时弹出异常,提示「找不到方法:'!!0[] System.Array.Empty()'」(也可能表现为 Method not found: '!!0[] System.Array.Empty()')。
该报错为 .NET Framework 版本过低导致,通常发生在 NX 11.0 和 12.0 版本:
1. NX 11.0 未打补丁会出现,给 NX 打上补丁即可;
2. NX 12.0 安装 .NET Framework 4.0 或 4.6.2 后即可解决。
补充:曾远程排查到机器 .NET 框架为 4.5、且未成功安装 3.5,将 .NET Framework 升级到 4.6 后即可正常导出。
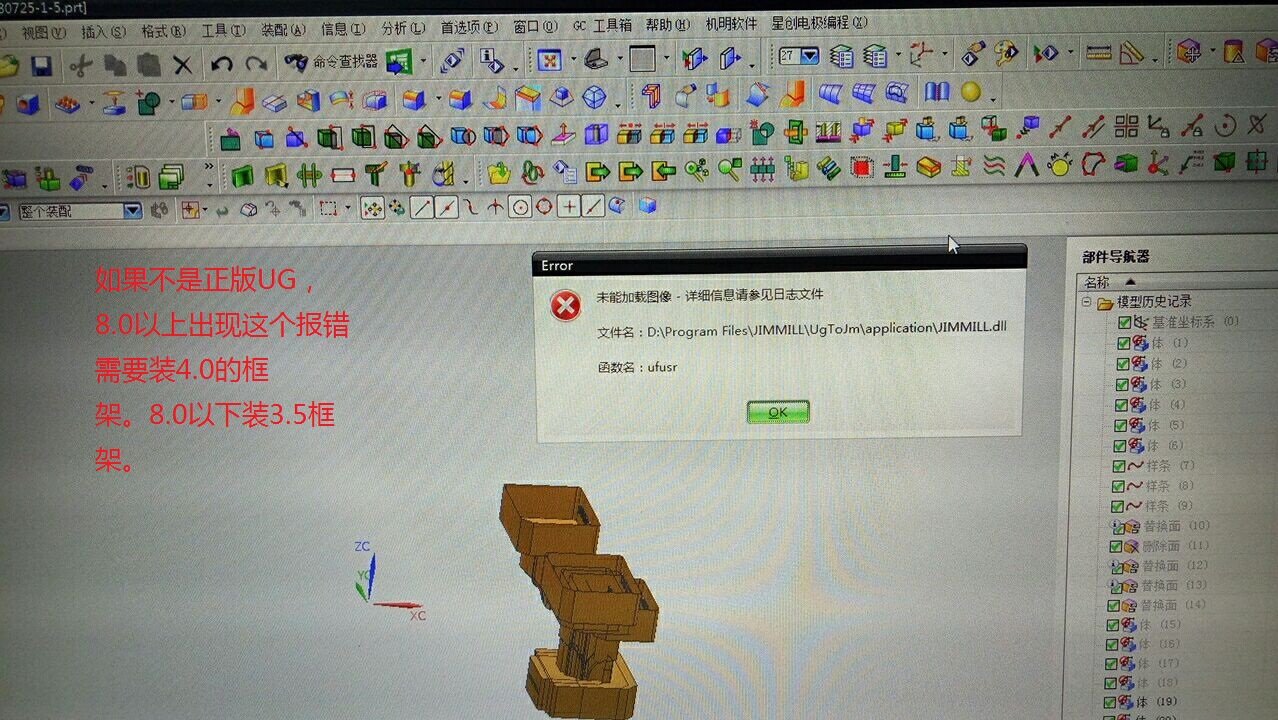
UG/NX 启动加载机明插件时弹出 Error,提示「未能加载图像」,文件名为 JIMMILL.dll、函数名为 ufusr,插件无法加载。
该报错多见于非正版UG环境,需根据UG版本安装对应的 .NET Framework:
1. UG 8.0 以上版本:安装 .NET Framework 4.0;
2. UG 8.0 以下版本:安装 .NET Framework 3.5。
若为正版UG,则需安装正版的机明UG无缝对接工具(机明群文件有下载,或问管理员要工具下载)。
回调自动化代码时遇到未处理的异常,具体为无缝对接文件出问题或文件损坏。
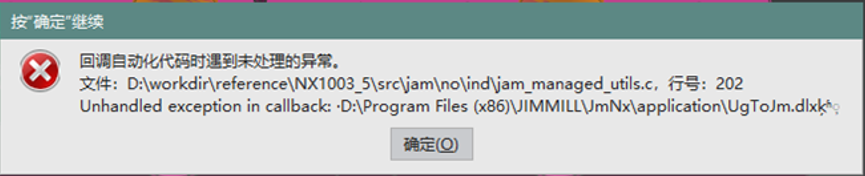
备份参数,重装新版机明即可。
导出时提示「EID不存在」。
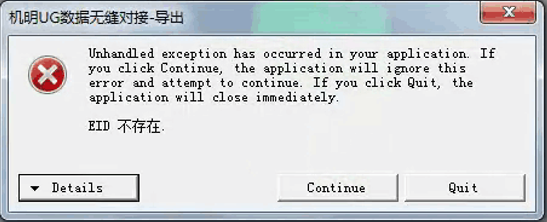
1. 该报错一般是打开了装配图进行导出触发的,取消选中装配图后重新导出即可。
2. 去掉勾选「分析曲面」选项重试,若图档中存在分析错误的面会触发该报错,关闭该选项后即可正常导出。
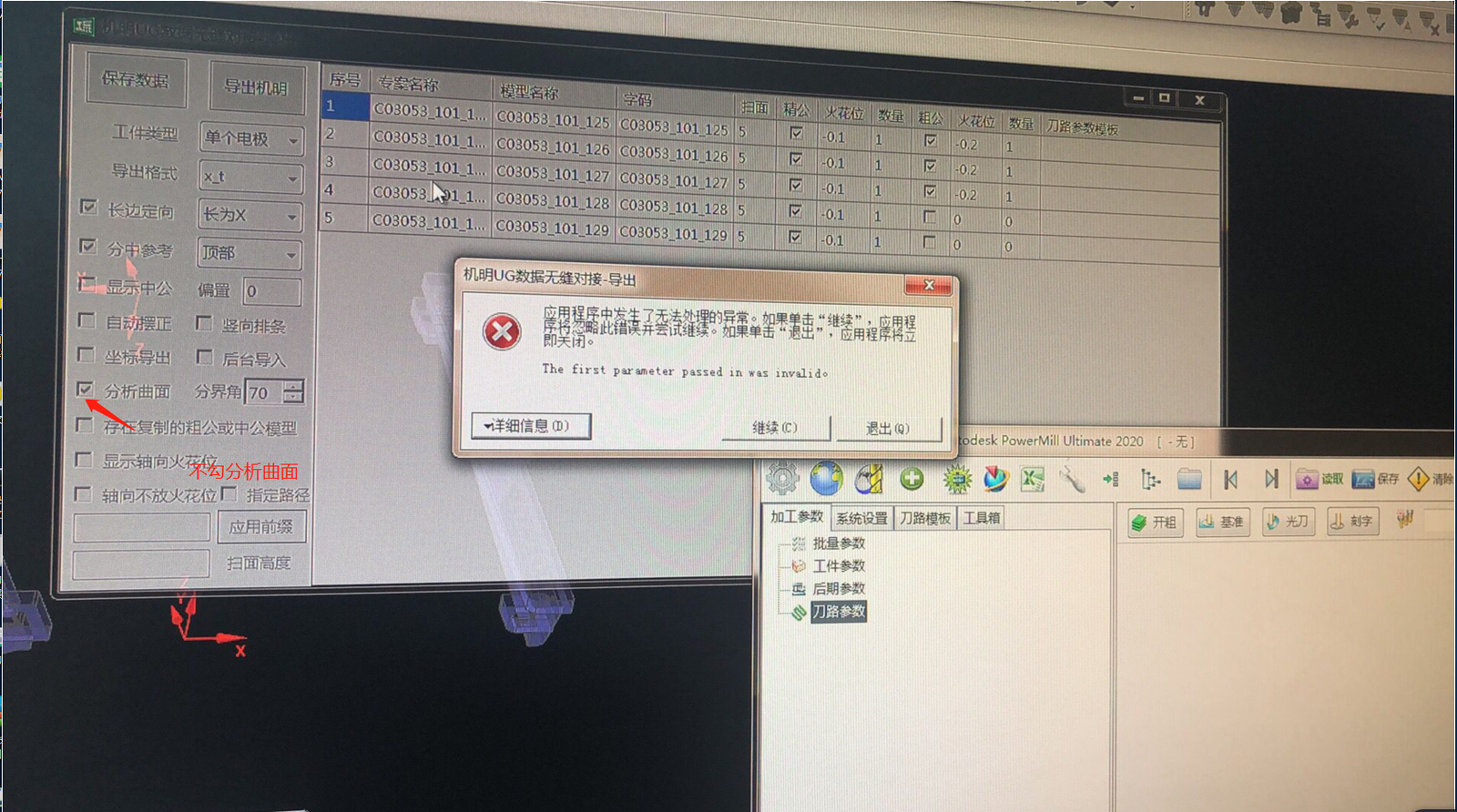
导出时提示「The first parameter passed in was invalid」(传递的第一个参数无效)。
在无缝对接导出界面中,不勾选「分析曲面」选项后再导出即可解决。详细图文教程:https://mp.weixin.qq.com/s/60SbP0XWNcsdpNVnMHXB2A
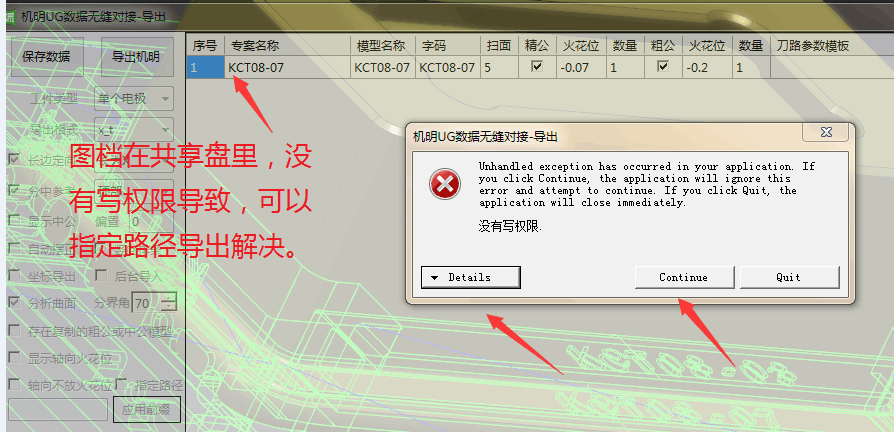
导出时提示「没有写权限」。
图档在共享盘或移动硬盘里、没有写权限导致。将导出路径指定到本地有写权限的文件夹(或先把图档拷贝到本地)再导出即可解决。
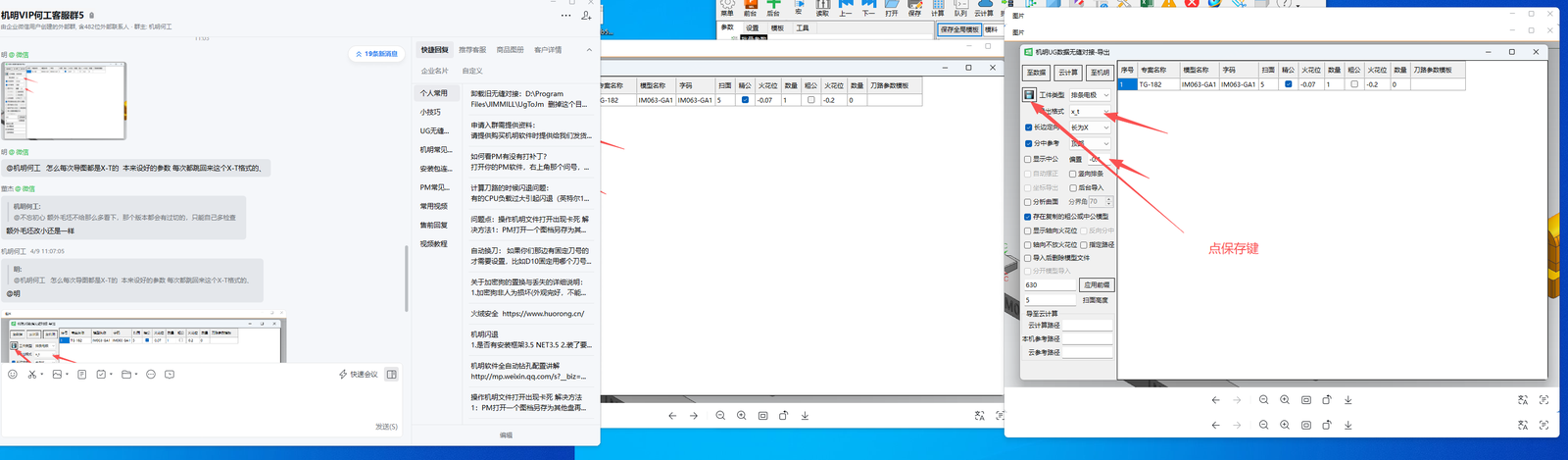
每次导图都默认 X-T 格式,设好的导出格式每次都自动跳回 X-T。
在「机明UG数据无缝对接-导出」对话框中,把「导出格式」下拉由 x_t 改为所需格式后,必须点击对话框上的「保存键」(保存图标)使设置保存,否则下次会恢复为 X-T 格式。
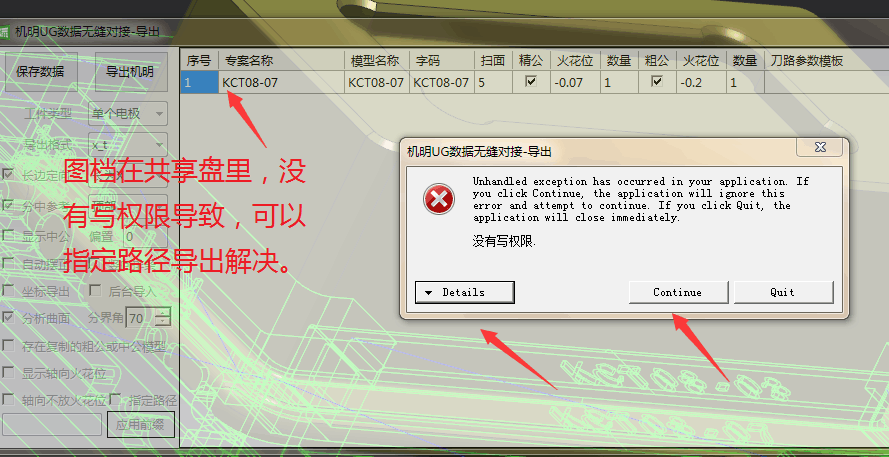
在「机明UG数据无缝对接-导出」时弹出异常,提示「没有写权限」(Unhandled exception,no write permission),无法导出。
该报错是因为图档放在共享盘里、当前账户没有写入权限。在导出界面手动指定一个有写权限的本地路径进行导出即可解决。
每次从 UG 导图时都会弹出「机明UG无缝对接」对话框,想关掉它。
把对话框里对应的类型/参数下拉框选成「无」即可(如截图红箭头所指),这样导图时就不会再弹出该提示。
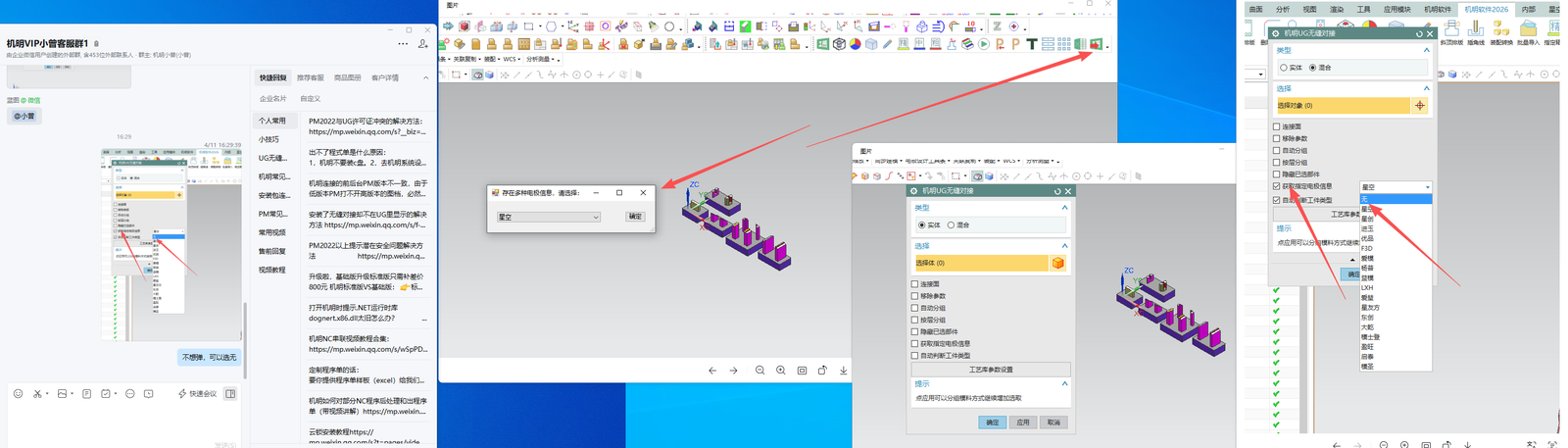
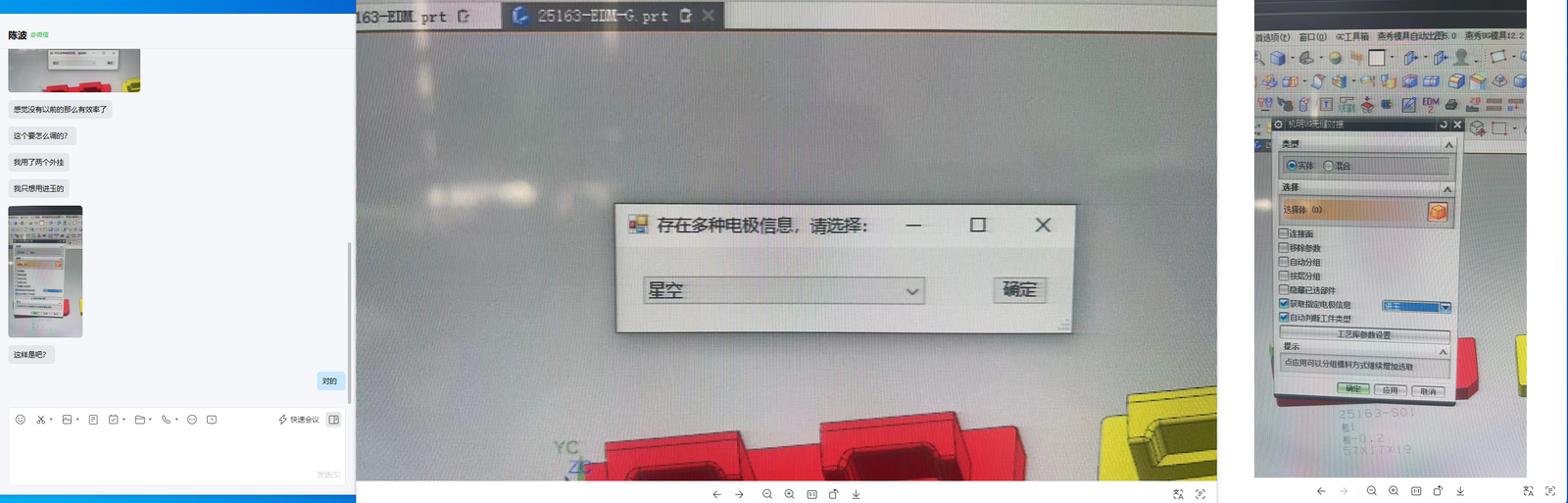
UG 导入机明时弹出「存在多种电极信息,请选择」,因使用了多个外挂,只想导入指定的某个电极。
在机明UG无缝对接对话框中勾选「获取指定电极信息」,并在其下拉框中选择需要的指定电极,即可只导入该电极、不再弹出多电极选择提示。
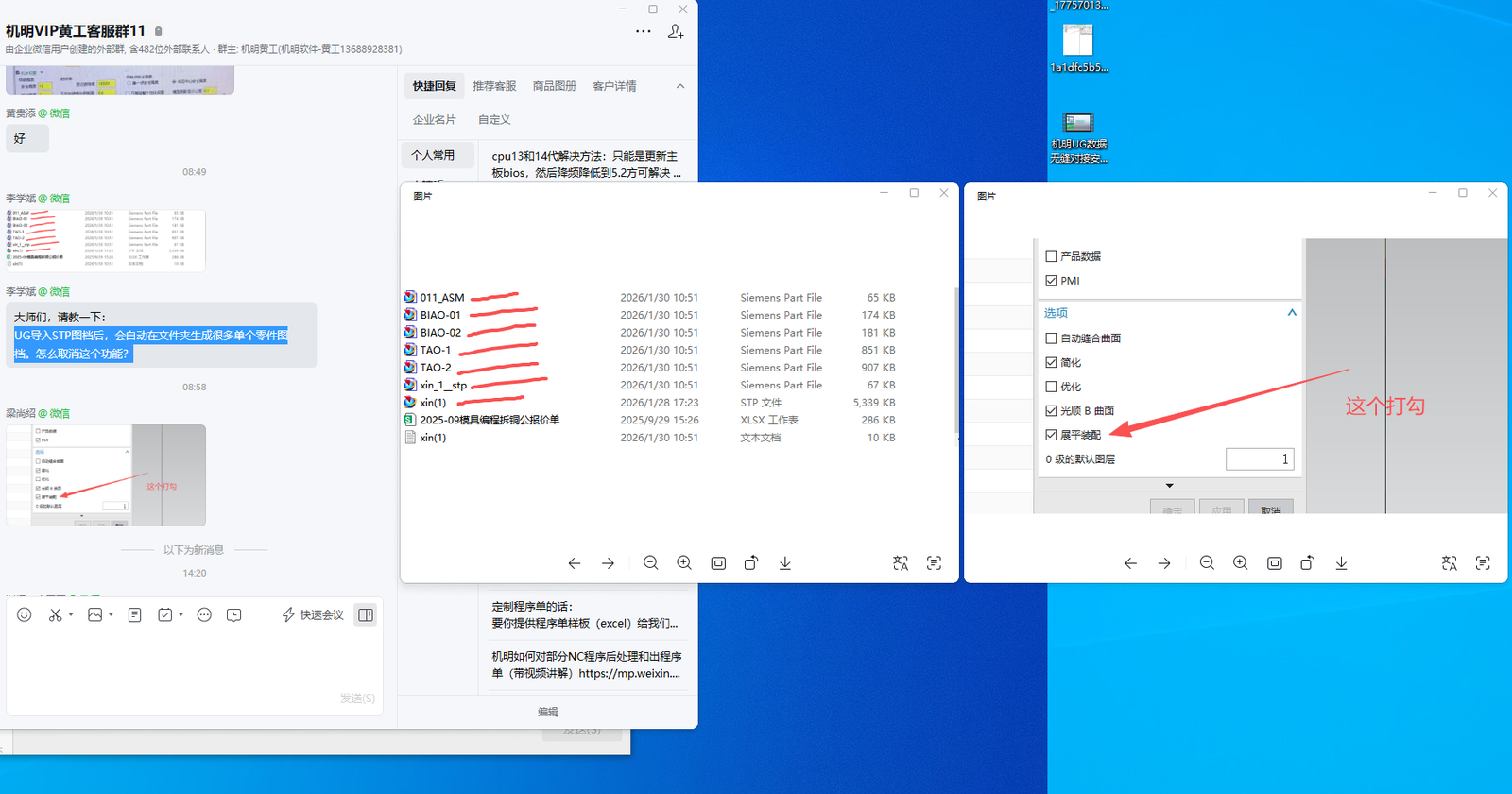
UG 导入 STP 图档后,会在文件夹里自动生成很多单个零件的 prt 图档,希望取消这个行为。
在 UG 导入 STP 的「选项」里勾选「展平装配」,导入时即把装配展平为单一部件,不再为每个零件单独生成 prt 文件。
原理:当编程电脑后处理输出的NC路径,跟串联电脑打开同一个NC的路径不相同时,使用扫码串联需通过「路径修正」让它找到正确的NC路径。做法是对比两个路径,省去后面完全相同的部分,找到不同的地方分别填入参考路径/修正路径。
① NC后处理在编程电脑本机
编程电脑(后处理出来没移动过的文件夹路径):E:\NC\2428-H2G1
串联电脑(通过网络打开编程电脑NC的路径):\\Desktop-812c1m7\NC\2428-H2G1
→ 编程电脑不同处「E:」填到参考路径;串联电脑不同处「\\Desktop-812c1m7」填到修正路径。
② NC直接后处理到串联电脑
编程电脑(直接后处理到串联电脑的路径):\\CNC01\NC\2428-H2G1
串联电脑(串联本机NC路径):E:\NC\2428-H2G1
→ 参考路径填「\\CNC01」;修正路径填「E:」。
③ 第三台电脑:NC后处理在编程和串联以外的第三台电脑时,无需启用扫码NC路径修正功能,不勾选即可。
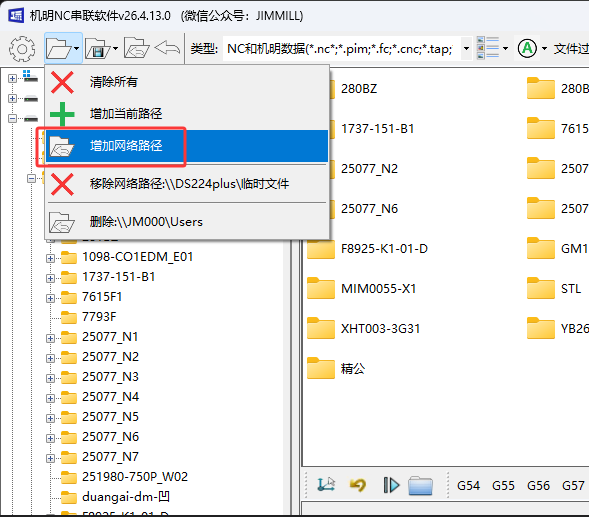
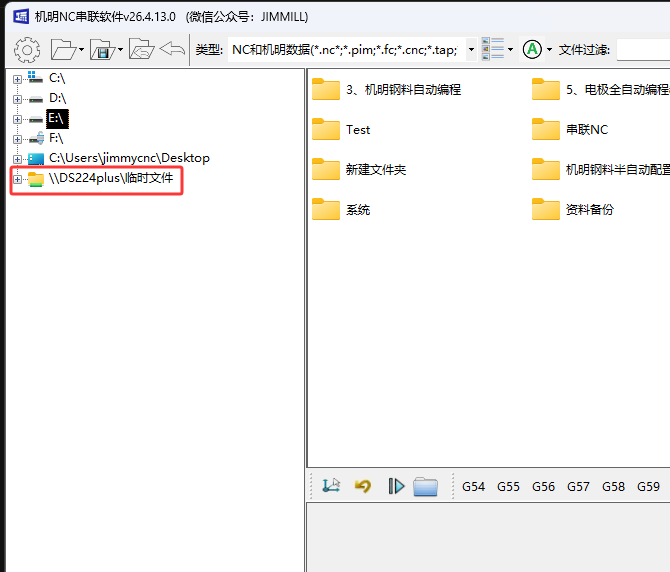
替代办法(增加网络路径):如果NC后处理路径填的是网络路径,可以把此网络路径直接「增加」到界面上,就能直接访问到NC,无需映射为本地磁盘、也无需设置路径修正。
另一种原因(二维码太小 / NC路径含中文):如果扫出来的NC路径本身就有差错,尤其NC路径里带有中文字符时,多半是程序单上的二维码太小、扫描识别不准导致。解决:在「程序单模板 / 程序单设置」里把二维码设置大一些,重新生成程序单后再扫即可。
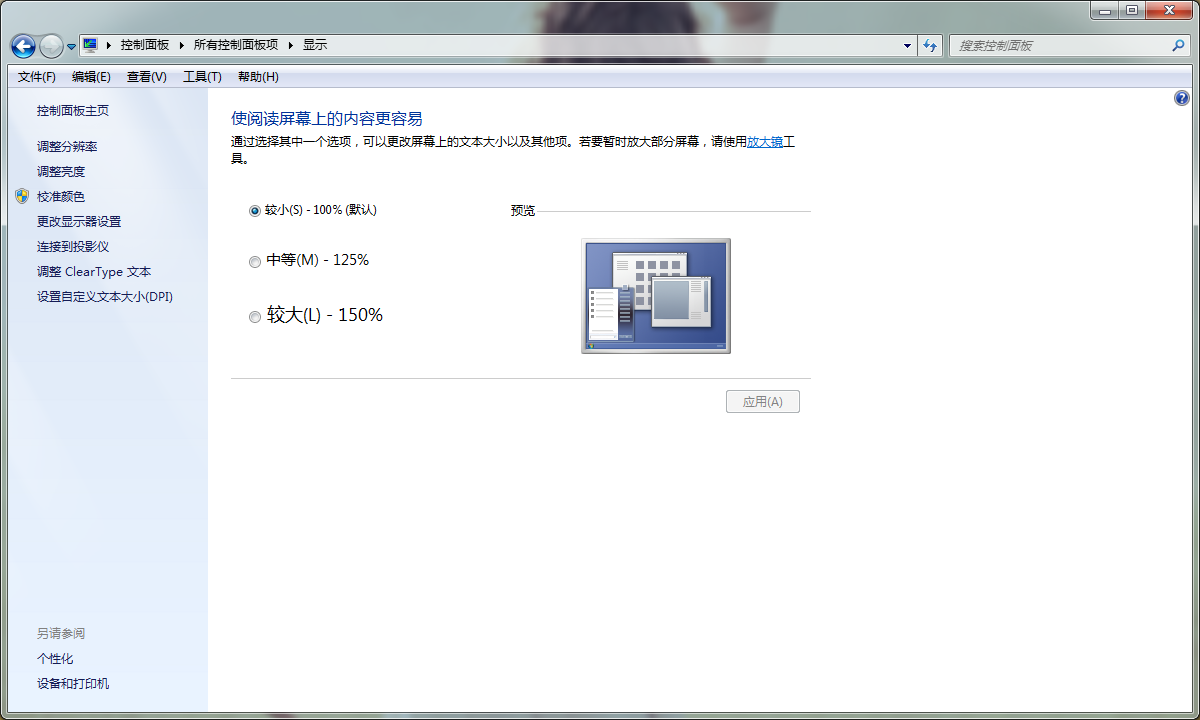
系统显示缩放比例过大,导致界面参数显示不完整、字体重叠(新旧版机明处理方法一致)。
1. 在控制面板—显示—屏幕分辨率中,把文本大小选择「较小—100%(默认)」,重启机明即可。
2. 更新到机明 V20.3.15 以上版本,从根本上解决字体重叠问题。
图文教程:https://mp.weixin.qq.com/s/Dx6ARzHdFaV01LlJNEkgvg
PM资源管理器图标显示不全。
显示颜色位数未设置到32位。
①XP系统:桌面右键-属性-监视器,颜色选「真彩色(32位)」;②WIN7系统:桌面右键-屏幕分辨率-高级设置-监视器,颜色选「真彩色(32位)」。
PowerMill 显示卡顿/画面异常,需要在 NVIDIA 控制面板关闭垂直同步。
① 打开 NVIDIA 控制面板—「管理 3D 设置」;
② 进入「全局设置」选项卡,在设置列表中找到「垂直同步」;
③ 将其值改为「关」,应用即可。
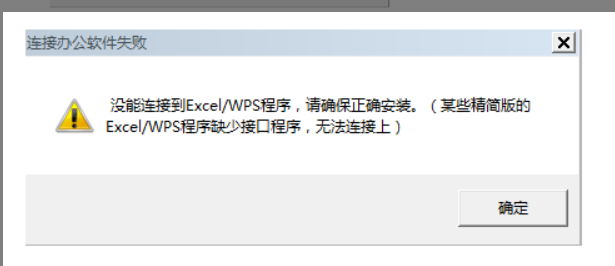
用机明完全无法生成程序单,可能伴随:弹错误提示、无任何提示也不弹出、点出单后闪退、提示「请先安装Office或WPS」等。
| 现象 | 核心原因 |
|---|---|
| 生成时弹出错误提示 | 未装Office/WPS,或装了缺开发接口的精简版 |
| 无任何提示、程序单也不弹出 | 软件权限、安装路径或兼容性问题 |
| 点出单后直接闪退 | 环境配置异常、权限不足 |
第一步:验证Office/WPS安装状态
以管理员身份运行机明,进「系统设置」,确认所选程序单类型(Excel/WPS)与本地安装的软件一致;点「Excel」或「WPS」测试按钮,观察是否弹出空白表格。弹不出说明表格软件安装有问题,需装完整版。
第二步:解决精简版兼容问题
已装表格软件但测试弹不出空白表格,大概率是精简版Office/WPS(删减了程序调用所需的开发接口)。需卸载后重装完整版:Excel完整版安装包,或WPS官方完整版下载 https://www.wps.cn。
第三步:能弹出空白表格仍生成不了,依次排查
1. 安装路径:机明不要装C盘(权限管控严格易读写失败),卸载后重装到D/E盘等非系统盘。
2. 文件只读:打开机明安装目录,找到两个「程序单」相关模板文件,右键属性,取消勾选「只读」后保存。
3. 规范图档命名与路径:PowerMill对中文/特殊符号/长路径兼容差,刀路图档不要放层级过深的文件夹,名称不要过长,路径和名称尽量用英文/数字,避免中文、空格、特殊符号。
4. 加密软件授权:电脑装了企业加密软件时,需给机明添加加密授权,否则会拦截机明生成文件,导致程序单无法输出。
机明出程序单时跳出 CAD 2007 的安装提示。
这是 Excel 2007 与 CAD 2007 存在冲突所致。把 Excel 2007 换成其他版本的 Excel(2003 或 2010 或 2016)即可。
安装 Excel 时提示「系统管理员设置了系统策略,禁止进行此安装」。
① 先把电脑上现有的 Excel 卸载干净;
② 再重新安装 Excel。
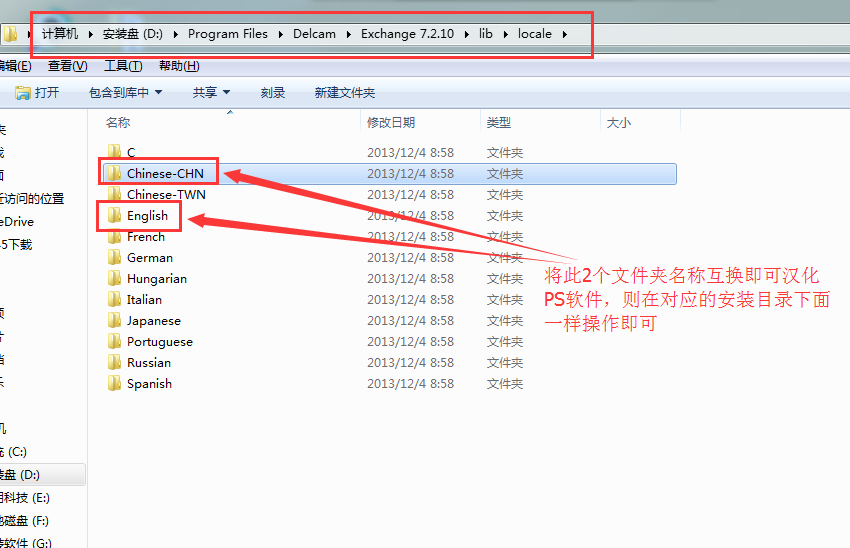
PS、Excel 安装完后无法汉化,界面仍显示英文版。
请把当前软件界面与提示截图发来,对照具体情况提供对应的汉化处理步骤。
打开机明、PM 或运行注册转换器时,提示「无法启动此程序,丢失 MSVCR71.dll」(或类似系统 dll)。
MSVCR71.dll 属于 C 盘操作系统的必备文件,也是许多软件的运行依赖;该文件损坏或丢失会导致相关软件或系统无法正常运行。
① 用 DirectX 修复工具(DirectX_Repair,可从网上正规渠道获取,或联系客服获取)一键修复系统文件;
② 或用火绒「修复系统」功能修复;
③ 以上仍不行,重装电脑系统。
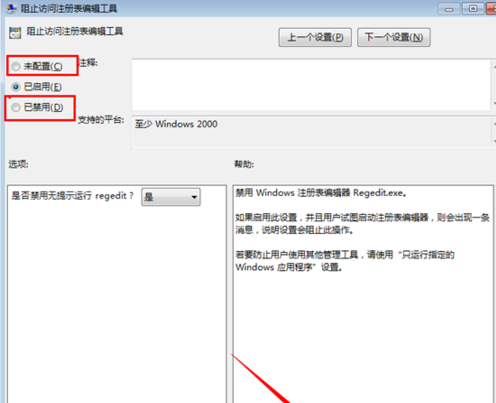
打开注册表时提示「注册表编辑已被管理员禁用」。
① 开始—运行,输入 gpedit.msc 回车打开组策略;
② 在组策略编辑器中依次进入「用户配置—管理模板—系统」;
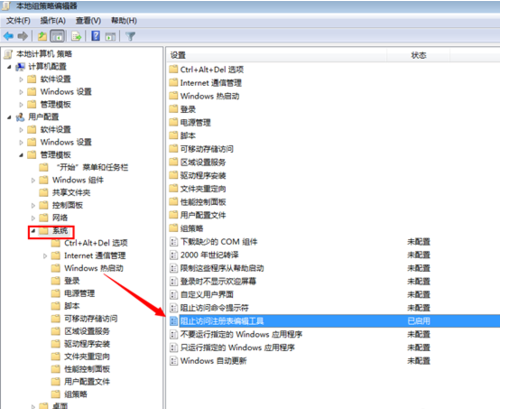
③ 找到「阻止访问注册表编辑工具」,当前为「已启用」状态(所以打不开注册表);
④ 将其改为「未配置」或「已禁用」,点「确定」;
之后再开始—运行,输入 regedit 回车即可正常打开注册表。
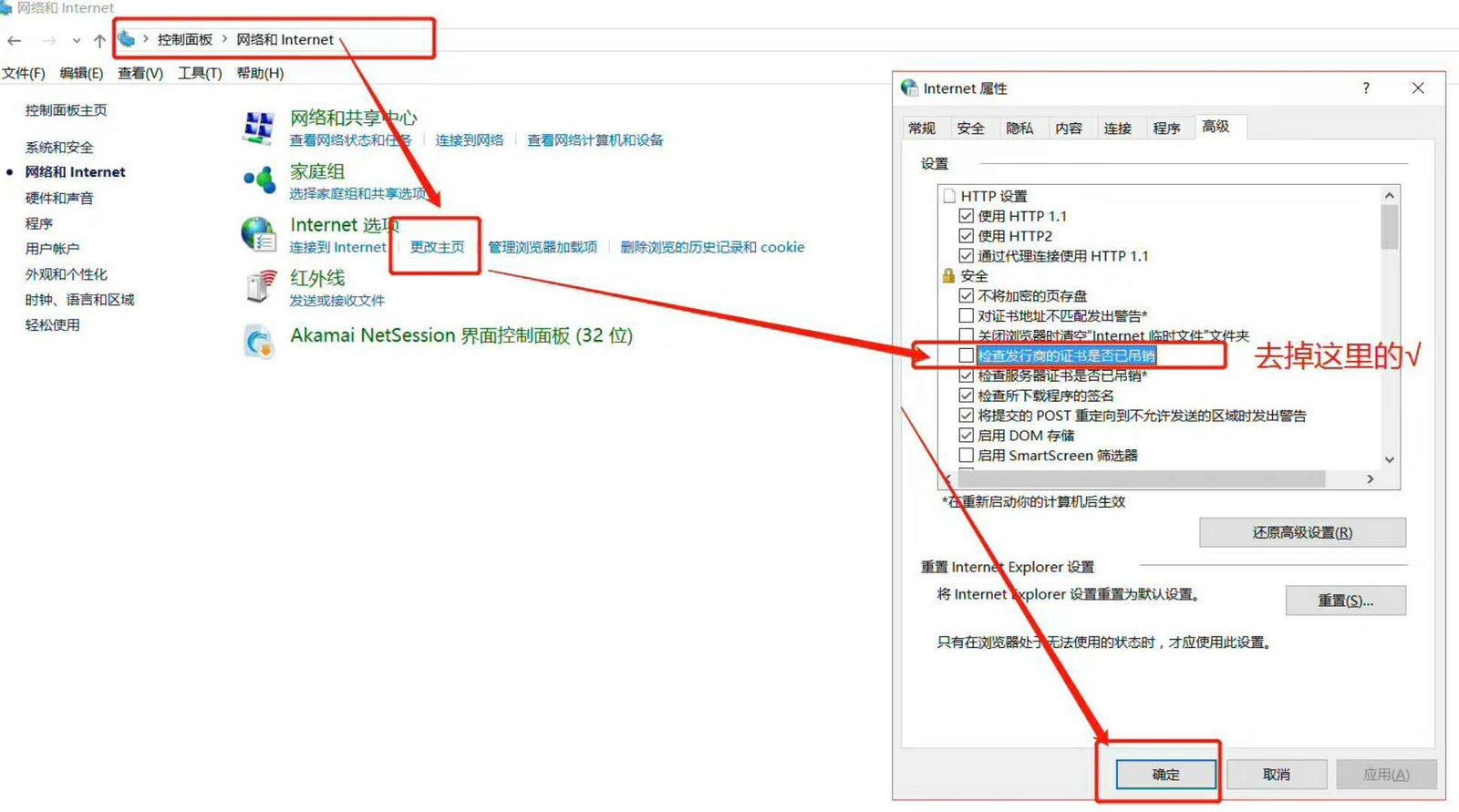
机明软件后处理(出 NC 程序)速度很慢、卡顿,通常因系统对已签名程序联网检查证书吊销导致。
① 打开「控制面板 → 网络和 Internet → Internet 选项」(更改主页处可进入);
② 在弹出的「Internet 属性」对话框切换到「高级」选项卡;
③ 在「设置」列表的「安全」分组中找到并取消勾选「检查发行商的证书是否已吊销」;
④ 点「确定」。该项需重启计算机后生效。
标记实时汇总在服务器,管理员随时可查,无需传文件。内部员工(登录)与匿名标记分开显示,匿名的需认真核对。导出(复制/下载)后可点「清空已导出」删除本次已取到的标记(期间新到的不受影响)。
每次分享即在本机累计,可看出各问题被发给客户的频率,用于优化产品/教程。统计保存在本机浏览器(每台电脑各自记录),收集各客服导出的清单即可汇总。
反馈保存在本机浏览器;导出后发给维护人即可补进资料库。